PROCEDIMIENTO E INSTALACION PARA ASOCIAR PLIEGOS QUE FORMAN UNA HOJA ABSORBENTE.
Procedimiento de asociación sin cola, por marcado por presión,
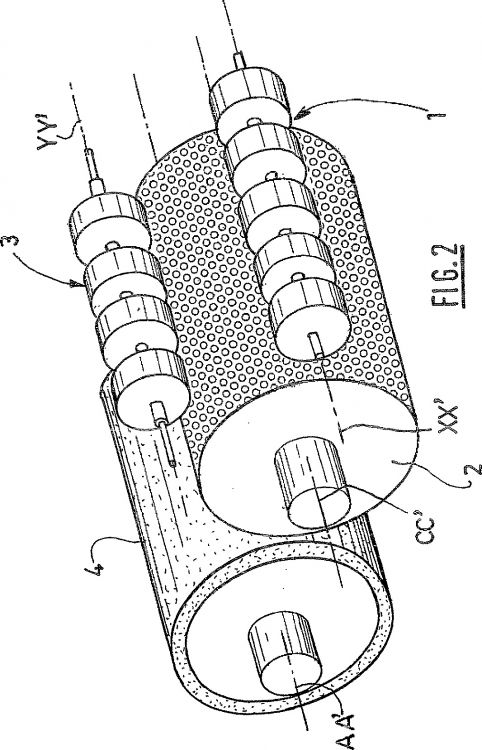
de al menos dos pliegos (5, 6) a base de guata de celulosa, caracterizado porque consiste en gofrar según un motivo de gofrado al menos un primer pliego (5) por paso entre un primer cilindro (2) y un cilindro (4) exteriormente recubierto de un caucho, y después en asociar al menos un segundo pliego (6) con dicho primer pliego (5) haciendo pasar dichos pliegos (5, 6) entre dicho primer cilindro (2) de acero grabado de eje CC y al menos una primera serie de pequeños cilindros (1) coaxiales exteriormente lisos de eje XX'', y después entre dicho primer cilindro (2) y una segunda serie de pequeños cilindros (3) coaxiales exteriormente lisos de ejes YY'', siendo los ejes CC'', XX'' e YY'' horizontales y paralelos
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/001539.
Solicitante: GEORGIA-PACIFIC FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 11, ROUTE INDUSTRIELLE,68320 KUNHEIM.
Inventor/es: JEANNOT, SEBASTIEN, PROBST, PIERRE, HOEFT,BENOIT.
Fecha de Publicación: .
Fecha Concesión Europea: 20 de Enero de 2010.
Clasificación Internacional de Patentes:
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
Clasificación PCT:
- B31F1/07 B31F 1/00 […] › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
Fragmento de la descripción:
Procedimiento e instalación para asociar pliegos que forman una hoja absorbente.
La presente invención concierne al ámbito de los papeles absorbentes a base de guata de celulosa, de uso sanitario o doméstico, tales como el papel higiénico, las toallas o cualquier papel de secado, las servilletas de mesa, etc.
Para la realización de tales productos, se utiliza en general la guata de celulosa denominada igualmente papel tisú. Se trata de un papel absorbente de poco gramaje, comprendido entre 10 y 45 g/m2, obtenido por vía húmeda a partir de fibras papeleras. Comprende eventualmente aditivos químicos en pequeñas proporciones según el uso al que esté destinado. Puede obtenerse por prensado de la hoja todavía húmeda sobre un cilindro calentado de gran diámetro, sobre el que ésta se seca y del cual es separada a continuación por medio de una lámina metálica aplicada contra ella, transversalmente a su sentido de rotación. Esta operación tiene por objeto crespar la hoja, que presenta entonces unas ondulaciones transversales a su sentido de marcha. El crespado confiere una cierta elasticidad a la hoja al mismo tiempo que aumenta el espesor y le procura propiedades táctiles.
Otro modo de fabricación conocido comprende una primera etapa de secado de la hoja, al menos en parte, por medio de una corriente de aire caliente que la atraviesa. A continuación, ésta puede cresparse o no.
De manera general, la hoja así fabricada se transforma a continuación en otra fase distinta de fabricación denominada transformación o conversión y se la asocia a otras hojas denominadas entonces pliegos para formar el producto final de papel absorbente.
En efecto, cuando se desea conferir propiedades particulares a una hoja tales como el espesor, la suavidad, el volumen, se puede elegir asociar varios pliegos entre ellos.
La asociación puede ser de naturaleza química, por ejemplo por encolado, o de naturaleza mecánica.
En relación con el encolado, los procedimientos conocidos consisten en depositar una película de cola sobre toda o parte de la superficie de uno de los pliegos y después poner en contacto la superficie encolado con la superficie de al menos otro pliego.
Este tipo de asociación necesita un equipo específico, adicional en la cadena de fabricación, lo que representa un coste y dificultades técnicas suplementarias. Además, la cola en sí es cara, ensucia los cilindros de la unidad de gofrado y puede inducir una rigidez suplementaria no deseada sobre el producto final, cuya suavidad será disminuida, por lo demás, por la presencia de la cola. Estos inconvenientes han llevado a ciertos fabricantes a volverse hacia asociaciones de tipo mecánico.
En este caso, la asociación de los pliegos puede realizarse por moleteado o por compresión, en fase de transformación o conversión.
El moleteado consiste clásicamente en comprimir los pliegos a asociar entre una moleta (o rueda grabada provista de elementos en relieve) y un cilindro liso.
Por tanto, cada banda moleteada corresponde a la anchura de una moleta. Las bandas pueden formar bandas decorativas sobre la hoja.
A título ilustrativo, la patente US 3.377.224 describe un papel "tisú" realizado por tal procedimiento. Dado que es moleteada una anchura muy limitada de papel, un inconveniente notable reside en la delaminación de las zonas no moleteadas.
Además, la asociación por moleteado es limitada cuando se desean realizar motivos sobre toda la anchura de una tirada de papel. En efecto, incluso si se disponen lado con lado un número importante de moletas (creando así un gran número de bandas), pueden subsistir zonas sin moleteado.
El documento EP 1 362 953 ilustra un ejemplo particular de instalación y de procedimiento utilizando el moleteado. La diferencia principal con respecto al procedimiento básico descrito aquí anteriormente reside en que la asociación de los pliegos tiene lugar según anchas bandas paralelas (sentido de marcha de la máquina) sobre la hoja y en que se aplica una película de aditivo tal como aceite sobre una al menos de las caras de la hoja a fin de obtener una filigrana simultáneamente a la asociación.
Por lo demás, el moleteado crea globalmente problemas de legibilidad del motivo gofrado, si éste existe, ya que, de forma conocida, el moleteado aplasta los motivos de gofrado ya formados sobre la hoja.
Además, en el caso de que se utilice un número importante de moletas, el reglaje y/o el calado de las moletas hace la producción difícil y compleja.
Se conoce también el documento EP 1 533 112 o incluso el EP 0 672 402, que describen procedimientos e instalaciones de asociación de varios pliegos de guata de celulosa, según los cuales la asociación se realiza por moleteado de los pliegos que pasan entre al menos una serie de moletas grabadas según diferentes motivos y un contracilindro de presión o cilindro casador bajo una cierta presión.
Estas soluciones son interesantes, pero generan problemas, en particular al nivel de las zonas (bandas) entre las moletas, ya que, incluso una vez que la hoja haya sido comprimida, los pliegos que la constituyen no están asociados en estas zonas. Por tanto, las hojas presentan bandas más o menos anchas no asociadas y desprovistas de motivos.
Además, estas soluciones anteriores inducen tensiones al nivel de los motivos de grabado de las moletas cuando se desee realizar un motivo uniforme sobre todo lo ancho del cilindro.
En efecto, después de tal asociación los rollos (o bobina) obtenidos al ser cortados para formar los rollos finales (de toalla, papel higiénico u otro destino), si están presentes discontinuidades (o ausencia) de grabados, el corte debe realizarse imperativamente en las discontinuidades, lo que necesita unos reglajes y unas tolerancias muy finos de la herramienta de corte.
Por tanto, existe una necesidad de una producción industrial fácil y rápida de hojas multipliego de guata de celulosa, asociadas por marcado y sin encolado.
La presente invención tiene por objeto un procedimiento de asociación sin cola, por marcado por presión, de al menos dos pliegos a base de guata de celulosa, caracterizado porque consiste en gofrar según un motivo de gofrado al menos un primer pliego por paso entre un primer cilindro y un cilindro exteriormente recubierto con un caucho, y después en asociar al menos un segundo pliego con dicho primer pliego haciendo pasar dichos pliegos entre un primer cilindro de acero grabado de eje CC' y al menos una primera serie de pequeños cilindros coaxiales exteriormente lisos de eje XX', y después entre dicho primer cilindro y una segunda serie de pequeños cilindros coaxiales exteriormente lisos de ejes YY' siendo los ejes CC', XX' e YY' horizontales y paralelos.
Se realiza así una asociación de varios pliegos de buena calidad de una forma simple, fiable y con una velocidad de producción interesante.
La asociación se realiza según todo o parte del motivo de gofrado y/o de grabado del cilindro grabado, de manera uniforme sobre todo el ancho de los pliegos a asociar.
Conforme a la invención, los pequeños cilindros de cada serie están axialmente alejados unos de otros en una distancia sensiblemente igual a su anchura y dispuestos al tresbolillo de una serie a otra, de tal modo que se realice una anchura de recubrimiento según el sentido transversal comprendida entre 0,1 mm y alrededor de 10 mm, preferiblemente de 1 mm.
Esta característica permite obtener una asociación regularmente distribuida, muy uniforme sobre todo el ancho de una bobina, incluso si éste es relativamente grande.
No se observan sobre el ancho de papel producido ningún pliego ni ninguna parte despegada. Por tanto, el corte de los rollos es menos delicado, ya que necesita menos precisión. Así, puede realizarse una producción a una velocidad más importante que en la técnica anterior.
Según un modo particular de realización de la invención, al menos uno de los pliegos es gofrado individualmente con anterioridad a la asociación.
Sin salir del marco de la invención, al menos uno de los pliegos no es gofrado antes de la asociación.
Por lo demás, los ejes XX' e YY' están angularmente separados en un ángulo a, medido según el eje CC', comprendido entre 10º y 180º.
Ventajosamente, los pliegos pasan debajo de una tercera serie de pequeños cilindros lisos que cooperan con dicho cilindro grabado.
De...
Reivindicaciones:
1. Procedimiento de asociación sin cola, por marcado por presión, de al menos dos pliegos (5, 6) a base de guata de celulosa, caracterizado porque consiste en gofrar según un motivo de gofrado al menos un primer pliego (5) por paso entre un primer cilindro (2) y un cilindro (4) exteriormente recubierto de un caucho, y después en asociar al menos un segundo pliego (6) con dicho primer pliego (5) haciendo pasar dichos pliegos (5, 6) entre dicho primer cilindro (2) de acero grabado de eje CC y al menos una primera serie de pequeños cilindros (1) coaxiales exteriormente lisos de eje XX', y después entre dicho primer cilindro (2) y una segunda serie de pequeños cilindros (3) coaxiales exteriormente lisos de ejes YY', siendo los ejes CC', XX' e YY' horizontales y paralelos.
2. Procedimiento según la reivindicación 1, caracterizado porque la asociación se realiza sobre la totalidad o parte de dicho motivo de gofrado.
3. Procedimiento de asociación según la reivindicación 1 o 2, caracterizado porque los pequeños cilindros (1; 3) de cada serie están axialmente alargados unos de otros en una distancia sensiblemente igual a su anchura y dispuestos al tresbolillo de una serie a otra con el fin de obtener una anchura de recubrimiento (e) según el sentido transversal comprendido entre alrededor de 0,1 mm y alrededor de 10 mm, preferiblemente de alrededor de 1 mm.
4. Procedimiento de asociación según una cualquiera de las reivindicaciones anteriores, caracterizado porque el segundo pliego (6) es gofrado individualmente con anterioridad a la asociación.
5. Procedimiento de asociación según una cualquiera de las reivindicaciones 1 a 3, caracterizado porque el segundo pliego (6) no es gofrado antes de la asociación.
6. Procedimiento de asociación según una cualquiera de las reivindicaciones anteriores, caracterizado porque la totalidad o parte de los pequeños cilindros (1, 3) son regulables individualmente en presión contra el cilindro grabado (2) y/o en posicionamiento axial y/o pseudoaxial.
7. Procedimiento de asociación según una cualquiera de las reivindicaciones anteriores, caracterizado porque los pliegos (5, 6) a asociar están adosados contra el cilindro grabado (2) durante y entre todas las etapas de la asociación.
8. Procedimiento de asociación según una cualquiera de las reivindicaciones anteriores, caracterizado porque los ejes XX' e YY' están angularmente espaciados en un ángulo a medido según el eje CC del primer cilindro de acero grabado (2), estando comprendido el ángulo a entre 10º y 180º.
9. Procedimiento de asociación según una cualquiera de las reivindicaciones anteriores, caracterizado porque los pliegos (5, 6) pasan debajo de una tercera serie de pequeños cilindros lisos coaxiales que cooperan con dicho cilindro grabado (2).
10. Procedimiento de asociación según una cualquiera de las reivindicaciones anteriores, caracterizado porque el cilindro de caucho (4), el primer cilindro (2) y los pequeños cilindros (1, 3) son respectivamente posicionados y regulados de tal modo que el contacto entre el primer cilindro grabado (2) y cada uno de los pequeños cilindros lisos (1; 3) se realice bajo una presión específica comprendida entre alrededor de 40 y alrededor de 250 N/mm2.
11. Instalación de asociación sin cola de al menos dos pliegos (5, 6) a base de guata de celulosa, que comprende un primer cilindro (2) grabado de eje CC' y un cilindro (4) exteriormente recubierto de un caucho que coopera con el primer cilindro con vistas a gofrar al menos un primer pliego (5), caracterizada porque comprende además al menos una primera serie de pequeños cilindros (1) coaxiales exteriormente lisos de eje XX' y una segunda serie de pequeños cilindros (3) coaxiales exteriormente lisos de ejes YY', siendo horizontales y paralelos los ejes CC', XX' e YY', y porque los pequeños cilindros cooperan con dicho primer cilindro grabado (2) con vistas a asociar dichos pliegos (5, 6).
12. Instalación según la reivindicación 11, caracterizada porque los ejes XX' e YY' están angularmente espaciados en un ángulo a medido según el eje CC del primer cilindro (2), estando comprendido el ángulo a entre 10º y 180º.
13. Instalación según una cualquiera de las reivindicaciones 11 o 12, caracterizada porque los pequeños cilindros (1; 3) de cada serie están axialmente alejados unos de otros en una distancia sensiblemente igual a su anchura y dispuestos al tresbolillo de una serie a la otra con el fin de obtener una anchura de recubrimiento (e) según el sentido transversal comprendido entre alrededor de 0,1 mm y alrededor de 10 mm, preferiblemente alrededor de 1 mm.
14. Instalación según una cualquiera de las reivindicaciones 11 a 13, caracterizada porque comprende además una tercera serie de pequeños cilindros coaxiales que cooperan con dicho cilindro grabado (2) con vistas a asociar dichos pliegos, estando dispuestos los ejes de rotación respectivos de las series primera, segunda y tercera de pequeños cilindros alrededor del cilindro grabado (2) con el fin de equilibrar las fuerzas que se ejercen sobre dicho cilindro (2).
Patentes similares o relacionadas:
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
 Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]