SECCION DE ACABADO DE UN LAMINADOR.
Una sección de acabado de laminador para laminar productor largos tales como barras,
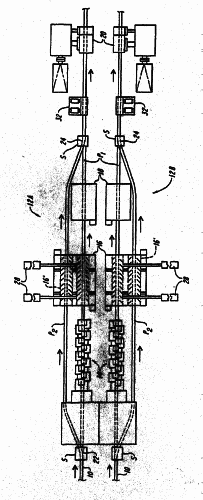
varillas y similares, que comprende: un bloque de acabado (14) y un laminador reductor (20) dispuesto secuencialmente a lo largo de una línea de paso primaria (P1); una línea de paso secundaria (P2) que sale de dicha línea de paso primaria en una unión corriente arriba que precede dicho bloque de acabado, evitando dicha línea de paso secundaria dicho bloque de acabado para reincorporarse a dicha línea de paso primaria en una unión corriente abajo que precede dicho laminador reductor; y mecanismos de conmutación (22, 24) en dichas uniones, pudiendo actuar dichos mecanismos de conmutación en un primer modo para dirigir los productos a lo largo de dicha línea de paso primaria para ser laminados tanto en dicho bloque de acabado como en dicho laminador reductor, y pudiendo actuar en un segundo modo para dirigir inicialmente productos a lo largo de dicha línea de paso secundaria para evitar dicho bloque de acabado y a continuación devolver dichos productos a dicha línea de paso primaria para ser laminados en dicho laminador reductor, caracterizada por una unidad de refrigeración por agua (16) situada entre dichas uniones corriente arriba y corriente abajo, y medios (28) para desplazar dicha unidad de refrigeración por agua entre dichas líneas de paso primaria y secundaria para enfriar los productos que se están laminando en cada uno de dichos modos.
Tipo: Resumen de patente/invención.
Solicitante: MORGAN CONSTRUCTION COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 15 BELMONT STREET,WORCESTER MASSACHUSETTS 016.
Inventor/es: SHORE, TERENCE MICHAEL.
Fecha de Publicación: .
Fecha Concesión Europea: 22 de Diciembre de 2004.
Clasificación Internacional de Patentes:
- B21B1/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas. › según un proceso continuo.
Patentes similares o relacionadas:
Aparato para laminación de alta productividad, en particular para rectificar barras o redondos en secciones, del 6 de Mayo de 2015, de SMS MEER S.P.A.: Un aparato para laminación de alta productividad, particularmente para rectificar barras o redondos en secciones, de tal manera que dicho aparato comprende […]
Procedimiento de laminación de productos base en productos finales de diferentes tamaños, del 30 de Abril de 2014, de SIEMENS INDUSTRY, INC: Procedimiento para laminar un producto base FP1en productos finales FP2 de diferentes tamaños en una sección de acabado de un laminador que comprende […]
 Monobloque de laminado con interenfriamiento, del 2 de Mayo de 2012, de SIEMENS VAI METALS TECHNOLOGIES S.R.L.: Monobloque de laminado que comprende un primer bloque (B1) de cajas de laminación (G1 - Gm) y un segundo bloque (B2) de cajas de laminación (Gm+1 - Gn), entre los dos […]
Monobloque de laminado con interenfriamiento, del 2 de Mayo de 2012, de SIEMENS VAI METALS TECHNOLOGIES S.R.L.: Monobloque de laminado que comprende un primer bloque (B1) de cajas de laminación (G1 - Gm) y un segundo bloque (B2) de cajas de laminación (Gm+1 - Gn), entre los dos […]
METODO Y APARATO PARA DECELERAR Y TEMPORALMENTE ACUMULAR UN PRODUCTO LAMINADO EN CALIENTE., del 1 de Marzo de 2007, de MORGAN CONSTRUCTION COMPANY: Un método para desacelerar y acumular temporalmente un producto laminado en caliente que se mueve longitudinalmente a lo largo de un eje de recepción […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA LAMINACION CONTINUA ININTERRUMPIDA DE PRODUCTOS DE REDONDOS Y VARILLAS., del 1 de Abril de 2006, de MORGAN CONSTRUCTION COMPANY: Un procedimiento para unir el extremo posterior (ATE) de una primera sección (A) de producto con el extremo frontal (BFE) de una segunda sección (B) de producto sucesiva, […]
DISPOSITIVO PARA EL TRATAMIENTO EN CONTINUO DE PRODUCTOS METALICOS LAMINADOS., del 1 de Marzo de 2006, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo, para el tratamiento de productos metálicos moldeados que tienen una forma alargada, tales como barras, platinas, perfiles estructurales o similares, dispuesto en […]
PROCEDIMIENTO Y PLANTA DE LAMINACION PARA LA OBTENCION DE ALAMBRE, BARRAS O TUBOS SIN COSTURA., del 1 de Diciembre de 2005, de SMS MEER GMBH: Procedimiento para la obtención de alambres, barras o tubos sin costura en una planta de laminación para la laminación de género metálico calentado, comprendiendo a la vista […]
PROCEDIMIENTO DE LAMINACION DE ALAMBRE Y LAMINADOR., del 1 de Agosto de 2005, de MORGAN CONSTRUCTION COMPANY: Un procedimiento para laminar varillas de alambre, a unos diámetros finales seleccionados, a partir de una varilla de diámetro único suministrada por un laminador de desbaste […]