TREN DE FABRICACIÓN Y PROCEDIMIENTO PARA CONTROLAR UN TREN DE FABRICACIÓN, EN ESPECIAL TREN DE PRENSAS.
- Tren de fabricación (1) - con varias instalaciones de mecanización de piezas de trabajo (2,
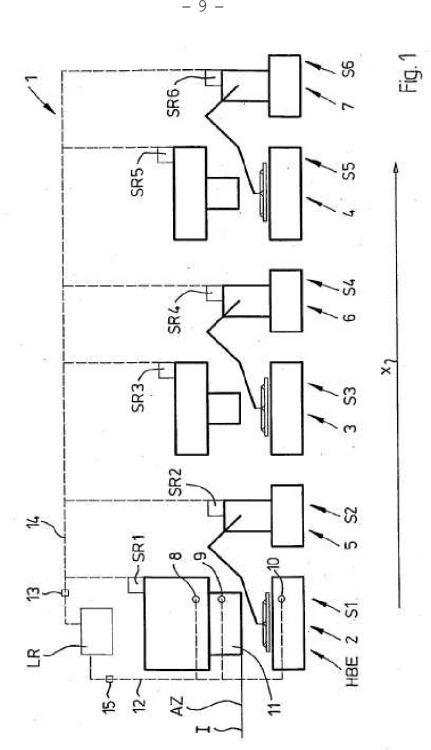
3, 4) que trabajan mecánicamente con independencia entre ellas, en especial tren de prensas, - con instalaciones de transporte de piezas de trabajo (5, 6, 7) que enlazan las instalaciones de mecanización de piezas de trabajo (2, 3, 4) para el transporte de piezas de trabajo, - con un ordenador piloto (LR) de forma preferida con prefijación de valores nominales el cual, mediante una transmisión electrónica de señales (13) y en especial de valores nominales, sintoniza las instalaciones de mecanización de piezas de trabajo (2, 3, 4) y/o las instalaciones de transporte de piezas de trabajo (5, 6, 7) en sus desarrollos de trabajo, caracterizado porque el tren de fabricación (1) comprende una instalación de mecanización principal (HBE), en especial una prensa de cabezal/ prensa de embutición, que presenta desviaciones respecto al perfil de velocidad nominal del empujador o del accionamiento, y porque los valores nominales (13), que son transmitidos por el ordenador piloto (LR), se generan mediante una detección de al menos un estado de trabajo (AZ) de la instalación de mecanización principal (HBE)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2006/001192.
Solicitante: MULLER WEINGARTEN AG.
Nacionalidad solicitante: Alemania.
Dirección: SCHUSSENSTRASSE 11 88250 WEINGARTEN ALEMANIA.
Inventor/es: RENN, WERNER, HINDERER,UWE.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Julio de 2006.
Fecha Concesión Europea: 29 de Septiembre de 2010.
Clasificación PCT:
- G05B19/418 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › Control total de una fábrica, es decir, control centralizado de varias máquinas, p. ej. control numérico directo o distribuido (DNC), sistemas de fabricación flexibles (FMS), sistemas de fabricación integrados (IMS), fabricación integrada por computador (CIM).
Países PCT: Alemania, España, Italia.
Fragmento de la descripción:
La invención se refiere a un tren de fabricación y a un procedimiento para controlar un tren de fabricación en sus desarrollos de trabajo, conforme a los preámbulos de las reivindicaciones 1 u 11.
Del documento EP 0 837 379 B1 se conoce una prensa de transferencia hidráulica, en la que se produce una coordinación de los movimientos de prensas y transferencias mediante un llamado “árbol piloto virtual”. Con ello se trata de un cadenciómetro electrónico, mediante el cual sincronizan los movimientos independientes de las prensas aisladas y de la transferencia parcial. En el caso de trenes de prensas, en especial en trenes de prensas con una instalación de mecanización principal accionada mecánicamente como prensa de cabezal o etapa de embutición con rueda de impulsión y combinación de acoplamiento-frenado, la aplicación de los mismos puede presentar inconvenientes en la solución de control descrita en el documento EP 0837379 B1. Mediante las por ejemplo elevadas fuerzas de prensado en la prensa de cabezal y la extracción de energía desde la rueda de impulsión, que puede tener como consecuencia una reducción del número de revoluciones, así como mediante un posible resbalamiento al desacoplar y acoplar, pueden producirse retrasos en el perfil de velocidad del empujador o del accionador. Es decir, mediante el proceso de conformación no puede mantenerse en la práctica, dado el caso, la ventana angular de calaje de manivela, en la que tiene que desarrollarse el movimiento de empujador por motivos de accesibilidad. Esto puede conducir a que el empujador ya no puede liberar con suficiente rapidez el itinerario para la transferencia, durante la carrera de retorno después del proceso de conformación, y de este modo existe el riesgo de una colisión entre transferencia y empujador o herramienta superior. Para evitar esto es necesario hacer funcionar los trenes de prensas con números de carreras claramente inferiores a lo que es teóricamente posible. Los menores números de carreras tienen como consecuencia elevadas pérdidas en el rendimiento.
La invención se ha impuesto la tarea de desarrollar un tren de fabricación y un procedimiento para sintonizar o controlar un tren de fabricación, en el que las desviaciones de las instalaciones de mecanización principal causadas por el funcionamiento, en especial de una prensa de cabezal, con relación al funcionamiento nominal no limiten ni influyan en el funcionamiento del tren de fabricación o del desarrollo de trabajo de las estaciones aisladas del tren de fabricación.
Esta tarea es resuelta mediante las particularidades características de las reivindicaciones 1 u 10, partiendo de las particularidades del preámbulo de la reivindicación 1 o de la reivindicación 10. En las reivindicaciones subordinadas se indican perfeccionamientos ventajosos y convenientes.
El tren de fabricación conforme a la invención comprende una instalación de mecanización principal, en especial una prensa de cabezal o prensa de embutición, que presenta desviaciones respecto al perfil de velocidad nominal del empujador o del accionamiento, por ejemplo a causa de disminución del número de revoluciones o de resbalamiento, y por medio de esto es responsable de un arrastre de sincronización. Asimismo pueden generarse o derivarse las señales y en especial los valores nominales, que son transmitidos por un ordenador piloto, a partir de una detección de al menos un estado de trabajo de la instalación de mecanización principal. Por medio de esto es posible tener en cuenta retrasos no previsibles exactamente del desarrollo de trabajo de la instalación de mecanización principal mediante el ordenador piloto directamente, es decir ya durante la generación de las señales/los valores nominales para las otras estaciones del tren de fabricación. Es decir, las señales/los valores nominales que parten del ordenador piloto son derivados desde el estado de trabajo o progreso de trabajo detectado de la instalación de mecanización principal. El núcleo de la invención es de este modo un tren de fabricación con un ordenador piloto, el cual se orienta, por ejemplo a través de un transmisor de ondas piloto, en una instalación de mecanización principal real del tren de fabricación. Por medio de esto puede evitarse la emisión de señales/valores nominales, que posteriormente demuestren ser inadecuados. Con un tren de fabricación de esta clase, compuesto por una prensa de cabezal/prensa de embutición accionada de forma preferida convencionalmente con rueda de impulsión y por ejemplo prensas consecutivas con accionamientos servo-eléctricos sin rueda de impulsión, pueden influir dinámicamente en el reglaje del tren de fabricación desviaciones de la instalación de mecanización principal respecto al funcionamiento nominal.
En el sentido de la invención, el término “estación” designa todas las máquinas aisladas del tren de fabricación. Aquí entran tanto las instalaciones de mecanización de piezas de trabajo como las instalaciones de transporte de piezas de trabajo. La instalación de mecanización principal y las instalaciones de preparación representan variantes de ejecución especiales de una instalación de mecanización de piezas de trabajo.
Como ya se ha citado este control conforme a la invención es especialmente ventajoso si la prensa de cabezal mecánica antes descrita, accionada por rueda de impulsión, se combina de forma preferida con prensas consecutivas servo-eléctricas sin rueda de impulsión. En el caso de las prensas servo-eléctricas sin rueda de impulsión, el efecto de arrastre del movimiento de empujador a causa del servoaccionamiento dinámico, con regulación de posición, es prácticamente inexistente y de este modo las instalaciones de mecanización principales, las instalaciones de transferencia y las restantes instalaciones de conformación pueden seguir exactamente el árbol piloto, es decir, las prefijaciones del ordenador piloto que se generan a causa de un estado de trabajo de la instalación de mecanización principal, por ejemplo prensa de cabezal.
La invención prevé de forma preferida asimismo asociar a cada instalación de mecanización de piezas de trabajo y/o a cada instalación de transporte de piezas de trabajo su propio ordenador de estación, el cual puede presentar un enlace con el ordenador piloto. Por medio de esto pueden integrarse instalaciones de mecanización de piezas de trabajo usuales y/o dispositivos de transporte de piezas de transporte usuales con sus ordenadores disponibles de forma estándar, con una complejidad mínima, en el tren de fabricación conforme a la invención.
Conforme a la invención está previsto asimismo controlar las instalaciones de mecanización de piezas de trabajo y/o las instalaciones de transporte de piezas de trabajo directamente a través del ordenador piloto. Una interconexión de este tipo de las estaciones del tren de fabricación hace posible, mediante la disposición central de la instalación de control, combinar componentes aislados o utilizarlos para varias estaciones y, de este modo, conduce a un ahorro de costes. Asimismo es posible un mantenimiento de la instalación de control electrónica para todo el tren de fabricación en un punto central.
La invención puede prever también, dado el caso, configurar el ordenador de estación de la instalación de mecanización principal como ordenador piloto o combinarlo con éste y transmitir desde el mismo las señales al ordenador de estación de las otras instalaciones de mecanización de piezas de trabajo y/o de las instalaciones de transporte de piezas de trabajo. Por medio de esto se produce una combinación de ordenadores en el punto que es relevante para suministrar datos al ordenador piloto.
Asimismo la invención prevé preconectar a la instalación de mecanización principal una instalación de mecanización de piezas de trabajo en forma de una instalación de pre-mecanización. En el caso de la instalación de pre-mecanización puede tratarse por ejemplo de una unidad de alimentación de pletinas, desde la cual se alimentan pletinas a la instalación de mecanización principal. El suministro de señales del ordenador piloto a la instalación de pre-mecanización hace posible el mantenimiento del modo de trabajo dinámico y sincronizado del tren de fabricación, también delante de la instalación de mecanización principal.
La invención prevé en especial disponer la instalación de mecanización principal como primera estación del tren de fabricación. Por medio de esto se simplifica la generación de señales/valores nominales, ya que solamente es necesario tener en cuenta...
Reivindicaciones:
1. Tren de fabricación (1)
- con varias instalaciones de mecanización de piezas de trabajo (2, 3, 4) que
trabajan mecánicamente con independencia entre ellas, en especial tren de
prensas,
- con instalaciones de transporte de piezas de trabajo (5, 6, 7) que enlazan las
instalaciones de mecanización de piezas de trabajo (2, 3, 4) para el transporte
de piezas de trabajo,
- con un ordenador piloto (LR) de forma preferida con prefijación de valores
nominales el cual, mediante una transmisión electrónica de señales (13) y en
especial de valores nominales, sintoniza las instalaciones de mecanización de
piezas de trabajo (2, 3, 4) y/o las instalaciones de transporte de piezas de
trabajo (5, 6, 7) en sus desarrollos de trabajo, caracterizado porque el tren de fabricación (1) comprende una instalación de mecanización principal (HBE), en especial una prensa de cabezal/ prensa de embutición, que presenta desviaciones respecto al perfil de velocidad nominal del empujador o del accionamiento, y porque los valores nominales (13), que son transmitidos por el ordenador piloto (LR), se generan mediante una detección de al menos un estado de trabajo (AZ) de la instalación de mecanización principal (HBE).
2. Tren de fabricación según la reivindicación 1, caracterizado porque cada instalación de mecanización de piezas de trabajo (2, 3, 4) y/o a cada instalación de transporte de piezas de trabajo (5, 6, 7) presenta su propio ordenador de estación (SR1 – SR6), el cual está enlazado con el ordenador piloto (LR).
3. Tren de fabricación según una de las reivindicaciones anteriores, caracterizado porque pueden controlarse las instalaciones de mecanización de piezas de trabajo (2, 3, 4) y/o las instalaciones de transporte de piezas de trabajo (5, 6, 7) directamente a través de un ordenador piloto (LR).
4. Tren de fabricación según una de las reivindicaciones anteriores, caracterizado porque la instalación de mecanización principal (HBE) es una instalación de mecanización de piezas de trabajo (2) en forma de una instalación de pre-mecanización (16) como una unidad de alimentación de pletinas, etc.
5. Tren de fabricación según una de las reivindicaciones anteriores, caracterizado porque las señales/los valores nominales se proporcionan en forma de señales de control desde el ordenador piloto (LR).
6. Tren de fabricación según una de las reivindicaciones 1 a 3, caracterizado porque las señales/los valores nominales se proporcionan a través de un sistema de bus desde el ordenador piloto (LR).
7. Tren de fabricación según una de las reivindicaciones anteriores, caracterizado porque la instalación de mecanización principal (HBE) está configurada como primera estación (S1) del tren de fabricación.
8. Tren de fabricación según una de las reivindicaciones anteriores, caracterizado porque el estado de trabajo (AZ) de la instalación de mecanización principal (HBE) se detecta mediante una posición (I) de una herramienta de conformación (11).
9. Tren de fabricación según la reivindicación 8, caracterizado porque el estado de trabajo de la instalación de mecanización principal (HBE) se produce mediante un transmisor sobre un árbol de impulsión y/o sobre una rueda de impulsión y/o sobre ruedas dentadas y/o sobre el empujador de la máquina de conformación.
10. Tren de fabricación según una de las reivindicaciones anteriores, caracterizado porque a una prensa de cabezal/prensa de embutición mecánica accionada con rueda de impulsión como instalación de mecanización principal (HBE) están post-o preconectados prensas consecutivas servo-eléctricas sin rueda de impulsión como instalaciones de mecanización secundarias (NBE).
11. Procedimiento diseñado en especial para sintonizar un tren de fabricación
(1) según una de las reivindicaciones 1 – 10, caracterizado porque las señales/los valores nominales (13), que son transmitidos desde un ordenador piloto (LR), se generan mediante una detección de un estado de trabajo (AZ) de la instalación de mecanización principal (HBE), de forma preferida a través de un transmisor de ondas piloto.
Siguen tres hojas de figuras.
Patentes similares o relacionadas:
Controlador de sistema transportador, sistema transportador y método de sincronización de datos, del 1 de Julio de 2020, de EWAB Engineering AB: Un controlador de sistema transportador , que comprende: una unidad de almacenamiento de datos configurada para almacenar una […]
Sistema de trabajo estéril, del 1 de Julio de 2020, de Shibuya Corporation: Un sistema de trabajo estéril para permitir que un trabajador realice un trabajo estéril requerido para cultivo dentro de una cámara estéril del sistema que tiene […]
Procedimiento y disposición para el control remoto de dispositivos de campo de al menos un sistema de automatización, del 17 de Junio de 2020, de SCHNEIDER ELECTRIC INDUSTRIES SAS: Procedimiento para el control remoto de al menos un dispositivo de campo (D1... Dn) en al menos un sistema de automatización (P1... Pk) con una unidad de control (BG); […]
Dispositivo y método para la transmisión de datos, del 10 de Junio de 2020, de DR. JOHANNES HEIDENHAIN GMBH: Dispositivo para la transmisión de datos con una interfaz de aparato de medición , una interfaz de control y una interfaz adicional […]
Procedimiento para hacer funcionar una planta de producción y planta de producción, del 3 de Junio de 2020, de SEW-EURODRIVE GMBH & CO. KG: Procedimiento para hacer funcionar una planta de producción son que la planta de producción tiene un sistema de control de nivel superior, estaciones de trabajo […]
Sistema y método de control en bucle cerrado de firma de objetivo, del 6 de Mayo de 2020, de EMHART GLASS S.A.: Un sistema para ajustar automáticamente la regulación temporal de sucesos de operaciones en cavidades de una sección de una máquina de secciones individuales, […]
Sistema transportador multizona con control basado en LAN, del 6 de Mayo de 2020, de MILWAUKEE ELECTRONICS CORPORATION: Un sistema de control de transportador para controlar un sistema transportador , configurado para transportar una serie de cargas, y […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]