Procedimiento de prensión de objetos, de colocación en una caja y de prensión de esta caja.
Procedimiento de prensión de objetos (O1, O2; O'1, O'2) cuyo volumen se inscribe sustancialmente en un paralelepípedo rectángulo,
tales como unos envases que contienen huevos, de colocación de estos objetos en una caja (C) paralelepipédica rectangular, y de prensión de esta caja, con ayuda de un dispositivo montado en el extremo de un robot de manipulación, comprendiendo este dispositivo por lo menos una primera pinza constituida por dos mordazas (M1, M2) móviles entre dos posiciones extremas, a saber, una posición denominada "separada" en la que no son aptas para aprisionar uno de dichos objetos (O1, O2; O'1, O'2), y una posición denominada "aproximada" en la que son aptas para aprisionar dicho objeto, efectuándose el movimiento de una posición a otra en una dirección general denominada "transversal", así como asimismo por lo menos dos pinzas suplementarias, cada una con dos mordazas suplementarias (70, 72), de las cuales por lo menos una (72) es asimismo móvil entre una posición "separada" y una posición "aproximada", efectuándose el movimiento de una posición a otra en una dirección general denominada "longitudinal", perpendicular a dicha dirección "transversal", no siendo estas por lo menos dos pinzas suplementarias aptas para aprisionar dichos objetos (O1, O2; O'1, O'2), cualquiera que sea la posición de sus mordazas suplementarias (70, 72),
realizando dicho procedimiento las etapas siguientes:
a/ coger uno de dichos objetos (O1, O2; O'1, O'2) o un conjunto de dichos objetos con ayuda de dicha primera pinza;
b/ depositarlo o depositarlos en dicha caja (C) separando progresivamente las mordazas (M1, M2) de dicha primera pinza;
c/ repetir las etapas anteriores, si fuera necesario, para llenar la caja (C);
d/ accionar dichas pinzas suplementarias con el fin de que vengan a coger dos paredes opuestas (C3, C4) de dicha caja (C).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12158176.
Solicitante: Ovoconcept.
Nacionalidad solicitante: Francia.
Dirección: 35 Avenue des Chatelets zi des Chatelets 22440 Ploufragan FRANCIA.
Inventor/es: Jan,Jérémy, LEZORAINE,JEAN-LOUIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B25J15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25J MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS (dispositivos robóticos para recolección individual de frutas, hortalizas, lúpulo y similares A01D 46/30; manipuladores de agujas para cirugía A61B 17/062; manipuladores asociados a las laminadoras B21B 39/20; manipuladores asociados a las máquinas de forja B21J 13/10; medios para mantener las ruedas o sus elementos B60B 30/00; grúas B66C; disposiciones para la manipulación del combustible o de otros materiales utilizados en el interior de reactores nucleares G21C 19/00; combinación estructural de manipuladores con celdas o recintos protegidos contra la radiación G21F 7/06). › Cabezas de aprehensión.
- B25J15/02 B25J […] › B25J 15/00 Cabezas de aprehensión. › servocontroladas.
- B65G47/90 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › Dispositivos para coger o dejar los artículos o los materiales.
PDF original: ES-2501845_T3.pdf
Fragmento de la descripción:
Procedimiento de prensión de objetos, de colocación en una caja y de prensión de esta caja.
La presente invención se refiere a un procedimiento de prensión de objetos, en particular de objetos frágiles tales como envases que contienen huevos, de colocación de éstos en una caja y de prensión de esta caja.
En el campo del acondicionamiento y la manipulación de objetos frágiles, tales como envases que contienen huevos, está ahora muy extendido recurrir a un dispositivo de prensión automática montado al final de un brazo robotizado, cuyo control está asegurado automáticamente por unos medios informáticos.
Así, en el campo particular del acondicionamiento de los huevos, los envases llenos de huevos, que desfilan unos detrás de otros sobre una cinta sin fin móvil, son tomados individualmente o por grupos por el dispositivo de prensión y son depositados en unas cajas situadas en la proximidad de la cinta rodante.
El estado de la técnica en la materia puede ilustrarse por los documentos EP 1 285 870, EP 1 502 884, EP 1 832534y EP 2 161 227.
Estos dispositivos anteriores, y muy particularmente el descrito en el documento EP 2 161 227, son generalmente satisfactorios en lo que se refiere a la prensión de los objetos y a su colocación en las cajas de almacenamiento. No obstante, se plantea el problema de la manipulación de las cajas llenas de envases, por ejemplo para disponerlas de manera ordenada sobre un palé con vistas a su expedición ulterior.
Este problema subsiste también cuando se hace uso del dispositivo descrito en el documento US-A-2009/0320417.
En fábricas en las que la cadencia de los robots es elevada, se ha recurrido generalmente a un segundo tipo de robot que coge las cajas, a medida que se llenan, para depositarlas sobre el palé.
Por el contrario, cuando las cadencias son más pequeñas y teniendo en cuenta el precio elevado de un robot, es bastante corriente que esta última manipulación se haga manualmente, por razones de economía.
La presente invención tiene por objetivo resolver este problema de manera que se puedan realizar las dos tareas detalladas anteriormente haciendo uso únicamente de un solo y mismo robot.
Así, la presente invención se refiere, en un primer aspecto, a un procedimiento de prensión de objetos cuyo volumen se inscribe sustancialmente en un paralelepípedo rectángulo, tales como envases que contienen huevos, de colocación de estos objetos en una caja paralelepipédica rectangular, y de prensión de esta caja, con ayuda de un dispositivo montado en el extremo de un robot de manipulación, comprendiendo este dispositivo por lo menos una primera pinza constituida por dos mordazas móviles entre dos posiciones extremas, a saber, una posición denominada "separada" en la que no son aptas para aprisionar uno de dichos objetos, y una posición denominada "aproximada" en la que son aptas para aprisionar dicho objeto, efectuándose el movimiento de una posición a otra en una dirección general denominada "transversal", así como asimismo por lo menos dos pinzas suplementarias, con dos mordazas suplementarias, de las cuales por lo menos una es asimismo móvil entre una posición "separada" y una posición "aproximada", efectuándose el movimiento de una posición a otra en una dirección general denominada "longitudinal", perpendicular a dicha dirección "transversal", no siendo estas por lo menos dos pinzas suplementarias aptas para aprisionar dichos objetos, cualquiera que sea la posición de sus mordazas suplementarias, realizando dicho procedimiento las etapas siguientes:
a/ coger uno de dichos objetos o un conjunto de dichos objetos con ayuda de dicha primera pinza;
b/ depositarlo o depositarlos en dicha caja separando progresivamente las mordazas de dicha primera pinza;
c/ repetir las etapas precedentes, si fuera necesario, para llenar la caja;
d/ accionar dichas pinzas suplementarias, de manera que vengan a coger dos paredes opuestas de dicha caja.
Por tanto, se comprende que el presente procedimiento permite no sólo manipular los objetos, en particular los envases que contienen los huevos para disponerlos en una caja, sino asimismo coger esta caja, por medio de la segunda pinza, para depositar la caja llena, por ejemplo, sobre un palé de almacenamiento. Se comprende fácilmente que, haciendo uso de un solo robot y de un solo dispositivo, se realizan grandes economías en el plano pecuniario y se gana espacio libre alrededor de la maquinaria.
Según otras características ventajosas y no limitativas de este procedimiento:
- se hace uso de un dispositivo que comprende unos medios de accionamiento de dichas pinzas suplementarias, los cuales se extienden en el espacio comprendido entre las mordazas de la primera pinza cuando ocupan la posición denominada "aproximada";
- se utiliza un dispositivo que comprende:
â- un primer bloque, denominado "bloque fijo", que está provisto de medios de fijación a dicho robot y que es atravesado en dirección vertical, es decir, perpendicularmente a dichas direcciones longitudinal y transversal, por lo menos por una corredera;
â- un segundo bloque, denominado "bloque móvil", fijado al extremo inferior de dicha corredera de modo que éste es apto para adoptar una posición en la que está en contacto con el primer bloque, y varias posiciones en las que está lejos del primer bloque;
â- unas correderas encajadas transversalmente en el primer bloque, a uno y otro lado de éste, y cuyo extremo libre está fijado a un tercer y, respectivamente, un cuarto bloque, sobre los cuales están articuladas la primera y, respectivamente, la segunda mordaza móvil;
â- unas correderas encajadas transversalmente en el segundo bloque, a uno y otro lado de éste y cuyo
extremo libre está fijado a un quinto y, respectivamente, un sexto bloque de sección transversal en "L", de modo que éstos sean susceptibles de ocupar una posición en la que están en contacto con dicho segundo bloque por sus alas vertical y transversal, y varias posiciones en las que están lejos de este segundo bloque;
â- cuatro pares de bieletas, cuyo extremo inferior está articulado sobre el ala transversal de los quinto y sexto bloques, estando el extremo superior de una de ellas articulado sobre el tercer y, respectivamente, el cuarto bloque, mientras que el extremo superior de la otra está articulado sobre un bloque suplementario fijado a la primera y, respectivamente, la segunda mordaza;
â- unos medios de accionamiento de dichas correderas;
- se utiliza un dispositivo que comprende, fijado a dicho bloque suplementario, un medio de soporte de una mordaza suplementaria móvil en dirección longitudinal;
- se utiliza un dispositivo del cual dicho medio de soporte es una platina cuyo reborde está abatido en 90º hacia abajo, sobresaliendo más allá de dichos bloques;
- se utiliza un dispositivo del cual dicha mordaza suplementaria móvil y dicho reborde abatido forman juntos una de dichas pinzas suplementarias; 35 -se utiliza un dispositivo del cual dicha platina está provista de un medio de accionamiento de dicha mordaza móvil;
- se utiliza un dispositivo que comprende un tope que se extiende en posición longitudinal y mediana bajo el segundo bloque, siendo este tope móvil en dirección vertical y tendiendo, por gravedad, a ser llevado hacia una posición extrema baja; y - se utiliza un dispositivo que está provisto de ventosas móviles según una dirección generalmente transversal.
Otras características y ventajas de la presente invención aparecerán con la lectura de la descripción detallada de un modo de realización preferido. Esta descripción se hará con referencia a los dibujos adjuntos, en los que:
- la figura 1 es una vista en perspectiva de un dispositivo utilizable según el procedimiento de la invención, teniendo la primera pinza de éste sus mordazas en posición separada;
- la figura 2 es una vista del dispositivo de la figura 1 según el plano de corte P2 de la figura 1;
- la figura 3 es una vista análoga a la anterior, mostrándose las mordazas de la primera pinza en posición separada; 55 -la figura 4 es una vista en sección según el plano P4 de la máquina de la figura 1, estando las mordazas en posición separada;
- la figura 5 es una vista análoga a la anterior, estando las mordazas en posición separada y elevada;
- la figura 6 es una vista análoga a la figura 5, pero según un plano de corte paralelo al anterior;
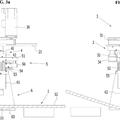
- las figuras 7 y 8 son unas vistas desde arriba del dispositivo según unos planos de corte horizontales y paralelos; 65 -la figura 9 es una vista en perspectiva del dispositivo que aprisiona... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de prensión de objetos (O1, O2; Oâ?1, Oâ?2) cuyo volumen se inscribe sustancialmente en un paralelepípedo rectángulo, tales como unos envases que contienen huevos, de colocación de estos objetos en una 5 caja (C) paralelepipédica rectangular, y de prensión de esta caja, con ayuda de un dispositivo montado en el extremo de un robot de manipulación, comprendiendo este dispositivo por lo menos una primera pinza constituida por dos mordazas (M1, M2) móviles entre dos posiciones extremas, a saber, una posición denominada "separada" en la que no son aptas para aprisionar uno de dichos objetos (O1, O2; Oâ?1, Oâ?2) , y una posición denominada "aproximada" en la que son aptas para aprisionar dicho objeto, efectuándose el movimiento de una posición a otra en una dirección general denominada "transversal", así como asimismo por lo menos dos pinzas suplementarias, cada una con dos mordazas suplementarias (70, 72) , de las cuales por lo menos una (72) es asimismo móvil entre una posición "separada" y una posición "aproximada", efectuándose el movimiento de una posición a otra en una dirección general denominada "longitudinal", perpendicular a dicha dirección "transversal", no siendo estas por lo menos dos pinzas suplementarias aptas para aprisionar dichos objetos (O1, O2; Oâ?1, Oâ?2) , cualquiera que sea la posición de sus mordazas suplementarias (70, 72) , realizando dicho procedimiento las etapas siguientes:
a/ coger uno de dichos objetos (O1, O2; Oâ?1, Oâ?2) o un conjunto de dichos objetos con ayuda de dicha primera pinza;
b/ depositarlo o depositarlos en dicha caja (C) separando progresivamente las mordazas (M1, M2) de dicha primera pinza;
c/ repetir las etapas anteriores, si fuera necesario, para llenar la caja (C) ;
d/ accionar dichas pinzas suplementarias con el fin de que vengan a coger dos paredes opuestas (C3, C4) de dicha caja (C) .
2. Procedimiento según la reivindicación 1, caracterizado por que se hace uso de un dispositivo que comprende unos medios de accionamiento (71) de dichas pinzas suplementarias, los cuales se extienden en el espacio comprendido entre las mordazas (M1, M2) de la primera pinza, cuando ocupan la posición denominada "aproximada".
3. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que se utiliza un dispositivo que 35 comprende:
- un primer bloque (1) , denominado "bloque fijo", que está provisto de medios de fijación (13, 130) a dicho robot y que está atravesado en dirección vertical, es decir, perpendicularmente a dichas direcciones longitudinal y transversal, por lo menos por una corredera (16) ;
- un segundo bloque (2) , denominado "bloque móvil", fijado al extremo inferior de dicha corredera (16) de modo que sea apto para adoptar una posición en la que está en contacto con el primer bloque (1) , y varias posiciones en las que está lejos del primer bloque (1) ;
-unas correderas (30) encajadas transversalmente en el primer bloque (1) , a uno y otro lado de éste, y cuyo extremo libre está fijado a un tercer (3) , respectivamente un cuatro bloque (4) , sobre los cuales están articuladas la primera (M1) , respectivamente la segunda mordaza (M2) móvil;
- unas correderas (30) encajadas transversalmente en el segundo bloque (2) , a uno y otro lado de éste, y cuyo extremo libre está fijado a un quinto (5) , respectivamente un sexto bloque (6) de sección transversal en "L", de modo que son susceptibles de ocupar una posición en la que están en contacto con dicho segundo bloque (2) por sus alas vertical y transversal, y varias posiciones en las que están lejos de este segundo bloque (2) ;
- cuatro pares de bieletas (B1, B2) , cuyo extremo inferior está articulado sobre el ala transversal de los quinto 55 (5) y sexto (6) bloques, estando el extremo superior de una (B2) articulado sobre el tercer (3) , respectivamente el cuarto bloque (4) , mientras que el extremo superior (B1) de la otra está articulado sobre un bloque suplementario (40) fijado a la primera (M1) , respectivamente la segunda mordaza (M2) ;
- unos medios de accionamiento de dichas correderas (16, 30) .
4. Procedimiento según la reivindicación 3, caracterizado por que se utiliza un dispositivo que comprende, fijado a dicho bloque suplementario (40) , un medio de soporte de una mordaza suplementaria (72) móvil en dirección longitudinal.
5. Procedimiento según la reivindicación 4, caracterizado por que se utiliza un dispositivo del cual dicho medio de soporte es una platina (7) cuyo reborde está abatido 90º hacia abajo, sobresaliendo más allá de dichos bloques (5, 7
6) .
6. Procedimiento según la reivindicación 5, caracterizado por que se utiliza un dispositivo del cual dicha mordaza suplementaria móvil (72) y dicho reborde abatido forman juntos una de dichas pinzas suplementarias. 5
7. Procedimiento según una de las reivindicaciones 5 y 6, caracterizado por que se utiliza un dispositivo del cual dicha platina (7) está provista de un medio de accionamiento (71) de dicha mordaza móvil.
8. Procedimiento según una de las reivindicaciones 3 a 7, caracterizado por que se utiliza un dispositivo que
comprende un tope (9) que se extiende en posición longitudinal y mediana bajo el segundo bloque (2) , siendo este tope (9) móvil en dirección vertical y tendiendo, por gravedad, a ser llevado hacia una posición extrema baja.
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que se utiliza un dispositivo que está provisto de ventosas (8) móviles según una dirección generalmente transversal. 15
10. Procedimiento según una de las reivindicaciones 1 a 9, en el que se superponen por lo menos dos capas de dichos objetos (O1, O2) , caracterizado por que se realiza la etapa d/ mientras la primera pinza retiene aún la capa superior de objetos.
11. Procedimiento según una de las reivindicaciones 1 o 10, caracterizado por que la etapa d/ se realiza aplicando una primera mordaza suplementaria (70) de cada pinza suplementaria contra la cara interna de una pared (C3, C4) de la caja, y accionando la segunda mordaza suplementaria (72) móvil, de cada pinza suplementaria en dirección a dicha primera mordaza suplementaria (70) .
Patentes similares o relacionadas:
SISTEMA Y PROCEDIMIENTO PARA EL RECAMBIO DE REVESTIMIENTOS, CUYA CONFIGURACIÓN PERMITE RETIRAR E INTRODUCIR, EN FORMA AUTOMATIZADA, REVESTIMIENTOS DE UN MOLINO UTILIZADO PARA LA MOLIENDA DE MINERAL, del 2 de Julio de 2020, de MI ROBOTIC SOLUTIONS S.A: Un sistema y procedimiento para el recambio de revestimientos de un molino, cuya configuración permita la manipulación automatizada y robótica […]
EXTREMIDAD ROBGTICA, ESLABON DE UNA EXTREMIDAD ROBOTICA Y METODO PARA PROPORCIONAR SOPORTE A UNA EXTREMIDAD ROBOTICA, CON MOVIMIENTO ANTROPOMORFO AJUSTABLE, del 28 de Mayo de 2020, de ORTEGA CARRILLO, Hernando: Extremidad robótíca, Eslabón de una extremidad robótica y Método para proporcionar soport a una extremidad robótica, estando o no energizados, por medio […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Sistema para establecer y/o mantener el alineamiento correcto de un mecanismo de transferencia robótica, del 6 de Mayo de 2020, de BIOMERIEUX, INC.: Un sistema de alineamiento para establecer y/o mantener el alineamiento de un mecanismo automatizado de transferencia robotizada en un sistema automatizado […]
Máquina para llenar y envasar frascos, cartuchos, jeringas y similares, del 1 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Una máquina para llenar y envasar frascos, cartuchos, jeringas y similares, que comprende una pared que separa una cámara operativa en […]
DISPOSITIVO DE ACOPLAMIENTO ENTRE UN ROBOT Y UN CABEZAL, del 26 de Marzo de 2020, de ASOCIACIÓN CENTRO TECNOLÓGICO CEIT-IK4: Dispositivo de acoplamiento entre un robot y un cabezal (H, H') que actúa sobre una superficie de trabajo (S), que comprende un cuerpo(10,10')que […]
 Dispositivo para cargar productos encuadernados, del 26 de Febrero de 2020, de Lee, Sin-Young: Un aparato para cargar productos encuadernados , que comprende:
una unidad de bastidor de soporte que proporciona una distancia para mover […]
Dispositivo para cargar productos encuadernados, del 26 de Febrero de 2020, de Lee, Sin-Young: Un aparato para cargar productos encuadernados , que comprende:
una unidad de bastidor de soporte que proporciona una distancia para mover […]
Sistema de laminado automatizado de chapas y método de colocación, del 19 de Febrero de 2020, de THE BOEING COMPANY: Un sistema para la colocación de chapas de compuesto en localizaciones preseleccionadas; que comprende: un robot ; un efector […]