Procedimiento de medición y alineación de piezas para mecanizado en máquina herramienta.
Procedimiento de medición y alineación de piezas para mecanizado en máquina herramienta,
en donde una pieza en bruto es alineada respecto a los ejes de la máquina herramienta para obtener una pieza final de acuerdo a la forma geométrica de una pieza ideal, comprendiendo el procedimiento las etapas:
Etapa 1: Marcado de unos puntos sobre las superficies a mecanizar de la pieza en bruto, medición de las cotas tridimensionales de dichos puntos y obtención de la forma geométrica de la pieza en bruto;
Etapa 2: Obtención automática de unas entidades geométricas que definen la forma geométrica de la pieza ideal;
Etapa 3: Asociación automática entre los puntos medidos sobre la pieza en bruto y las entidades geométricas de la pieza ideal a las que correspondan dichos puntos;
Etapa 4: Cálculo de la alineación, que es localización y orientación, de la pieza en bruto respecto a los ejes de la máquina herramienta, para su encaje óptimo con la forma geométrica de la pieza ideal; Etapa 5: Alineación de la pieza en bruto mediante su localización y orientación en los ejes de la máquina herramienta;
caracterizado porque en la Etapa 2, la forma geométrica de la pieza ideal es determinada en base a la información disponible en unas trayectorias de mecanizado,
y porque la alineación de la pieza en bruto de la etapa 5 se lleva a cabo determinando la localización real de los puntos medidos sobre la pieza en bruto, y determinando las correcciones de localización y orientación de dichos puntos medidos de acuerdo al cálculo llevado a cabo en la etapa 4, en donde la localización real de los puntos medidos sobre la pieza en bruto se hace mediante un sistema de medida por visión estereométrico integrado en maquina y compuesto por una única cámara (1), la cual requiere de al menos dos fotos de la pieza en bruto desde posiciones diferentes de máquina.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11380068.
Solicitante: IDEKO, S. COOP.
Nacionalidad solicitante: España.
Inventor/es: ZATARAIN GORDOA,MIKEL, MENDICUTE GÁRATE,ALBERTO, INCIARTE HIDALGO,IBAI, LANDABURU LÓPEZ,ALAITZ.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q17/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir las características de la pieza de trabajo, p. ej. el contorno, las dimensiones, la dureza.
- B23Q17/24 B23Q 17/00 […] › utilizando medios ópticos.
- G05B19/401 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por disposiciones de control para la medida, p. ej. calibración e inicialización, medida de la pieza de trabajo con fines de mecanizado (G05B 19/19 tiene prioridad).
PDF original: ES-2474242_T3.pdf
Fragmento de la descripción:
Procedimiento de mediciïn y alineaciïn de piezas para mecanizado en mïquina herramienta
Sector de la tïcnica La presente invenciïn estï relacionada con los procesos de puesta a punto de piezas en mïquina antes de procederse a su mecanizado, proponiendo para ello un procedimiento que permite medir una pieza en bruto que se va a mecanizar y alinearla en una posiciïn de trabajo ïptima, reduciïndose el tiempo de puesta a punto de la pieza en bruto sobre la mïquina y optimizïndose el ratio de material consumido durante el mecanizado.
Estado de la tïcnica Actualmente en la industria de la mïquina herramienta uno de los principales problemas reside en el tiempo que se emplea para llevar a cabo la mecanizaciïn de piezas. A este respecto, uno de los tiempos crïticos a reducir es el tiempo de puesta a punto (set-up) de la pieza sobre la mïquina, el cual en muchos casos es muy superior al propio tiempo de mecanizado.
La EP-2 244 145 da a conocer un mïtodo de acuerdo con el preïmbulo de la reivindicaciïn 1.
Las piezas en bruto que llegan provenientes de procesos previos, como la fundiciïn o el mecanosoldado, presentan unas zonas con sobremateriales que deben ser mecanizadas para obtener una pieza final con los requisitos de calidad demandados por el cliente. Para conseguir un mecanizado ïptimo es necesario conocer la geometrïa especïfica de la pieza en bruto que se va a mecanizar, compararla con la geometrïa de la pieza final que se desea obtener y, de acuerdo a esa comparaciïn, alinear la pieza en bruto en una posiciïn de trabajo adecuada respecto a los ejes de la mïquina herramienta, asï se garantiza un reparto ïptimo de sobremateriales para obtener la pieza final deseada.
Los sistemas actuales emplean un tiempo excesivo para obtener la geometrïa de la pieza en bruto a mecanizar y, por tanto, la mediciïn se suele realizar fuera de la mïquina para no aïadir tiempo de proceso al tiempo de mecanizado. Las piezas en bruto de menor tamaïo se suelen medir mediante sistemas de palpado tridimensional que deben recorrer punto a punto toda la superficie de la pieza, y en muchas ocasiones la pieza en bruto debe ser girada o volteada para poder palpar por diferentes caras, lo cual implica que, cada vez que se mueve la pieza en bruto para realizar la mediciïn por palpado de una cara, es necesario volver a referenciar la pieza respecto de la medida anterior. Otra tïcnica empleada para la mediciïn de grandes piezas, que presenta igualmente un problema de tiempo, son los sistemas de mediciïn por laser (laser-tracker, laser-radar) , en donde desde un foco se emite una seïal laser que rebota sobre el punto a medir y vuelve al foco, obteniendo con ello las cotas tridimensionales del punto medido.
La geometrïa de la pieza en bruto medida se debe comparar con la geometrïa de la pieza ideal que se desea obtener, para alinear la pieza en bruto en una posiciïn ïptima respecto de los ejes de la mïquina herramienta. Esta comparaciïn suele ser realizada por procedimientos manuales, en los que un operario compara las cotas medidas sobre la pieza en bruto con las dimensiones de la pieza a fabricar. El proceso es largo, no repetitivo (puesto que para cada pieza la problemïtica es diferente) , y susceptible a la apariciïn de errores por su carïcter manual.
Se hace por lo tanto necesario disponer un procedimiento que reduzca el tiempo de puesta a punto de la pieza en la mïquina, permitiendo medir y alinear la pieza en bruto a mecanizar, respecto de los ejes de la mïquina, de una manera rïpida y eficaz, evitïndose las pïrdidas de tiempo y el empleo de procedimientos manuales que encarecen el coste de la pieza final, y que asï mismo optimice la cantidad de material arrancado durante el mecanizado, asï como el nïmero de operaciones de mecanizado.
Objeto de la invenciïn De acuerdo con la presente invenciïn, la cual estï definida en la reivindicaciïn 1, se propone un procedimiento que permite medir una pieza en bruto y alinearla respeto a los ejes de una mïquina herramienta, de manera que se reduzca el tiempo de puesta a punto de la pieza sobre la mïquina, se optimice el ratio de material consumido, y se garantice la existencia de sobrematerial adecuado sobre todas las entidades o superficies de pieza a mecanizar.
Para ello el procedimiento objeto de la invenciïn comprende las siguientes etapas:
Etapa 1: Marcado de unos puntos sobre las superficies a mecanizar de una pieza en bruto, mediciïn de las cotas tridimensionales de dichos puntos y obtenciïn de la forma geomïtrica de la pieza en bruto.
El marcado de los puntos sobre la pieza en bruto en esta etapa 1 se realiza mediante unos marcadores de referencia, que pueden ser marcadores fïsicos (codificados o no codificados) , marcadores naturales, o marcadores por proyecciïn de patrones de luz. La mediciïn de dichos puntos marcados sobre la pieza en bruto se realiza mediante un sistema de medida por visiïn fotogramïtrico basado en cïmaras digitales.
A modo de marcadores de referencia, un subconjunto de los marcadores aplicados serï debidamente seleccionado en la presente fase para su uso durante una posterior etapa de alineaciïn de pieza en mïquina.
Etapa 2: Obtenciïn automïtica de unas entidades geomïtricas que definen la forma geomïtrica de la pieza ideal en base a la informaciïn disponible en unas trayectorias de mecanizado.
Como alternativa a la obtenciïn convencional de esta geometrïa por procesamiento de la informaciïn de un sistema CAD (Diseïo Asistido por Ordenador) , que requerirïa la intervenciïn manual y serïa dependiente del propio sistema CAD utilizado, se utiliza la informaciïn contenida en ficheros estïndar de uso extendido, como el programa de Control Numïrico (cïdigo ISO) o ficheros desde sistemas CAM.
Un fichero estïndar de este tipo contiene la informaciïn de las trayectorias de mecanizado que deben seguir las herramientas para obtener las entidades geomïtricas o superficies de la pieza ideal. Asï pues, a partir de esta informaciïn pueden calcularse automïticamente los parïmetros necesarios de la geometrïa de las entidades de la pieza ideal.
Etapa 3: Asociaciïn automïtica entre los puntos medidos sobre la pieza en bruto y las entidades geomïtricas de la pieza ideal a la que correspondan.
De una manera automïtica y totalmente desasistida se relaciona cada punto medido sobre la pieza en bruto con la entidad geomïtrica de la pieza ideal mïs cercana que le corresponda.
Etapa 4: Cïlculo de la alineaciïn (localizaciïn y orientaciïn) de la pieza en bruto respecto a los ejes de la mïquina herramienta para su encaje ïptimo con la forma geomïtrica de la pieza ideal.
La alineaciïn de la pieza en bruto se realiza principalmente basïndose en el aseguramiento de existencia de una mïnima cantidad de material a mecanizar entre los puntos medidos sobre la pieza en bruto y las correspondientes entidades geomïtricas de la pieza ideal a las que dichos puntos estïn asociados.
La alineaciïn ïptima se establece determinando la localizaciïn y orientaciïn ïptimas de la pieza en bruto en coordenadas de ejes de mïquina definidas en el programa de Control Numïrico (cïdigo ISO) . Para ello, se determina la localizaciïn ïptima en ejes de mïquina del conjunto de puntos marcados, por los marcadores de referencia, mediante un procedimiento que utiliza unos algoritmos especïficos.
En caso de que los algoritmos de optimizaciïn no encuentren una soluciïn que garantice que exista sobrematerial en todas las zonas a mecanizar, esto serïa indicativo de que la pieza final no puede ser obtenida a partir de la pieza en bruto medida.
Etapa 5: Alineaciïn de la pieza en bruto mediante su localizaciïn y orientaciïn en los ejes de la mïquina herramienta.
Una vez comprobado que la pieza es mecanizable y ïsta se encuentra situada en mïquina, un sistema de medida por visiïn integrado en mïquina mide la localizaciïn real de los puntos marcados seleccionados en la etapa 1. En funciïn de la desviaciïn entre la localizaciïn ïptima de los puntos marcados por los marcadores de referencia, y determinada en la etapa 4, y su situaciïn real medida con la pieza en mïquina, se determinan las correcciones de localizaciïn y giro de pieza necesarias para una ïptima alineaciïn de la pieza en bruto en los ejes de mïquina.
Etapa 6: Alineaciïn de pieza tras giro o volteo.
En el caso de mecanizado de piezas con varias puestas en mïquina, antes del volteado o giro de pieza entre puestas, se procede a colocar sobre pieza al menos tres marcadores de referencia de alta precisiïn, denominados fiduciales, determinando su posiciïn en los ejes de mïquina con un sistema de medida por visiïn estereomïtrico... [Seguir leyendo]
Reivindicaciones:
1. . Procedimiento de mediciïn y alineaciïn de piezas para mecanizado en mïquina herramienta, en donde una pieza en bruto es alineada respecto a los ejes de la mïquina herramienta para obtener una pieza final de acuerdo a la forma geomïtrica de una pieza ideal, comprendiendo el procedimiento las etapas:
Etapa 1: Marcado de unos puntos sobre las superficies a mecanizar de la pieza en bruto, mediciïn de las cotas tridimensionales de dichos puntos y obtenciïn de la forma geomïtrica de la pieza en bruto;
Etapa 2: Obtenciïn automïtica de unas entidades geomïtricas que definen la forma geomïtrica de la pieza ideal;
Etapa 3: Asociaciïn automïtica entre los puntos medidos sobre la pieza en bruto y las entidades geomïtricas de la pieza ideal a las que correspondan dichos puntos;
Etapa 4: Cïlculo de la alineaciïn, que es localizaciïn y orientaciïn, de la pieza en bruto respecto a los ejes de la mïquina herramienta, para su encaje ïptimo con la forma geomïtrica de la pieza ideal;
Etapa 5: Alineaciïn de la pieza en bruto mediante su localizaciïn y orientaciïn en los ejes de la mïquina herramienta;
caracterizado porque en la Etapa 2, la forma geomïtrica de la pieza ideal es determinada en base a la informaciïn disponible en unas trayectorias de mecanizado,
y porque la alineaciïn de la pieza en bruto de la etapa 5 se lleva a cabo determinando la localizaciïn real de los puntos medidos sobre la pieza en bruto, y determinando las correcciones de localizaciïn y orientaciïn de dichos puntos medidos de acuerdo al cïlculo llevado a cabo en la etapa 4, en donde la localizaciïn real de los puntos medidos sobre la pieza en bruto se hace mediante un sistema de medida por visiïn estereomïtrico integrado en maquina y compuesto por una ïnica cïmara (1) , la cual requiere de al menos dos fotos de la pieza en bruto desde posiciones diferentes de mïquina.
2. . Procedimiento de mediciïn y alineaciïn de piezas para mecanizado en mïquina herramienta, de acuerdo con la primera reivindicaciïn, caracterizado porque las trayectorias de mecanizado definidas en la etapa 2 se obtienen de ficheros estïndar de uso extendido en mïquina herramienta como programas de Control Numïrico, como cïdigo ISO, o ficheros obtenidos desde sistemas CAM (Fabricaciïn Asistida por Ordenador) .
3. . Procedimiento de mediciïn y alineaciïn de piezas para mecanizado en mïquina herramienta, de acuerdo con la primera reivindicaciïn, caracterizado porque el marcado de los puntos sobre la pieza en bruto en la etapa 1 se realiza mediante unos marcadores fïsicos, marcadores naturales, o marcadores por proyecciïn de patrones de luz.
4. . Procedimiento de mediciïn y alineaciïn de piezas para mecanizado en mïquina herramienta, de acuerdo con la primera reivindicaciïn, caracterizado porque la mediciïn de los puntos marcados sobre la pieza en bruto de la etapa 1 se realiza mediante un sistema de medida por visiïn fotogramïtrico basado en cïmaras digitales.
5. . Procedimiento de mediciïn y alineaciïn de piezas para mecanizado en mïquina herramienta, de acuerdo con la primera reivindicaciïn, caracterizado porque en la etapa 3 cada punto medido de la pieza en bruto se asocia a la entidad geomïtrica de la pieza ideal que se encuentre a menor distancia.
6. . Procedimiento de mediciïn y alineaciïn de piezas para mecanizado en mïquina herramienta, de acuerdo con la primera reivindicaciïn, caracterizado porque el cïlculo de la alineaciïn de la pieza en bruto respecto a los ejes de la mïquina herramienta, definido en la etapa 4, se realiza determinando la localizaciïn optima en ejes de mïquina del conjunto de puntos marcados en la etapa 1 y teniendo en cuenta los siguientes criterios de optimizaciïn:
A. Minimizaciïn de distancias entre los puntos medidos sobre la pieza en bruto y las entidades geomïtricas de la pieza ideal a las que correspondan dichos puntos, mediante minimizaciïn del error cuadrïtico medio de dichas distancias.
B. Garantizar la existencia de sobrematerial entre todos los puntos medidos sobre la pieza en bruto y las entidades geomïtricas de la pieza ideal a las que correspondan dichos puntos.
C. Garantizar la existencia de sobrematerial y, simultïneamente, minimizar el volumen de material a eliminar de la pieza en bruto.
7. . Procedimiento de mediciïn y alineaciïn de piezas para mecanizado en mïquina herramienta, de acuerdo con
la primera reivindicaciïn, caracterizado porque para piezas en bruto que requieran ser volteadas o giradas para
poder acceder a diferentes caras a mecanizar, el procedimiento dispone de una etapa 6 que alinea de nuevo la
5 pieza en bruto en los ejes de la mïquina herramienta tras el giro o volteo, empleando para ello marcadores de referencia de alta precisiïn que van dispuestos sobre la pieza en bruto. unos
8. . Procedimiento de mediciïn y alineaciïn de piezas para mecanizado en mïquina herramienta, de acuerdo con
la sïptima reivindicaciïn, caracterizado porque la alineaciïn de la pieza en bruto en la etapa 6 se realiza
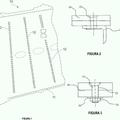
10 mediante un sistema de medida por visiïn estereomïtrico integrado en un cabezal (c) de la mïquina herramienta, que estï compuesto por una ïnica cïmara (2) inclinada respecto al eje del cabezal, requiriendo
de al menos dos fotos de cada marcador de referencia de alta precisiïn desde diferentes posiciones de la
cïmara (2) .
15 9. . Procedimiento de mediciïn y alineaciïn de piezas para mecanizado en mïquina herramienta, de acuerdo con la sïptima y octava reivindicaciones, caracterizado porque para referenciar la pieza en bruto de forma precisa
en los ejes de mïquina tras un giro o volteo, se requiere la disposiciïn de un mïnimo de tres marcadores de
referencia de alta precisiïn sobre la pieza en bruto, los cuales se componen de un vïstago que, por un lado,
presenta un elemento para fijarse sobre la pieza y, por otro lado, presenta una cabeza reflectante de forma
esfïrica.
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
 Instalación de mecanizado y procedimiento asociado, del 31 de Julio de 2019, de Centre Technique des Industries Mécaniques et du Décolletage: Instalación de mecanizado, que comprende:
- una máquina herramienta con control digital,
- una unidad de alimentación […]
Instalación de mecanizado y procedimiento asociado, del 31 de Julio de 2019, de Centre Technique des Industries Mécaniques et du Décolletage: Instalación de mecanizado, que comprende:
- una máquina herramienta con control digital,
- una unidad de alimentación […]
 Método y aparato para determinar la profundidad de un orificio, del 31 de Mayo de 2019, de Airbus Operations Limited: Un metodo para determinar una longitud de un componente que se situara en un orificio mecanizado , que comprende las etapas de:
usar una maquina para […]
Método y aparato para determinar la profundidad de un orificio, del 31 de Mayo de 2019, de Airbus Operations Limited: Un metodo para determinar una longitud de un componente que se situara en un orificio mecanizado , que comprende las etapas de:
usar una maquina para […]
MÉTODO Y SISTEMA DE MANUFACTURA DE ESTRUCTURA DE TRANSICIÓN DE ETAPA PARA TURBINA AEROESPACIAL UTILIZANDO METROLOGÍA MULTISENSOR EN LÍNEA, del 28 de Junio de 2018, de BALLESTEROS SANTA CRUZ, Norman: Descripción técnica: Método de manufactura de componenetes estructurales de turbina aeroespacial conformado por la combinación de procesos, materiales, herramentales, […]
CABEZAL DE MÁQUINA HERRAMIENTA CON DISPOSITIVO DE MEDIDA, del 30 de Noviembre de 2017, de ZAYER, S.A.: Cabezal de máquina herramienta con dispositivo de medida para medir el espesor de una pieza a mecanizar con una herramienta, que comprende un primer sensor […]
Dispositivo de mecanizado y procedimiento de mecanizado para mecanizar piezas de trabajo con forma de placa, del 21 de Diciembre de 2016, de HOMAG GmbH: Dispositivo de mecanizado para el mecanizado de piezas de trabajo con forma de placa, que están compuestas preferiblemente, al menos por segmentos, de […]
Dispositivo de procesamiento con un dispositivo de detección y un dispositivo de ajuste, del 12 de Octubre de 2016, de HOMAG GmbH: Dispositivo de procesamiento para una pieza de trabajo, en el que la pieza de trabajo está hecha preferiblemente, al menos parcialmente, de madera, derivados […]
Máquina herramienta y procedimiento de medición de una pieza de trabajo, del 25 de Mayo de 2016, de FRITZ STUDER AG: Máquina herramienta, en particular rectificadora, comprendiendo los elementos siguientes: - un alojamiento de pieza de trabajo que […]