MÉTODO DE REFRIGERACIÓN-LUBRICACIÓN PARA EL RECTIFICADO.
Método de refrigeración-lubricación para el rectificado, que consiste en proyectar el fluido de corte (2) y un fluido complementario a muy baja temperatura (4),
contra la muela (1) de rectificado, de manera que ambos fluidos (2 y 4) penetran en la muela (1), actuando el fluido complementario (4) sobre el fluido de corte (2), modificando las propiedades de éste, el cual al llegar a la zona de contacto entre la muela (1) y la pieza (6) que se rectifica, recupera nuevamente las propiedades originales por el aumento de temperatura que sufre en dicha zona
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200802578.
Solicitante: IDEKO, S. COOP.
Nacionalidad solicitante: España.
Provincia: GUIPÚZCOA.
Inventor/es: ALBERDI LORENZO,RAUL, LIZARRALDE DORRONSORO,RAFAEL.
Fecha de Solicitud: 10 de Septiembre de 2008.
Fecha de Publicación: .
Fecha de Concesión: 6 de Octubre de 2011.
Clasificación PCT:
- B23Q11/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 11/00 Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P). › Dispositivos para el enfriamiento o lubrificación de las herramientas o de las piezas trabajadas (incorporados a las herramientas, ver la subclase correspondiente a la herramienta).
- B24B55/02 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 55/00 Dispositivos de seguridad para máquinas de trabajar con muela o de pulir; Accesorios adaptados para máquinas de trabajar con muela o pulir para mantener las herramientas o las partes de las máquinas en buen estado de funcionamiento. › Equipos para enfriamiento de las superficies abrasivas y que incluyen dispositivos de alimentación de refrigerantes (incorporados en la muela, B24D).
PDF original: ES-2352943_A1.pdf
Fragmento de la descripción:
Método de refrigeración-lubricación para el rectificado.
Sector de la técnica
La presente invención está relacionada con la aportación de un líquido refrigerante en los procesos de mecanizado, proponiendo un método, mediante la proyección combinada de un fluido de corte y un fluido complementario a muy baja temperatura, que permite mejorar ventajosamente las condiciones de refrigeración-lubricación en los procesos de rectificado.
Estado de la técnica
La refrigeración en procesos de mecanizado cumple varias funciones entre las que se encuentra la de rebajar la generación de calor y la de reducir la fricción, absorbiendo y eliminando el calor del área de corte.
El líquido refrigerante comúnmente utilizado en el rectificado tiene dos funciones: La de lubricar la zona de contacto entre la muela y la pieza, impidiendo que se genere calor en el proceso y que la temperatura aumente, y la de refrigerar, evacuando el calor, cuya generación no ha podido evitarse al lubricar.
Los líquidos refrigerantes anteriormente citados ejercen también una función de transporte de las virutas generadas durante el proceso de trabajo. A estos líquidos se les identifica mediante la denominación general de fluidos de corte. Los fluidos de corte mas comunes son los aceites puros y las mezclas agua-aceite también llamadas taladrinas. Las taladrinas son actualmente el método mas comúnmente utilizado aunque esa tendencia puede cambiar con la extensión del uso de aceites orgánicos.
La taladrina mejora las condiciones de la zona de contacto, prolongando la vida de las herramientas y reduciendo la energía de fricción. Además refrigera para evitar un sobrecalentamiento de las piezas a mecanizar y de las herramientas, evacuando las limaduras y virutas.
El fluido de corte debe estar suficientemente limpio a fin de que pueda llevarse a cabo el proceso y de que la máquina no se deteriore. Para ello se utilizan equipos de filtración especiales para conseguir que la taladrina esté en condiciones. Los equipos de filtración actúan en continuo durante el proceso de trabajo y pueden ser de muchos tipos: por decantación, filtro de papel, filtro de tambor, cartuchos, tierras diatomeas, magnéticos, etc. Estos equipos son de elevado coste y suponen un porcentaje muy alto de ocupación de la superficie en planta de la máquina. Desde un 15% hasta un 120% según las aplicaciones y en función del caudal que debe ser filtrado.
Ahora bien, pese a estos filtrados, con el paso del tiempo, se van perdiendo las propiedades de los fluidos de corte. En el caso concreto de las taladrinas, además de ir perdiendo sus propiedades, aparecen una serie de contaminantes, que reducen aún más sus propiedades. Entre estos contaminantes destacan los aceites externos procedentes de fugas de los circuitos hidráulicos y de engrase, lubricantes, partículas sólidas metálicas, microorganismos, restos de trapos de limpieza, polvo ambiental, etc.
Esta pérdida de propiedades obliga, en un momento dado, a que la taladrina en uso sea considerada como agotada y debe entonces desecharse.
Ahora bien la composición de las taladrinas es a base de productos tales como los lubricantes, antiespumantes, inhibidores de corrosión, colorantes, estabilizantes, refrigerantes, humectantes, aditivos, emulgentes, etc. Todos estos productos, en combinación con los precitados agentes externos contaminantes, convierten a estas taladrinas, una vez que se encuentran agotadas, en residuos altamente contaminantes, tanto para el medio ambiente como para los propios operarios que las manejan.
Las taladrinas agotadas están consideradas como residuo peligroso por la normativa europea y española y deben ser eliminadas a través de gestores de residuos autorizados para que procedan a su transporte hasta puntos de descontaminación o eliminación.
Por ello se han estudiado soluciones de mecanizado en seco o sistemas de reducción del consumo de estos fluidos de corte, conocidos como MQL (Minimun Quantity Lubricant).
El éxito del mecanizado en seco o con menor cantidad de fluido de corte depende de encontrar alternativas a las funciones que cumplen estos fluidos de corte.
En lo que se refiere a procesos de mecanizado con herramientas de filo definido, en trabajos tales como el torneado y el fresado, el mecanizado en seco y el MQL es abordable, debido a que se trata de un proceso de corte, la longitud de contacto entre la pieza y la herramienta es muy pequeña, son operaciones abiertas y accesibles y la evacuación de la viruta no presenta grandes dificultades. Incluso hay casos en que con el fresado en seco a alta velocidad de ciertos materiales se logran mejores acabados superficiales que con el fresado con fluidos de corte en las mismas condiciones.
En cambio el taladrado, el escariado y el roscado con macho manifiestan mayores inconvenientes para poder ser realizados en seco, puesto que no son operaciones tan accesibles como las anteriores y aparecen problemas de correcta evacuación de la viruta y de calentamiento. Los ensayos realizados hasta ahora han sido a nivel de laboratorio, para conocer mejor los mecanismos que actúan en este tipo de mecanizado. Debido a estos problemas, no se conoce ninguna aplicación industrial actual que realice taladrados, escariados o roscados con macho en seco. No obstante se han desarrollado con éxito proyectos de I+D para la aplicación del MQL en estos procesos.
En el rectificado hay muy pocas soluciones de aplicación industrial para realizar un rectificado en seco, ni tan siquiera de aplicaciones de MQL y por ello habitualmente el proceso más contaminante en los talleres de fabricación es el rectificado.
Las aplicaciones existentes son para arranques de material muy pequeños, con longitudes de contacto muy reducidas, similares a las que aparecen en procesos de corte.
Lo común en el rectificado es que la longitud de contacto entre la muela y la pieza sea de un orden de magnitud mayor que en los procesos de corte.
Además y a diferencia de los procesos de corte, en donde el fluido de corte entra desde el exterior, sin penetrar hacia el interior de la herramienta, en el rectificado el fluido de corte debe penetrar hacia el interior de la muela, a través de los poros, para poder acceder a toda la longitud de contacto.
Los sistemas de MQL tradicionales, utilizados en procesos de corte, no son útiles para los procesos abrasivos en general y en concreto para el rectificado, ya que no están diseñados para que el fluido de corte, lanzado desde el exterior, penetre hacia el interior de la muela, a través de los poros de esta última, sino para llegar hasta un filo de corte por el exterior.
Pese a la contaminación que implica el rectificado, este sigue siendo un proceso de mecanización fundamental por las precisiones, acabados superficiales y por los estados de tensiones que se obtienen y que son muy difícilmente alcanzables por otros procesos de mecanizado como el fresado o el torneado. En efecto, el rectificado es especialmente adecuado para el mecanizado de materiales duros, como aceros de herramientas o materiales cerámicos.
En la búsqueda por realizar mejoras desde el punto de vista ecológico, existe una línea de trabajo que busca sustituir el rectificado por otros procesos equivalentes, sin embargo por lo dicho anteriormente esto solo es posible en contadas ocasiones. Existen por tanto dos líneas de I+D: una de ellas consiste en sustituir el rectificado por otros procesos de corte menos contaminantes; la otra consiste en hacer un rectificado más ecológico.
Esta búsqueda de ecología se centra especialmente en la reducción del consumo de los fluidos de corte. Un ejemplo de consumo real es un caudal de 750 l/min, para rectificar un alabe con una muela de 200 mm de ancho.
Por ello, es una prioridad de los fabricantes de rectificadoras reducir o eliminar la refrigeración-lubricación, siempre y cuando las prestaciones y el coste de las piezas rectificadas no cambie, o cambie poco. Las razones son ecológicas, como es evidente, pero también económicas: menor ocupación en planta de las máquinas, si se suprimen los voluminosos equipos de filtración, menor coste de la refrigeración-lubricación, y menor consumo energético debido al ahorro de energía al no ser necesarias las bombas de presión, para mover el fluido.
Para conseguir un rectificado más ecológico se conocen soluciones tales como:
.- La fabricación... [Seguir leyendo]
Reivindicaciones:
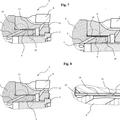
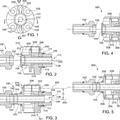
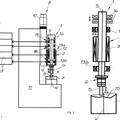
1. Método de refrigeración-lubricación para el rectificado, de los que llevan a cabo la refrigeración-lubricación mediante el empleo de un fluido de corte (2) que es proyectado contra la muela (1), penetrando dentro de esta última, caracterizado porque, además del fluido de corte (2), se proyecta también contra la muela (1) un fluido complementario a muy baja temperatura (4) que también penetra dentro de la muela (1) actuando sobre el fluido de corte (2), una vez que éste último ha penetrado dentro de la muela (1) y se ha alojado en los intersticios internos (1.3) de esta última, modificando así el fluido complementario (4) las propiedades de dicho fluido de corte (2); porque el fluido de corte (2) mantiene sus propiedades modificadas hasta alcanzar la zona de contacto entre la muela (1) y la pieza (6) a rectificar; y porque al llegar a la zona de contacto entre la muela (1) y la pieza (6) a rectificar, el aumento de temperatura que se origina produce una nueva modificación en las propiedades del fluido de corte (2), que recupera así las propiedades que tenía al penetrar inicialmente dentro de la muela (1).
2. Método de refrigeración-lubricación para el rectificado, en todo de acuerdo con la anterior reivindicación, caracterizado porque el fluido de corte (2), cuando penetra en la muela (1) y se aloja en los intersticios internos (1.3) de esta última, se encuentra en estado líquido y al entrar en contacto con el fluido complementario a baja temperatura (4) cambia sus propiedades, pasando a un estado sólido o con una viscosidad suficiente como para adherirse a los granos (1.1) y al aglomerante (1.2) de la muela (1) oponiéndose a la fuerza centrífuga generada por el giro de la propia muela (1).
3. Método de refrigeración-lubricación para el rectificado, en todo de acuerdo con la primera y segunda reivindicaciones, caracterizado porque el fluido de corte (2), una vez que sus propiedades se han modificado por la acción del fluido complementario (4), se mantiene en el interior de la muela (1), girando con ésta, para recorrer la distancia entre el punto de su proyección contra la muela (1) y el inicio de la zona de contacto entre la muela (1) y la pieza (6) a rectificar.
4. Método de refrigeración-lubricación para el rectificado, en todo de acuerdo con la primera, segunda y tercera reivindicaciones, caracterizado porque al llegar a la zona de contacto entre la muela (1) y la pieza (6) a rectificar, aumenta la temperatura en la muela (1) hasta alcanzar un valor que le devuelve al fluido de corte (2) sus propiedades iniciales, pasando de nuevo este fluido de corte (2) a su estado líquido para ser llevado, por la fuerza centrífuga, hacia la periferia de la muela (1) actuando así en la precitada zona de contacto entre la muela (1) y la pieza (6) a rectificar.
Patentes similares o relacionadas:
Dispositivo de roscado en un torno controlado numéricamente, del 10 de Junio de 2020, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Un dispositivo de roscado de pieza que comprende: - un ensamblaje de soporte que tiene un cuerpo interno accionado rotativamente […]
Método para suministrar aceite de corte, del 13 de Mayo de 2020, de MATSUURA MACHINERY CORPORATION: Un método para suministrar aceite de corte que adopta los siguientes procesos en una máquina herramienta de corte de piezas de trabajo: 1: retención […]
 Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Sistema de estanqueidad para portaherramientas, del 23 de Octubre de 2019, de Mitis: Sistema de estanqueidad para un portaherramientas de máquina de mecanizado axial o de fresado asistido por un fluido, que comprende: - al menos […]
 Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
 Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
Máquina limpiadora de telas de filtros de taladrina de automoción, del 29 de Marzo de 2019, de VIDAL PEDROS, Juan Bautista: Máquina limpiadora de telas de filtros de taladrina de automoción, compuesta por un conjunto de cepillos y espátulas metálicas, dispuestos tal y como se muestra en […]
Herramienta de corte con sistema de suministro de fluido interno, del 2 de Mayo de 2018, de ISCAR LTD.: Herramienta de corte que tiene un sistema de suministro de fluido, que comprende un cuerpo de herramienta y un cabezal de […]