MÉTODO Y DISPOSITIVO PARA LA MEDICIÓN Y LA REGULACIÓN DE LA PLANEIDAD Y/O DE LAS TENSIONES DE UNA BANDA DE ACERO INOXIDABLE O DE UNA LÁMINA DE ACERO INOXIDABLE EN LA LAMINACIÓN EN FRÍO DE UNA CAJA DE RODILLOS MÚLTIPLES, EN PARTICULAR EN UN TREN DE LAMINACIÓN SENDZIMIR DE 20 RODILLOS.
Método para la medición y la regulación de la planeidad y/o de las tensiones de una banda de acero inoxidable (1) o de una lámina de acero inoxidable (1a),
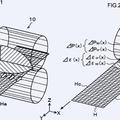
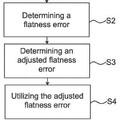
para la operación de laminación en frío en una caja de rodillos múltiples (2), en particular en un tren de laminación Sendzimir (2a) de 20 rodillos, que comprende las siguientes etapas: la determinación de la distribución actual de la planeidad (22) de la banda de acero, sobre su ancho (7) en base a una tensión de banda medida, distribuida en el ancho de banda (7), en la salida (5b) de la caja de rodillos múltiples (2); la determinación de un error de planeidad (10) mediante la comparación de la distribución actual determinada de la planeidad (22) con una curva de referencia predeterminada (9); la aproximación matemática del error de planeidad (10) recibido sobre el ancho de la banda (7) en un módulo de análisis (11) y la descomposición del error de planeidad aproximado en componentes escalares del error de planeidad (C1, C2, C3, C4); y el cálculo de una primera y una siguiente señal de salida de regulación, a partir de los componentes del error de planeidad, para la activación de una pluralidad de elementos de ajuste (3, 14a, 17, 18, 19) de la caja de rodillos múltiples (2); caracterizado porque la descomposición del error de planeidad aproximado se realiza de manera tal que los componentes del error de planeidad resultantes (C1, C2, C3, C4) son ortogonales entre sí; para el ajuste del juego de rodillos (2b), se activa un primer elemento de ajuste en forma de un medio de ajuste hidráulico (17), de la pluralidad de elementos de ajuste, como respuesta a la primera señal de salida de regulación, que se obtiene a partir de un primer componente ortogonal (C1) del error de planeidad; el cálculo de las demás señales de salida de regulación, en forma de componentes escalares de variables de ajuste, en base a uno de los respectivos componentes ortogonales restantes (C2, C3, C4) del error de planeidad; y la combinación de los componentes escalares de variables de ajuste, en señales de activación apropiadas, para los elementos de ajuste individuales de los excéntricos (14a) de los rodillos de apoyo exteriores (18) de la caja de rodillos múltiples, de la pluralidad de elementos de ajuste
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/006570.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: JEPSEN, OLAF-NORMAN, BREUER, MICHAEL, KRUGER, MATTHIAS, DR.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Junio de 2005.
Clasificación Internacional de Patentes:
- B21B37/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control de la planta o perfil durante la laminación de las cintas, hojas o planchas.
Clasificación PCT:
- B21B37/42 B21B 37/00 […] › utilizando una combinación de la flexión y del desplazamiento axial de los cilindros.
Clasificación antigua:
- B21B37/42 B21B 37/00 […] › utilizando una combinación de la flexión y del desplazamiento axial de los cilindros.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
PDF original: ES-2361278_T3.pdf
Fragmento de la descripción:
45
La presente invención hace referencia a un método y a un dispositivo para la medición y la regulación de la planeidad y/o de las tensiones de una banda de acero inoxidable o de una lámina de acero inoxidable, en la laminación en frío en una caja de rodillos múltiples, en particular en un tren de laminación Sendzimir de 20 rodillos, con, al menos, un circuito de regulación que comprende una pluralidad de elementos de ajuste, en donde la planeidad actual de la banda en la salida de la caja de rodillos múltiples, se mide mediante un elemento de medición de planeidad, de acuerdo con la distribución de tensión de banda sobre el ancho de la banda.
Esta clase de cajas de rodillos múltiples se conforman mediante una ejecución de bloques separados o como un monobloque, en donde los juegos de rodillos superiores e inferiores se regulan independientemente unos de otros, y a partir de ello se pueden formar diferentes bastidores de soporte.
El método mencionado en la introducción, se conoce de la patente EP 0 349 885 B1, y comprende la conformación de valores de medición que indican la planeidad, en particular la distribución de la fuerza de tensión, sobre el lado de salida de la caja de rodillos, y dependiendo de ello, se accionan los elementos de ajuste del tren de laminación, que corresponden, al menos, a un circuito de regulación para la planeidad de las chapas y bandas laminadas. Para reducir los diferentes comportamientos en función del tiempo de los elementos de ajuste del tren de laminación, el método conocido prevé que las velocidades de la pluralidad de elementos de ajuste se adapten entre sí, y que los recorridos de regulación se igualen. Sin embargo, de esta manera, no se detectan otras fuentes de error.
Otro método conocido (EP 0 647 164 B1), un método para la obtención de señales de entrada en forma de señales de abertura entre rodillos, para los elementos de control y el regulador para los elementos de ajuste de los rodillos de trabajo, prescinde de la distribución de tensión transversalmente al material de la banda, en donde los errores de planeidad se deducen a partir de una función matemática, en tanto que los cuadrados de las divergencias deben suponer un mínimo, que se detecta mediante una matriz, con la pluralidad de puntos de medición, la pluralidad de filas, la pluralidad de funciones base y la pluralidad de aberturas entre rodillos en los puntos de medición. Dicho modo de proceder no considera los errores de planeidad que surgen en la práctica y su realización.
El objeto de la presente invención consiste en lograr un comportamiento de ajuste variado de los respectivos elementos de ajuste, mediante los errores de planeidad medidos y analizados con exactitud, para lograr una planeidad más precisa del producto final, de manera que también se pueda incrementar la velocidad de laminación.
El objeto presentado se resuelve, conforme a la presente invención, mediante un método en combinación con las características de la reivindicación 1. Las ventajas consisten en el aseguramiento de una operación estable de los rodillos, con cuotas mínimas de rotura de banda, y de esta manera, con un incremento de la posible velocidad de laminación. Además, se libera al personal de mantenimiento mediante una adaptación automática de los elementos de ajuste de planeidad a las condiciones modificadas, también en el caso de la determinación de errores. Además, se logra una calidad del producto constante, independientemente de la competencia del personal. Por otra parte, el cálculo de las funciones de influencia y un cálculo de las funciones de control, se pueden realizar previamente de manera que se economice el tiempo. El sistema de regulación de la planeidad, como un conjunto, resulta rígido en comparación con las imprecisiones en las funciones de control calculadas. Las imprecisiones permanecen sin influencia alguna en la puesta en funcionamiento. Los componentes más importantes del error de planeidad se eliminan con una dinámica de regulación máxima posible. Los componentes ortogonales de los vectores de tensión son lineales, independientemente unos de otros, por lo que se excluye una influencia recíproca de los componentes entre sí. Los componentes escalares de error de planeidad, se suministran a los módulos de regulación individuales.
En el acondicionamiento de la presente invención, se prevé la aproximación del desarrollo del error de planeidad sobre el ancho de la banda, mediante una aproximación gaussiana de orden 8 (método LSQ), y a continuación, se descompondrá en los componentes ortogonales.
Un perfeccionamiento de la presente invención consiste en el análisis de un vector de error residual, y la aplicación del vector de error residual directamente a los elementos de ajuste seleccionados. Todos los errores de planeidad que permanecen después del proceso de regulación máxima altamente dinámico, que se pueden influenciar con las funciones de influencia dadas, se eliminan mediante la eliminación de los errores residuales en el rango de ajuste disponible. Por consiguiente, resulta ventajosa, además de los componentes ortogonales del error de planeidad mencionados anteriormente, también la consideración de un error residual que no se suministra a los componentes ortogonales descritos, sino que se suministra directamente a los elementos de ajuste.
40
45
De acuerdo con otras etapas, la asignación de los vectores de error residual se puede realizar mediante las funciones de ponderación que se derivan de las funciones de influencia de los elementos de ajuste de los excéntricos, y que se pueden asignar a todos los errores de planeidad que se presenten, a los excéntricos individuales.
Además, resulta ventajoso el hecho de que se conforme una variable de error determinada mediante valores numéricos reales, mediante la suma a partir de los vectores de error residual que se asignan a los excéntricos.
Otro perfeccionamiento prevé que la regulación para los bordes de la banda se realice separadamente, durante la regulación de la planeidad. De esta manera, se puede desconectar una regulación de esta clase, eventualmente en su totalidad, en el caso que no se requiera obligatoriamente.
Otra mejora consiste en que como elemento de ajuste para la regulación de la tensión de los bordes, se emplea el desplazamiento horizontal de los rodillos intermedios interiores.
Por lo tanto, se recomienda una mejora que consiste en la regulación, mediante la regulación de tensión de los bordes, separadamente para cada borde de la banda, de una tensión de banda predeterminada en el área de una hasta dos zonas cubiertas más exteriores de un rodillo de medición de planeidad.
Otras características prevén que la regulación de tensión de los bordes se accione alternativamente de manera asincrónica o sincrónica para ambos bordes de la banda.
Además, la variable de regulación para la regulación de la tensión de los bordes, se determina separadamente para cada borde de la banda, mediante el cálculo de la diferencia entre las diferencias de regulación de ambos valores de medición más exteriores de los rodillos de medición de planeidad.
De acuerdo con el estado del arte presentado, el dispositivo se basa en la medición y la regulación de la planeidad y/o de las tensiones de una banda de acero inoxidable o de una lámina de acero inoxidable, para la operación de laminación en frío en una caja de rodillos múltiples, en particular en un tren de laminación Sendzimir de 20 rodillos, que presenta, al menos, un circuito de regulación para los elementos de ajuste, que consisten en medios de ajuste hidráulicos, excéntricos de los rodillos de apoyo exteriores, rodillos intermedios interiores cónicos con desplazamiento axial, y/o sus funciones de influencia.
Por lo tanto, el objeto presentado en la introducción se resuelve, conforme a la técnica del dispositivo, mediante un dispositivo en combinación con las características de la reivindicación 11.
De esta manera, conforme a la técnica del dispositivo, se pueden modificar las ventajas relacionadas con el método.
Otro perfeccionamiento de la presente invención consiste en que la señal de comparación entre la curva de referencia y la planeidad actual de la banda, se encuentra conectada a través del instrumento de análisis independiente al tercer módulo de regulación independiente para un error residual de planeidad, cuya salida se conduce a la conexión de acoplamiento... [Seguir leyendo]
Reivindicaciones:
1. Método para la medición y la regulación de la planeidad y/o de las tensiones de una banda de acero inoxidable (1)
o de una lámina de acero inoxidable (1a), para la operación de laminación en frío en una caja de rodillos múltiples (2), en particular en un tren de laminación Sendzimir (2a) de 20 rodillos, que comprende las siguientes etapas:
la determinación de la distribución actual de la planeidad (22) de la banda de acero, sobre su ancho (7) en base a una tensión de banda medida, distribuida en el ancho de banda (7), en la salida (5b) de la caja de rodillos múltiples (2);
la determinación de un error de planeidad (10) mediante la comparación de la distribución actual determinada de la planeidad (22) con una curva de referencia predeterminada (9);
la aproximación matemática del error de planeidad (10) recibido sobre el ancho de la banda (7) en un módulo de análisis (11) y la descomposición del error de planeidad aproximado en componentes escalares del error de planeidad (C1, C2, C3, C4); y
el cálculo de una primera y una siguiente señal de salida de regulación, a partir de los componentes del error de planeidad, para la activación de una pluralidad de elementos de ajuste (3, 14a, 17, 18, 19) de la caja de rodillos múltiples (2);
caracterizado porque la descomposición del error de planeidad aproximado se realiza de manera tal que los componentes del error de planeidad resultantes (C1, C2, C3, C4) son ortogonales entre sí;
para el ajuste del juego de rodillos (2b), se activa un primer elemento de ajuste en forma de un medio de ajuste hidráulico (17), de la pluralidad de elementos de ajuste, como respuesta a la primera señal de salida de regulación, que se obtiene a partir de un primer componente ortogonal (C1) del error de planeidad;
el cálculo de las demás señales de salida de regulación, en forma de componentes escalares de variables de ajuste, en base a uno de los respectivos componentes ortogonales restantes (C2, C3, C4) del error de planeidad; y
la combinación de los componentes escalares de variables de ajuste, en señales de activación apropiadas, para los elementos de ajuste individuales de los excéntricos (14a) de los rodillos de apoyo exteriores (18) de la caja de rodillos múltiples, de la pluralidad de elementos de ajuste.
2. Método de acuerdo con la reivindicación 1, caracterizado porque el desarrollo del error de planeidad (10) sobre el ancho de la banda (7), se aproxima mediante una aproximación gaussiana de orden 8 (método LSQ), y a continuación, se descompone en los componentes ortogonales (C1...Cx).
3. Método de acuerdo con una de las reivindicaciones 1 ó 2, caracterizado porque se analiza un vector de error residual (13), y el vector de error residual (13) se aplica directamente a los elementos de ajuste seleccionados (3).
4. Método de acuerdo con la reivindicación 3, caracterizado porque la asignación de los vectores de error residual
(13) se realiza mediante las funciones de ponderación, que se derivan de las funciones de influencia de los elementos de ajuste de los excéntricos (14), y que se asignan a todos los errores de planeidad que se presenten (10), a los excéntricos individuales (14a).
5. Método de acuerdo con una de las reivindicaciones 3 ó 4, caracterizado porque se conforma una variable de error determinada mediante valores numéricos reales, mediante la suma a partir de los vectores de error residual (13) que se asignan a los excéntricos (14a).
6. Método de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque la regulación para los bordes de la banda (15) se realiza separadamente, durante la regulación de la planeidad.
7. Método de acuerdo con la reivindicación 6, caracterizado porque como elemento de ajuste (3) para la regulación de la tensión de los bordes (16), se emplea el desplazamiento horizontal de los rodillos intermedios interiores (19).
8. Método de acuerdo con la reivindicación 7, caracterizado porque mediante la regulación de tensión de los bordes (16), separadamente para cada borde de la banda (15), se regula una tensión de banda predeterminada, en el área de una hasta dos zonas cubiertas más exteriores de un rodillo de medición de planeidad (6a).
40
45
50
9. Método de acuerdo con una de las reivindicaciones 6 a 8, caracterizado porque la regulación de tensión de los bordes (16) se acciona alternativamente de manera asincrónica o sincrónica para ambos bordes de la banda (15).
10. Método de acuerdo con la reivindicación 7, caracterizado porque la variable de regulación para la regulación de la tensión de los bordes (16), se determina separadamente para cada borde de la banda (15), mediante el cálculo de la diferencia entre las diferencias de regulación de ambos valores de medición más exteriores de los rodillos de medición de planeidad (6a).
11. Dispositivo para la medición y la regulación de la planeidad y/o de las tensiones de una banda de acero inoxidable (1) o de una lámina de acero inoxidable (1a), para la operación de laminación en frío en una caja de rodillos múltiples (2), en particular en un tren de laminación Sendzimir (2a) de 20 rodillos, que presenta:
un elemento de medición de planeidad (6) en la salida de la caja de rodillos múltiples (2), para la determinación de la distribución actual de la planeidad (22) de la banda de acero sobre su ancho (7), en base a una tensión de banda medida, distribuida en el ancho de la banda (7);
un dispositivo para la determinación de un error de planeidad (8, 20) mediante la comparación de la distribución actual determinada de la planeidad (22), con una curva de referencia predeterminada; y
al menos, un circuito de regulación (4) que comprende un dispositivo de análisis (11) con un primer instrumento de análisis (11a) para la aproximación matemática del error de planeidad recibido (8, 20), y para la descomposición del error de planeidad aproximado, en componentes escalares del error de planeidad (C1, C2, C3, C4), y además, comprende un primer y otros módulos de regulación (30) conectados al dispositivo de análisis y asignados a los componentes de error de planeidad, para la activación de una pluralidad de elementos de ajuste (3, 14a, 17, 18, 19) de la caja de rodillos múltiples (2);
caracterizado porque el primer instrumento de análisis (11a) está diseñado para descomponer el error de planeidad recibido y aproximado por dicho instrumento, de manera que los componentes del error de planeidad (C1, C2, C3, C4) sean ortogonales entre sí;
el primer módulo de regulación (30) se provee para la activación de un elemento de ajuste de una pluralidad de elementos de ajuste, en forma de un medio de ajuste hidráulico (17), para el ajuste del juego de rodillos (2b), en base al primer componente ortogonal recibido (C1) del error de planeidad;
los demás módulos de regulación para los componentes ortogonales restantes (C2, C3, C4) del error de planeidad, se conforman respectivamente para proporcionar componentes escalares de variables de ajuste; y
se proporciona un dispositivo de control (21) para la combinación de los componentes escalares de variables de ajuste, recibidos por cada uno de los módulos de regulación adicionales, en movimientos de ajuste apropiados para los elementos de ajuste individuales de los excéntricos (14a) de los rodillos de apoyo exteriores (18) de la caja de rodillos múltiples, de la pluralidad de elementos de ajuste.
12. Dispositivo de acuerdo con la reivindicación 11, caracterizado porque la señal de comparación (20) entre la curva de referencia (9) y la planeidad actual de la banda (22), se encuentra conectada a través del instrumento de análisis independiente (11b), al tercer módulo de regulación independiente (12c) para un error residual de planeidad (26), cuya salida (27) se conduce a la conexión de acoplamiento (25) para el elemento de ajuste (3) compuesto por los excéntricos (14a).
13. Dispositivo de acuerdo con una de las reivindicaciones 11 ó 12, caracterizado porque la señal de comparación
(20) entre la curva de referencia (9) y la planeidad actual de la banda (22), se conecta a través de un tercer instrumento de análisis adicional (11c) a un cuarto módulo de regulación independiente (12d), para el control de la regulación de la tensión de los bordes (16), y cuya salida (28) se conecta con el elemento de ajuste (3) de los rodillos intermedios cónicos interiores (19).
14. Dispositivo de acuerdo con una de las reivindicaciones 11 a 13, caracterizado porque un elemento de medición de planeidad (6) dispuesto en la salida (5b), se conecta a la línea de señales de la planeidad actual de la banda (22).
15. Dispositivo de acuerdo con una de las reivindicaciones 11 a 14, caracterizado porque para cada error de planeidad (10) se proporciona un regulador individual dinámico (30), que se prevé como un regulador PI (31) con una zona muerta en la entrada (32).
16. Dispositivo de acuerdo con la reivindicación 15, caracterizado porque a cada regulador individual (30), excepto el primer instrumento de análisis (11a), se le anteponen en conexión paralela medios de parametrización adaptativos
(33) y una pantalla de control (34).
17. Dispositivo de acuerdo con una de las reivindicaciones 15 ó 16, caracterizado porque en cada regulador individual (30) se proporcionan conexiones (35) para los parámetros de regulación (Ki; Kp).
18. Dispositivo de acuerdo con una de las reivindicaciones 15 a 17, caracterizado porque los reguladores individuales dinámicos (30) se pueden conectar a una consola de control (36).
5 19. Dispositivo de acuerdo con una de las reivindicaciones 11 a 18, caracterizado porque para la eliminación del error residual, el vector del error residual (13) actúa en conjunto con los respectivos elementos de ajuste (3) del excéntrico (14a), mediante instrumentos de regulación del error residual (37, 38, 39).
20. Dispositivo de acuerdo con la reivindicación 19, caracterizado porque la regulación de tensión de los bordes (16) prevé un instrumento de análisis (40) para diferentes zonas de bordes de banda del rodillo de medición de planeidad (6a), al que se encuentran conectados respectivamente dos instrumentos de regulación de bordes de banda (41, 42).
21. Dispositivo de acuerdo con la reivindicación 20, caracterizado porque los instrumentos de regulación de bordes de banda (41, 42) se encuentran conectados con los elementos de ajuste (3) de los rodillos intermedios cónicos (19).
22. Dispositivo de acuerdo con una de las reivindicaciones 20 ó 21, caracterizado porque los instrumentos de 15 regulación de bordes de banda (41, 42) se pueden conmutar independientemente unos de otros.
23. Dispositivo de acuerdo con una de las reivindicaciones 20 a 22, caracterizado porque en ambos instrumentos de regulación de bordes de banda (41, 42) se conecta respectivamente un medio de regulación adaptativo para el ajuste de la velocidad (43) y una pantalla de control (44).
Patentes similares o relacionadas:
 Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
Procedimiento y un dispositivo para la producción continua de una banda metálica delgada, del 17 de Enero de 2018, de Siemens VAI Metals Technologies GmbH: Procedimiento para la producción continua de una banda metálica fina o de una banda caliente de acero directamente a partir de una masa fundida de metal […]
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda, del 13 de Diciembre de 2017, de THE BRADBURY COMPANY, INC.: Sistema que comprende: una pluralidad de cilindros de trabajo para procesar un material en banda continua ; un primer […]
Procedimiento y dispositivo para la medición de la planeidad de cintas, del 28 de Septiembre de 2016, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Rodillo de medición para la medición de la planeidad de cintas movidas en una dirección de marcha de cinta (x), especialmente de cintas metálicas al pasar […]
Procedimientos y aparato para supervisar y acondicionar metal en tiras, del 18 de Septiembre de 2013, de THE BRADBURY COMPANY, INC.: Un aparato, que comprende: una pluralidad de sensores situados a lo largo de una anchura de un material en movimiento,correspondiendo cada uno […]
 Método de control de la planeidad en el laminado de una banda y sistema de control correspondiente, del 11 de Septiembre de 2013, de ABB RESEARCH LTD.: Método para el control de la planeidad al laminar una banda en un tren de laminación que comprende unapluralidad de rodillos (9-1, […]
Método de control de la planeidad en el laminado de una banda y sistema de control correspondiente, del 11 de Septiembre de 2013, de ABB RESEARCH LTD.: Método para el control de la planeidad al laminar una banda en un tren de laminación que comprende unapluralidad de rodillos (9-1, […]
Dispositivo de laminación y procedimiento para su funcionamiento, del 23 de Enero de 2013, de SMS SIEMAG AG: Dispositivo de laminación con al menos dios rodillos de trabajo y con un intersticio de laminación entre los rodillos de trabajo para el paso y laminación […]
MÉTODO Y DISPOSITIVO PARA OPTIMIZAR EL CONTROL DE LA PLANEIDAD EN LA LAMINACIÓN DE UNA BANDA, del 29 de Diciembre de 2011, de ABB AB: Método para optimizar el control de la planeidad en la laminación de una banda usando cualquier número de puestos de laminado y actuadores , caracterizado […]