Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo.
Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma,
comprendiendo la preparación de una pieza en bruto con el primer engranaje y el segundo (4, 6) conforma- dos aproximadamente sobre la misma en relación axialmente adyacente, mediante compactación y sinterizado de una masa moldeada de sustan- cialmente polvo metálico; caracterizado por los pasos de montar la pieza en bruto (2) para que gire sobre un primer eje; disponiendo una matriz respectiva (12, 10) con cada uno del primer y segundo engranaje (4, 6) mencionados de modo que se puedan mover dichas matrices (12, 10) engranadas con dichos engranajes (4, 6); y el laminado de los engranajes (4, 6) sobre la pieza en bruto (2) me- diante el giro de la pieza en bruto engranada con las matrices respectivas (12, 10) montadas para girar sobre un segundo y un tercer eje, paralelos al primer eje.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2001/001477.
Solicitante: Stackpole International Powder Metal, ULC.
Inventor/es: COLE, CHRISTOPHER JOHN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 5/00 Fabricación de ruedas dentadas. › de ruedas rectas.
- B22F5/08 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar. › de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
Fragmento de la descripción:
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo
[1] La invención se refiere a ruedas de engranaje, y en particular al perfilado de ruedas de engranaje a partir de piezas brutas metálicas en polvo. Tiene aplicación especialmente en ruedas para su uso en cajas de cambio de vehículos a motor, incluyendo coches de pasajeros y motocicletas.
[2] Las ruedas de engranaje se han fabricado convencionalmente a partir de fundiciones de acero sobre las que se tallaba un engranaje dentado recto o helicoidal. Se han propuesto ruedas de engranaje formadas a partir de piezas brutas metálicas en polvo pero solamente para aplicaciones de trabajo relativamente ligero. Sin embargo, y tal como se describe en nuestra patente europea n° 552 272, a la que hacernos referencia, recientemente se ha conseguido utilizar engranajes fabricados a partir de piezas brutas metálicas en polvo para trabajo más pesado.
[3] Antes de la presente invención, las ruedas con dos engranajes axialmente adyacentes formados sobre las mimas se fabricaban normalmente en dos piezas separadas, con un engranaje siendo cortado sobre un cuerpo unitario qua incluye el cubo de la rueda y con el otro engranaje siendo cortado sobre un anillo independiente, que posteriormente se acopla en el cubo de la rueda, típicamente mediante un ajuste par contracción. Se observará que no es posible cortar engranajes axialmente adyacentes de diferentes tamaños en el mismo cuerpo unitario.
[4] La patente estadounidense n° 5.366.363 que constituye la base del preámbulo de la reivindicación independiente 1, da a conocer una técnica pulvimetalúrgica para obtener una rueda de engranaje con engranajes axialmente adyacentes. La rueda se moldea y después de ser sinterizada se acaba en la misma matriz. También se hace referencia a la especificación alemana n° 31 4 189 A.
[5] DE332537C1 revela un método de fabricación de una rueda que tiene dos engranajes formados sobre la misma, que comprende preparar una pieza bruta con un primer engranaje formado toscamente sobre la misma mediante compresión y sinterización de una masa moldeada de polvo sustancialmente metálico, montar la pieza en bruto para su rotación sobre un primer eje, disponer una matriz con el primer engranaje de manera que permita el movimiento de dicha matriz en acoplamiento con dicho engranaje y perfilar el primer engranaje sobre la pieza en bruto rotando la pieza en bruto en acoplamiento de tipo engranaje con dicha matriz, montándose la matriz para su rotación sobre un segundo eje sustancialmente paralelo al primer eje.
[6] La presente invención sigue la definición de la reivindicación 1. Naturalmente, el método de fabricación puede ser controlado según criterios específicos para la pieza en bruto y para los engranajes a conformar sobre la misma. Debe tenerse en cuenta que respecto del método de varias piezas mencionado anteriormente, según la invención, es posible no solo perfilar estos engranajes en un cuerpo unitario, sino que también es posible hacerlo de tal modo que se puede reducir la separación axial entre los engranajes respecto de lo que anteriormente era posible. Específicamente, en una rueda perfilada según la invención no es necesaria la ranura anular entre los engranajes.
[7] Una técnica preferida para la etapa de perfilado de los métodos según la invención es la dada a conocer en nuestra patente europea n° 552 272, mencionada anteriormente. Así, las zonas de los dientes, los pies de diente y los flancos de los engranajes formados sobre la pieza en bruto metálica en polvo normalmente se endurecen superficialmente para establecer la densificación en el intervalo del 9 al 1 por cien hasta una profundidad de por lo menos 38 mieras. La densidad en el núcleo; inferior a las zonas densificadas, es sustancialmente uniforme, usualmente alrededor del 9 por ciento. Normalmente la profundidad de la densificación está en el intervalo entre 38 y 5 mieras. Hemos descubierto que se obtiene poca ventaja adicional cuando la profundidad de densificación sobrepasa 1 mieras. La densidad en la superficie es sustancialmente el 1% y permanece en valores de
densidad no inferiores al 9%, por lo menos hasta la profundidad mínima especificada. El ritmo de reducción de la densidad con la profundidad normalmente es por lo menos lineal, es decir, la densidad mínima en las zonas endurecidas es directamente inversamente proporcional a la profundidad. Usualmente, la densidad será significativamente mayor que su valor mínimo por lo menos en las zonas 5 más próximas a la superficie. Normalmente, el ritmo de reducción de densidad es muy bajo en la superficie y aumenta uniformemente hacia la máxima profundidad de las zonas endurecidas. Así, la densidad puede variar en función del cuadrado o una potencia superior de la profundidad.
[8] Los polvos metálicos utilizados en engranajes según la invención se seleccionan de acuerdo con la aplicación final, y pueden comprender tipos de aceros de baja aleación similares a los utilizados en la 1 fabricación de engranajes de alto rendimiento de otras formas de metal. Los polvos pueden ser hierro elemental mezclado con aditivos de aleación o pueden ser polvos totalmente prealeados. Los polvos totalmente prealeados típicos son de una composición como AISI 46 y sus derivados. Los polvos mezclados tienen la ventaja de ser más compresibles, permitiendo alcanzar mayores densidades en la etapa de compactación. Además, el uso de polvos mezclados permite obtener composiciones a la 15 medida de la aplicación específica. Por ejemplo, los polvos elementales se pueden mezclar con un lubricante para, después de sinterizado, obtener engranajes de baja aleación de composiciones similares a los tipos SAE 41, SAE 46, y SAE 86. Las adiciones de polvos elementales al hierro base pueden incluir carbono, cromo, molibdeno, manganeso, níquel, cobre y vanadio. También las cantidades de los aditivos varían según las diferentes aplicaciones, pero normalmente no son superiores al 5 por 2 ciento en peso en cada caso. Una composición de mezcla de polvos preferida para engranajes según la invención tiene la siguiente composición en peso:
| Carbono | ,2% | |
| Cromo | ,5% | |
| Manganeso | ,5% | |
| Molibdeno | .5% |
siendo el resto hierro y las inevitables impurezas.
[9] Se reconocerá que el uso de cromo, molibdeno y manganeso en la formación de una pieza en bruto metálica en polvo sinterizada requiere un proceso de sinterizado que pueda minimizar su oxidación. Un proceso preferido usado en esta invención es el sinterizado a altas temperatura de hasta
1,35°C en una atmósfera de hidrógeno/nitrógeno muy seca, por ejemplo con un punto de rocío de
-4°C. Esto proporciona la ventaja adicional de mejorar todavía más las propiedades mecánicas y de reducir los niveles de oxígeno a aproximadamente 2 ppm. Los polvos de adición de aleación utilizados en engranajes según la invención tienen preferentemente tamaños de partícula en el intervalo de 2 a 1 mieras. Generalmente, los tamaños de partículas en este intervalo pueden obtenerse 35 mediante el molido fino de ferroaleaciones en una atmósfera inerte adecuada. El evitar la oxidación de los polvos de aleación fácilmente oxidables en la etapa de molido puede ser crítico para la obtención de los niveles de densificación mencionados anteriormente.
[1] Las ruedas de engranaje del tipo al que se refiere el método de esta invención principalmente tienen normalmente diferentes engranajes formados sobre las mismas, es decir, engranajes que tienen
diferentes diámetros y/o diferente número de dientes. Normalmente, uno de los engranajes será un engranaje helicoidal y el otro un engranaje recto, siendo el diámetro del engranaje helicoidal mayor que el diámetro del engranaje recto.
[11] A continuación, se describe la invención a modo de ejemplo y haciendo referencia a los dibujos esquemáticos que acompañan, donde:
La Fig. 1 es una vista en perspectiva de una rueda de engranaje;
La Fig. 2 es una vista lateral de la rueda de engranaje de la Fig. 1;
La Fig. 3 es una vista en sección ampliada mostrando detalles de los dientes en los engranajes adyacentes en la rueda de las Figs. 1 y 2;
La Fig. 4 es una vista en planta de un diente recto mostrado en la Fig.3;
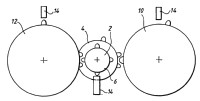
La Fig. 5 muestra una disposición de la pieza en bruto de rueda y de las matrices de perfilado al inicio de un método según al invención;
La Fig. 6 es una vista de extremo axial de la disposición de...
Reivindicaciones:
1. Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza en bruto con el primer engranaje y el segundo (4, 6) conformados toscamente sobre la misma en relación axialmente adyacente, mediante compresión y sinterizado de una masa moldeada de polvo sustancialmente metálico;
CARACTERIZADO POR LOS PASOS DE
montar la pieza en bruto (2) para que gire sobre un primer eje;
disponer una matriz respectiva (12, 1) con cada uno de dichos primer y segundo engranaje (4, 6) de modo que permita el movimiento de dichas matrices (12,1) engranadas con dichos engranajes (4,6); y perfilar los engranajes (4, 6) sobre la pieza en bruto (2) mediante el giro de la pieza en bruto ajustada por engranaje con dichas matrices respectivas (12, 1) montadas para girar sobre un segundo y un tercer eje sustancialmente paralelos al primer eje, el acoplamiento de las matrices (12, 1) con la pieza en bruto (2) siendo simultáneo durante al menos una parte del proceso de perfilado.
2. Un método según la reivindicación 1, en el que el engrane de las matrices (12, 1) con la pieza en bruto (2) se controla según criterios específicos para la pieza en bruto (2) y para los engranajes (4, 6) a conformar sobre la misma.
3. Un método según la reivindicación 1 o reivindicación 2, en el que el segundo y tercer eje se encuentran en lados opuestos del primer eje.
4. Un método según cualquiera de las reivindicaciones precedentes, donde cada matriz (12, 1) es avanzada en engrane flojo con su respectiva forma de engranaje antes de comenzar el proceso de perfilado.
5. Un método según la reivindicación 4, donde cada matriz (12,1) es avanzada de manera separada en engrane flojo con su respectiva forma de engranaje (4, 6).
6. Un método según cualquiera de las reivindicaciones precedentes, donde uno de los engranajes (4, 6) es un engranaje helicoidal y el otro es un engranaje recto.
7. Un método según la reivindicación 6, donde el engranaje helicoidal tiene un número de dientes mayor al del engranaje recto.
8. Un método según la reivindicación 7, donde el diámetro de cresta del engranaje recto es mayor que el diámetro de pie del engranaje helicoidal.
9. Un método según cualquiera de las reivindicaciones precedentes, donde un diente en cada uno de los engranajes (4, 6) está desalineado con un diente en la matriz respectiva antes del acoplamiento.
1. Un método según la reivindicación 9, donde un diente en uno de los engranajes (4, 6) es desalineado con un diente de la matriz asociada (12, 1) y dicha matriz (12, 1) es acoplada a continuación con el engranaje respectivo (4, 6) y un diente del otro engranaje es llevado a una desalineación con respecto a un diente en su matriz respectiva (12, 1) y dicha matriz (12, 1) es acoplada entonces con el otro engranaje (4, 6).
Patentes similares o relacionadas:
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Dispositivo y procedimiento para la producción de perfilados de piezas a modo de engranajes, del 12 de Octubre de 2016, de ERNST GROB AG: Dispositivo para la fabricación de piezas cilíndricas , las cuales presentan un perfilado definido, con una sujeción de pieza desplazable axialmente y girable […]
Planetario para un husillo de accionamiento rodante planetario, del 21 de Septiembre de 2016, de SCHAEFFLER TECHNOLOGIES GMBH & CO. KG: Planetario para un husillo de accionamiento rodante planetario en el que a lo largo de su eje planetario se configura una sección central con un diámetro mayor […]
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos, del 27 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una […]
 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
 Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
 Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO DE UN DENTADO EN UNA PIEZA SINTERIZADA, del 5 de Octubre de 2011, de MIBA SINTER AUSTRIA GMBH: Procedimiento para el mecanizado de un dentado en un perímetro exterior o en un contorno interior de una pieza de polvo metálico prensado y sinterizado, […]