Cabezal y procedimiento de mecanizado automático con visión.
Cabezal y procedimiento de mecanizado automático con visión que comprende un pie de presión dotado de ventanas laterales con capacidad de apertura y cierre,
envolviendo la herramienta de mecanizado, asociado con un dispositivo de desplazamiento vertical dotado de bloqueo mecánico, un equipo de visión conectado con un equipo informático y un módulo de comunicaciones.
La invención que se presenta aporta la principal ventaja de dotar a un robot antropomórfico, pensado originalmente para la industria del automóvil y dotado de una precisión relativamente baja, de una precisión de mecanizado notablemente superior, equivalente a equipos de mucha mayor precisión o a robots de tipo de cinemática paralela, compensando asimismo, en tiempo real y de forma continua, el descentrado y la pérdida de la perpendicularidad por la presión del pie de presión, que son comunes en los cabezales convencionales y fuente de errores y falta de precisión.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330713.
Solicitante: LOXIN 2002, S.L..
Nacionalidad solicitante: España.
Inventor/es: ANDUCAS AREGALL,Jordi, GANCHEGUI ITURRIA,Carlos, GALARZA CAMBRA,José Javier.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J15/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › especialmente adaptadas al remachado de piezas determinadas, p. ej. máquinas para poner guarniciones de frenos.
- B25J11/00 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25J MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS (dispositivos robóticos para recolección individual de frutas, hortalizas, lúpulo y similares A01D 46/30; manipuladores de agujas para cirugía A61B 17/062; manipuladores asociados a las laminadoras B21B 39/20; manipuladores asociados a las máquinas de forja B21J 13/10; medios para mantener las ruedas o sus elementos B60B 30/00; grúas B66C; disposiciones para la manipulación del combustible o de otros materiales utilizados en el interior de reactores nucleares G21C 19/00; combinación estructural de manipuladores con celdas o recintos protegidos contra la radiación G21F 7/06). › Manipuladores no previstos en otro lugar.
- B25J19/02 B25J […] › B25J 19/00 Accesorios adaptados a los manipuladores, p. ej. para controlar, para observar; Dispositivos de seguridad combinados con los manipuladores o especialmente concebidos para ser utilizados en asociación con estos manipuladores (dispositivos de seguridad en general F16P; protección contra las radiaciones en general G21F). › Dispositivos sensibles.
Fragmento de la descripción:
Cabezal v procedimiento de mecanizado automático con visión
La presente memoria descriptiva se refiere, como su titulo indica, a un cabezal de mecanizado automático con visión del tipo de los utilizados industrialmente asociados a brazos de robot antropomórficos para realizar diversas tareas de mecanizado, especialmente taladrado y remachado, bajo el control de un módulo controlador del robot, y que comprende un pie de presión dotado de ventanas laterales con capacidad de apertura y cierre, envolviendo la herramienta de mecanizado, asociado con un dispositivo de desplazamiento axial dotado de bloqueo mecánico, un equipo de visión conectado con un equipo informático y un módulo de comunicaciones entre éste y el módulo controlador del robot, que permite que el equipo de visión pueda interactuar con el controlador del robot, todo ello con un procedimiento característico de operación.
Campo de la invención
La invención se refiere principalmente pero no exclusivamente al campo de los cabezales de mecanizado, especialmente para taladrado y remachado, asociados a brazos de robot antropomórficos.
Estado de la técnica
En la actualidad los robots antropomórficos son conocidos y ampliamente utilizados industrialmente, especialmente en la industria del automóvil. Son dispositivos versátiles y relativamente baratos, pero las principales desventajas son su falta de rigidez y en consecuencia también de precisión, que puede llegar a cometer errores de más de 2mm, lo cual hace que no sean de aplicación para aquellas aplicaciones en las que los requerimientos de precisión sean varios órdenes superiores, como por ejemplo aplicaciones de mecanizado, taladrado y remachado en la industria aeronáutica, en donde son requeridas precisiones de centésimas o milésimas de mm.
Estas precisiones se pueden alcanzar mediante equipos de alta precisión o máquinas de cinemática paralela, pero presentan el inconveniente de su alto coste, originado por la necesaria tecnología de precisión en su fabricación y por las tecnologías de control.
En el uso de robots antropomórficos hay aplicaciones que mejoran su precisión mediante el uso de sistemas de medición externos en los que por ejemplo un láser tracker detecta la posición en el espacio de la cabeza del robot y le envía las órdenes correspondientes para corregirlo, pero además del alto coste de estos equipos, presentan el gran inconveniente de que siempre tiene que estar despejado el campo visual entre robot y equipo externo de medición, lo cual es un gran inconveniente y en la mayoría de aplicaciones no es posible.
Ha habido algunos intentos de mejorar la precisión intrínseca de los robots antropomórficos, normalmente modificando robots de serie para añadirles encoders secundarios de alta precisión en los ejes de salida de las reductoras que mueven los ejes del brazo robot y normalmente sustituyendo en algunos casos al mismo tiempo el controlador del robot por un control numérico, consiguiendo de esta forma aumentar parcialmente su rigidez y mejorar su precisión, pero presentan los inconvenientes de su alto coste económico, con lo cual se pierde una de las mayores ventajas de estos robots, problemas de mantenimiento y ajuste, y de piezas de recambio, ya que dejan de ser robots estándar o seriados del catálogo del fabricante, con lo cual se crea una dependencia extra de la empresa que modifica los robots desde el punto de vista del cliente o utilizador final.
Son conocidas asimismo las patentes ES2152171A1 y W02007108780A2, que incorporan equipos de visión convencional en maquinas herramientas, pero únicamente para propiciar una buena visión del área de trabajo, sin conseguir incrementar la precisión.
También son conocidas aplicaciones de cámaras de video en robots, como por ejemplo encontramos en las patentes W003064116A2, US2010286827A1, US2003144765A1, ES2142239_A1, ES2036909_A1 y
CN101205662, pero al igual que en el caso anterior su misión es propiciar una buena visión del área de trabajo durante la programación del robot, sin conseguir incrementar la precisión de una manera automática.
Asimismo se conocen robots dotados de dos cámaras, tal y como se recoge en las patentes CN101726296 y W02006019970A2, pero tampoco contribuyen a mejorar la precisión del robot, sino únicamente para el reconocimiento de formas u objetos.
También se conocen algunos procedimientos de mejorar la precisión intrínseca de los robots antropomórficos sin equipo de visión, basado en elementos puramente mecánicos, como por ejemplo el descrito en la patente US2009018697, en lo que se utiliza un sistema mecánico para medir las desviaciones del robot al aplicarle
fuerzas adicionales, pero que presentan el problema de que, cuando se produce un deslizamiento mecánico entre la pieza y la boquilla de medición, ya no es posible retornar al punto objetivo.
Descripción de la invención
Para solventar la problemática existente en la actualidad en cuanto a la precisión en el mecanizado, mejorando la perpendicularidad y precisión en los movimientos de los brazos robóticos, se ha ideado el cabezal de mecanizado automático con visión objeto de la presente invención, el cual comprende un pie de presión, envolviendo la herramienta de mecanizado, asociado con un dispositivo de desplazamiento axial al eje de la herramienta dotado de bloqueo mecánico, asociado con un equipo de visión, que comprende varias cámaras de video y opcionalmente un proyector láser, conectado con un equipo informático dotado de un software específico para el control tridimensional, y un módulo de comunicaciones que le permite interactuar con el controlador del robot. El equipo de visión será preferiblemente del tipo de 3D.
El pie de presión está formado por una campana dotada de ventanas laterales que permiten la visión, por parte de la cámara o cámaras de visión artificial, de la superficie de trabajo a través de las aberturas de la campana cuando el pie de presión está realizando su función, es decir, mientras está en la posición de trabajo. Estas ventanas laterales disponen de unos cierres impidiendo la salida de virutas durante el mecanizado, ya que el propio pie de presión incorpora un sistema de aspiración para evacuar el polvo y las virutas generadas en el mecanizado
El equipo informático se encuentra conectado, mediante el módulo de comunicaciones, con el módulo controlador del brazo robot, preferentemente de tipo antropomórfico, que proporciona los movimientos al cabezal de mecanizado, realizando correcciones en las órdenes del módulo controlador del robot en función de la imagen recibida de las cámaras de video que forman el equipo de visión, y de los cálculos y predicciones que éste realiza.
El módulo controlador del robot puede ser bien un control numérico externo o bien el propio controlador del robot que ofrecen los fabricantes del mismo.
Este cabezal de mecanizado con visión comporta un procedimiento de operación especifico que permite conseguir la anulación de fuerzas externas y la corrección de la posición.
La anulación de fuerzas externas parte del hecho conocido de que, cuando al robot se le aplica una pequeña fuerza adicional en su extremo de trabajo o en otra parte del conjunto, el robot, debido a su muy baja rigidez, pierde la posición y orientación alcanzadas, sin que su controlador sea consciente de ello, y por lo tanto no intentará devolver al brazo robot a su pose inicial. En este procedimiento se utiliza la información cinemática del robot mediante el sistema de visión. Esta información permitirá reposicionar el robot devolviéndolo a la posición correcta, previa al uso de la fuerza que ha modificado su posición y orientación.
En el proceso de anulación de fuerzas hay que tener en cuenta que el robot se enfrenta a una superficie en la cual quiere realizar una acción que conllevara el uso de una fuerza que le hará modificar su posición real sin que se haya indicado ese movimiento de forma directa al controlador robot. Esta parte del proceso realizará las siguientes funciones:
1. El robot se posiciona enfrente de la superficie de trabajo.
2. El equipo de visión escanea la superficie y su rugosidad, fija sobre la superficie el punto exacto de operación y obtiene las coordenadas espaciales del robot.
3. Se aplica una fuerza adicional sobre el robot, en este caso por ejemplo por el pie de presión contra la superficie de trabajo, que hace que el robot pierda su posición. Ningún dispositivo del robot le informa al controlador del robot que ha perdido la posición ya que la pérdida viene dada por deformaciones mecánicas.
4. El robot hace una petición al equipo de visión para que escanee de nuevo la superficie...
Reivindicaciones:
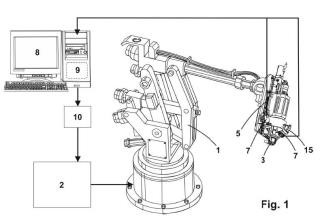
1 - Cabezal de mecanizado automatizado con visión, del tipo de los utilizados industrialmente asociados a brazos de robot (1) para realizar diversas tareas de mecanizado, tales como taladrado y remachado, bajo el control de un módulo controlador del robot (2), caracterizado por comprender:
- un pie de presión (3), envolviendo la herramienta de mecanizado (4),
- tal pie de presión (3) asociado con un dispositivo de desplazamiento vertical (5) dotado de bloqueo mecánico (6),
- un equipo de visión, dotado al menos de dos cámaras de video (7), conectado con un equipo informático (8) dotado de un software específico (9), y
- un módulo de comunicaciones (10).
2 - Cabezal de mecanizado automatizado con visión, según la reivindicación 1, caracterizado por que el equipo de visión comprende un dispositivo láser (15) que proyecta un haz en forma de cruz.
3 - Cabezal de mecanizado automatizado con visión, según la reivindicación 1, caracterizado por que el pie de presión (3) está formado por una campana dotada de ventanas laterales (11) que permiten la visión, por parte de las cámaras de video (7), de la herramienta de mecanizado (4) ubicada en su interior y de su superficie de trabajo.
4 - Cabezal de mecanizado automatizado con visión, según la reivindicación 3, caracterizado por que las ventanas laterales (11) del pie de presión (3) disponen de unos cierres (12) que bloquean la visión, por parte de las cámaras de video (7), de la herramienta de mecanizado (4) ubicada en su interior, impidiendo la salida de virutas durante el mecanizado.
- Cabezal de mecanizado automatizado con visión 3D, según la reivindicación 4, caracterizado por que los cierres (12) de las ventanas laterales (11) del pie de presión (3) se realizan mediante una segunda campana (13) concéntrica del pie de presión (3) y dotada de capacidad de giro con respecto a este, dotada de aberturas coincidentes con las ventanas laterales (11) en una posición abierta, y no coincidentes en una posición cerrada del pie de presión (3).
6 - Procedimiento de operación de un cabezal de mecanizado automatizado con visión como el descrito en las anteriores reivindicaciones, caracterizado por que realiza correcciones en las órdenes del módulo controlador del robot (2) en función de la imagen recibida de la cámara o cámaras de video (7) que forman el equipo de visión, y comprende
- una primera fase de medición sobre la pieza a mecanizar,
- una segunda fase de posicionamiento del cabezal en el punto objetivo de trabajo,
- una tercera fase de corrección de la posición y orientación del cabezal mediante la visión, y
- una cuarta fase de mecanizado u operación específica para la que se ha diseñado el dispositivo.
7 - Procedimiento de operación de un cabezal de mecanizado automatizado con visión, según la reivindicación
6, caracterizado porque en la primera fase de medición se toman puntos de referencia, mediante las cámaras de video (7) que forman el equipo de visión, en la pieza a mecanizar en la zona próxima del área a mecanizar, tomando un mínimo de dos puntos para trazar una línea virtual, o un mínimo de tres puntos para determinar un plano de referencia, comprendiendo
- un primer paso de determinación de los puntos de referencia,
- un segundo paso de determinación del posicionado en la línea o plano que crean los puntos de referencia anteriormente calculados, y
- un tercer paso de realización, mediante el software específico (9) incorporado en el equipo informático (8), de una predicción o estimación de los errores de posicionado que va a cometer el robot (2) cuando sea dirigido a un punto intermedio entre las referencias tomadas, y por tanto se puede corregir la posición final.
8 - Procedimiento de operación de un cabezal de mecanizado automatizado con visión, según la reivindicación
7, caracterizado por que el paso de determinación de los puntos de referencia comprende
- una primera operación en la que se mide con el equipo de visión el punto de referencia 1, en la posición 1,
- una segunda operación en la que el robot (2) reposiciona a la nueva posición 1, ahora posición 2 mediante los datos medidos,
- una tercera operación en la que el cabezal de mecanizado hace una traslación/rotación,
- una cuarta operación en la que vuelve a la posición 2,
- una quinta operación en la que se mide de nuevo el punto de referencia 1,
- una sexta operación en la que el robot (2) reposlclona a la nueva posición 2, ahora posición 3 mediante los datos medidos,
- una séptima operación en la que el cabezal de mecanizado hace una traslación/rotación,
- una octava operación en la que vuelve a la posición 3, y
- una novena operación en la que se mide el punto de referencia 1 y se almacena como punto de control, repitiéndose estas operaciones para cada uno de los puntos de referencia.
9 - Procedimiento de operación de un cabezal de mecanizado automatizado con visión, según la reivindicación 7, caracterizado por que el paso de determinación del posicionado en la línea o plano que crean los puntos de referencia anteriormente calculados comprende
- una primera operación en la que se introduce la distancia real entre cada dos puntos de referencia, y
- una segunda operación en la que se calculan, mediante el software específico (9) incorporado en el equipo informático (8), las correcciones que debe aplicar a los puntos intermedios y/o próximos de la línea o plano que crean los puntos de referencia determinados mediante el valor real de los dichos puntos de referencia.
- Procedimiento de operación de un cabezal de mecanizado automatizado con visión, según la reivindicación 6, caracterizado por que la segunda fase de posicionamiento del cabezal en la zona a mecanizar comprende un paso de desplazamiento del cabezal, mediante el movimiento del brazo de robot (1) ordenado por el módulo controlador del robot (2), a las coordenadas en la que se desea mecanizar.
11 - Procedimiento de operación de un cabezal de mecanizado automatizado con visión, según la reivindicación 6, caracterizado por que la tercera fase de corrección de la posición del cabezal mediante la visión comprende un primer paso en el que, en caso de superficies normales, no brillantes o pulidos, se toma una imagen de referencia de la pieza mediante las cámaras de video (7) que forman el equipo de visión, a través de las ventanas laterales (11) del pie de presión (3), que estarán en su posición abierta, analizando su rugosidad mediante el software específico (9) incorporado en el equipo informático (8) y ubicando el punto de operación referido a la misma.
12 - Procedimiento de operación de un cabezal de mecanizado automatizado con visión, según la reivindicación 6, caracterizado por que la tercera fase de corrección de la posición del cabezal mediante la visión comprende un primer paso en el que, en caso de superficies muy brillantes o pulidas el propio cabezal realiza una pequeña marca o picoteado, actuando ligeramente con la herramienta de mecanizado (4) sobre el punto objetivo en la superficie de la pieza de la que se tomará una imagen de referencia mediante las cámaras de video (7) que forman el equipo de visión, a través de las ventanas laterales (11) del pie de presión (3), que estarán en su posición abierta, previamente a la aplicación de fuerzas adicionales, identificándolo mediante la imagen de dicha marca como referencia.
13 - Procedimiento de operación de un cabezal de mecanizado automatizado con visión, según la reivindicación 6, caracterizado por que la tercera fase de corrección de la posición del cabezal mediante la visión comprende
- un segundo paso de descenso del pie de presión (3) mediante el dispositivo de desplazamiento vertical (5), sobre la superficie a mecanizar, en el que con la consiguiente fuerza ejercida por el pie de presión (3) sobre la zona a mecanizar, produce un desplazamiento del brazo de robot (1) que implica una desviación de la posición y orientación deseadas originalmente, lo cual implica un error de posicionamiento, continuando con
- un tercer paso en el que el sistema de visión, comparando la imagen obtenida ahora mediante las cámaras de video (7) que forman el equipo de visión, a través de las ventanas laterales (11) del pie de presión (3), que seguirán en su posición abierta, con la imagen de referencia obtenida en el primer paso y que se utiliza como referencia, generan una orden de desplazamiento del pie de presión (3) en la dirección deseada, volviendo a tomar otra imagen de la superficie a mecanizar a través de las ventanas laterales (11) del pie de presión (3), repitiendo esta fase hasta que la imagen sea coincidente con la imagen de referencia alrededor del punto de operación, es decir, hasta que las coordenadas del punto de operación actual coincidan con las fijadas en la segunda fase de posicionamiento del cabezal y la orientación alcanzada coincida con la deseada, que puede ser la de referencia obtenida en el primer paso o simplemente la normal a la superficie en el punto de operación.
14 - Procedimiento de operación de un cabezal de mecanizado automatizado con visión según la reivindicación 6, caracterizado por que la cuarta fase de mecanizado comprende
- un primer paso de bloqueo mecánico (6) del dispositivo de desplazamiento vertical (5) del pie de presión (3),
- un segundo paso de activación de los cierres (12) de las ventanas laterales (11) del pie de presión (3),
y
- un tercer paso de la herramienta de mecanizado (4) ubicada en su interior para realizar el mecanizado sobre la superficie.
- Procedimiento de operación de un cabezal de mecanizado automatizado con visión, según la reivindicación 6, caracterizado por que comprende una fase previa opcional de calibrado, consistente en la utilización de un útil de calibrado (14) para el ajuste de parámetros de funcionamiento, de tal manera que en el proceso de 5 calibrado se halla la correlación entre el sistema de coordenadas de la herramienta de mecanizado, el del sistema de visión y el del controlador del robot.
Patentes similares o relacionadas:
SISTEMA Y PROCEDIMIENTO PARA EL RECAMBIO DE REVESTIMIENTOS, CUYA CONFIGURACIÓN PERMITE RETIRAR E INTRODUCIR, EN FORMA AUTOMATIZADA, REVESTIMIENTOS DE UN MOLINO UTILIZADO PARA LA MOLIENDA DE MINERAL, del 2 de Julio de 2020, de MI ROBOTIC SOLUTIONS S.A: Un sistema y procedimiento para el recambio de revestimientos de un molino, cuya configuración permita la manipulación automatizada y robótica […]
Procedimiento de tratamiento de una superficie, y autómata correspondiente, del 20 de Mayo de 2020, de Les Companions: Procedimiento de tratamiento de una superficie a tratar, por medio de un autómata que consta de: - una base configurada para […]
Cobertura sensorizada para dispositivo industrial, del 19 de Febrero de 2020, de COMAU S.P.A.: Dispositivo automatizado , en concreto, un robot, que comprende: - una estructura móvil (4 a 8; 103; 203; 301); - medios de accionamiento (M; […]
Dispositivo automatizado con una estructura móvil, en concreto un robot, del 19 de Febrero de 2020, de COMAU S.P.A.: Dispositivo automatizado , en concreto, un robot, que comprende: - una estructura móvil (4 a 8; 103; 203; 301); - medios de accionamiento […]
Sistema de laminado automatizado de chapas y método de colocación, del 19 de Febrero de 2020, de THE BOEING COMPANY: Un sistema para la colocación de chapas de compuesto en localizaciones preseleccionadas; que comprende: un robot ; un efector […]
Control de movimiento de los conjuntos de robot de seguimiento que fabrican aeronaves, del 15 de Enero de 2020, de THE BOEING COMPANY: Un método que comprende: disponer un conjunto de robot móvil próximo a un fuselaje de una aeronave que se ensambla y configura para […]
Dispositivo para la medición de una rosca, del 23 de Octubre de 2019, de SMS group GmbH: Dispositivo para la medición de una rosca , que comprende un alojamiento para alojar de manera separable un tubo , en donde la rosca está […]
Conjunto funcional para una máquina industrial, en concreto para un robot, que incluye una unidad funcional equipada con una cubierta de seguridad, del 18 de Septiembre de 2019, de COMAU S.P.A.: Conjunto funcional para una máquina industrial, en particular para un robot, comprendiendo dicho conjunto funcional: - un bastidor de soporte, provisto de un reborde […]