Dispositivo para el endurecimiento por temple individual de componentes de equipo técnico.
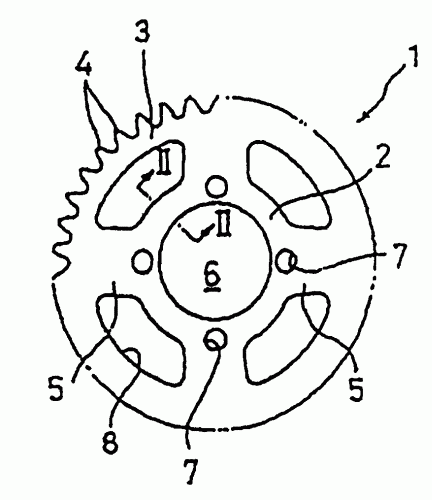
(15/01/2020) Dispositivo para el temple individual de los engranajes, piñones, anillos de cojinete y otros componentes similares de dispositivos técnicos, que comprende un horno de vacío con una cámara de temple, que está provista de unas puertas selladas herméticamente para la carga/descarga de piezas de trabajo, y un sistema de enfriamiento, caracterizado por que la cámara de temple comprende una mesa de soporte amovible sobre la que se coloca una pieza de trabajo única , rodeada por un conjunto de boquillas amovibles , en el que la colocación y los parámetros de la mesa y el conjunto de las boquillas se ajustan cada vez a la forma de la pieza de trabajo enfriada…
{kind=link}