CIP-2021 : C21D 1/84 : Enfriamiento lento dirigido (lechos de enfriamiento asociados a los laminadores B21B 43/00).
CIP-2021 › C › C21 › C21D › C21D 1/00 › C21D 1/84[1] › Enfriamiento lento dirigido (lechos de enfriamiento asociados a los laminadores B21B 43/00).
Notas[t] desde C21 hasta C30: METALURGIA
C QUIMICA; METALURGIA.
C21 METALURGIA DEL HIERRO.
C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B).
C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido.
C21D 1/84 · Enfriamiento lento dirigido (lechos de enfriamiento asociados a los laminadores B21B 43/00).
CIP2021: Invenciones publicadas en esta sección.
Plancha de acero HT550 con tenacidad ultraalta y soldabilidad excelente y método de fabricación de la misma.
(06/05/2020) Plancha de acero HT550 con tenacidad ultraalta y soldabilidad excelente, que tiene los siguientes componentes en porcentaje en peso:
C: el 0,04% ∼0,09%;
Si: menos del o igual al 0,15%;
Mn: el 1,25% ∼ 1,55%;
P: menos del o igual al 0,013%;
S: menos del o igual al 0,003%;
Cu: el 0,10% ∼ 0,30%;
Ni: el 0,20% ∼ 0,60%;
Mo: el 0,05% ∼ 0,25%;
Als: el 0,030% ∼ 0,060%;
Ti: el 0,006% ∼ 0,014%;
Nb: el 0,015% ∼ 0,030%;
N: menos del o igual al 0,0050%;
Ca: el 0,001 % ∼ 0,004%;
siendo el resto Fe e impurezas inevitables;
y simultáneamente, cumpliendo el contenido de los elementos descritos anteriormente las siguientes relaciones:
la relación entre C y Mn: la razón Mn/C es mayor de o igual a 15 y menor…
Lámina de acero inoxidable ferrítico que es excelente en maleabilidad y método de producción de la misma.
(22/04/2020). Solicitante/s: Nippon Steel Stainless Steel Corporation. Inventor/es: ISHIMARU,EIICHIRO, HAMADA JUNICHI.
Una lámina de acero inoxidable ferrítico excelente en maleabilidad, que consiste en, en % en masa, Cr: 10 a 30%, Sn: 0,005 a 1%, C: 0,001 a 0,1%, N: 0,001 a 0,1%, Si: 0,01 a 3,0%, Mn: 0,01 a 3,0%, P: 0,005 a 0,1%, S: 0,0001 a 0,01%, y que comprende opcionalmente además, en % en masa, uno o más de Ti: 0,005 a 0,5%, Nb: 0,005 a 0,5%, Zr: 0,005 a 0,5%, V: 0,01 a 0,5%, Ni: 0,01 a 1%, Mo: 0,1 a 3,0%, W: 0,1 a 3,0%, Cu: 0,1 a 3,0%, B: 0,0003 a 0,0100%, Al: 0,01 a 1,0%, Ca: 0,0001 a 0,003%, Mg: 0,0001 a 0,005%, Co: 0,001 a 0,5%, Sb: 0,005 a 0,3%, REM: 0,001 a 0,2%, y Ga: 0,0002 a 0,3% y un resto de Fe e impurezas inevitables, en donde una fuerza de difracción de rayos X en la orientación {100}<012> desde una capa superficial de la lámina de acero hasta t/4 es 2 o más, en donde "t" representa el espesor de la lámina.
PDF original: ES-2795681_T3.pdf
Material de acero tratado térmicamente y método de fabricación del mismo.
(31/07/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: KOJIMA,NOBUSATO, HIKIDA,KAZUO, TABATA,SHINICHIRO, MIZUI,NAOMITSU.
Un material de acero tratado térmicamente que comprende:
una composición química que consiste en, en % en masa:
C: de un 0,16 % a un 0,38 %;
Mn: de un 0,6 % a un 1,5 %;
Cr: de un 0,4 % a un 2,0 %;
Ti: de un 0,01 % a un 0,10 %;
B: de un 0,001 % a un 0,010 %;
Si: un 0,20 % o menos;
P: un 0,05 % o menos;
S: un 0,05 % o menos;
N: un 0,01 % o menos;
Ni: de un 0 % a un 2,0 %;
Cu: de un 0 % a un 1,0 %;
Mo: de un 0 % a un 1,0 %;
V: de un 0 % a un 1,0 %;
Al: de un 0 % a un 1,0 %;
Nb: de un 0 % a un 1,0 %;
REM: de un 0 % a un 0,1 % y
el resto: Fe e impurezas; y
una estructura que consiste en:
austenita retenida: un 1,5 % en volumen o menos; en la que austenita retenida está presente en la estructura de material tratado térmicamente; y
el equilibrio: martensita; y
una propiedad mecánica expresada por medio de un límite de elasticidad: 0,70 o más.
PDF original: ES-2744909_T3.pdf
Placa de acero ultra-espesa de sensibilidad débil a la fusiración y baja relación de límite de elasticidad a la tracción y su método de fabricación.
(27/02/2019) Una placa de acero ultra-pesada con baja sensibilidad al agrietamiento y baja relación de rendimiento es la relación entre el límite elástico y la resistencia a la tracción, en donde los porcentajes de masa de los componentes químicos de la placa de acero son C 0,05-0,09; Si 0,2-5 0,4; Mn 1,3-1,6; Al 0,02-0,04; Nb 0,03-0,08; V 0,03-0,08; Cr 0,1-0,5; Ni 0,1-0,5; Mo 0,1-0,3; Cu 0,2-0,5; Ti 0,01-0,02; P ≤ 0,015; S ≤ 0,003; N ≤ 0,007, el balance es Fe e impurezas inevitables, el equivalente de carbono es ≤ 0,43, el coeficiente de sensibilidad al agrietamiento en frío Pcm es ≤ 0,20,
en donde el equivalente de carbono Ceq y el coeficiente de sensibilidad al agrietamiento en frío Pcm se calculan respectivamente…
Chapa de acero de alta formabilidad, superresistente, galvanizada en caliente, y método de elaboración de la misma.
(22/02/2019). Solicitante/s: BAOSHAN IRON & STEEL CO., LTD. Inventor/es: WANG, LI, ZHONG,YONG, FENG,WEIJUN, ZHANG,LIYANG.
Chapa de acero de alta formabilidad, de resistencia superalta, galvanizada en caliente, que consiste en los siguientes componentes químicos, basándose en porcentaje en peso:
C: 0,18~0,22% en peso
Si: 1,4~1,8% en peso
Mn: 1,8~2,3% en peso
P ≤ 0,015% en peso
S ≤ 0,012% en peso
Al: 0,03~0,06% en peso
N ≤ 0,008% en peso, y
el resto siendo Fe e impurezas inevitables;
en la que la chapa de acero tiene una estructura a temperatura ambiente del 10~30% de ferrita + el 60~80% de martensita + el 5~15% de austenita residual; un límite de elasticidad de 600~900 MPa, una resistencia a la tracción de 980~1200 MPa, y un alargamiento del 15~22%.
PDF original: ES-2701407_T3.pdf
Chapa de acero inoxidable ferrítico que tiene excelente resistencia al calor.
(02/05/2018). Solicitante/s: Nippon Steel & Sumikin Stainless Steel Corporation. Inventor/es: INOUE,Yoshiharu, KANNO NORIHIRO, HAMADA JUNICHI.
Una chapa de acero inoxidable ferrítico que tiene una excelente resistencia al calor, que consta de, en términos de % en masa:
C: 0,02% o menos;
N: 0,02% o menos;
Si: más de 0,10% a 0,30% o menos;
Mn: 0,10% a 0,80%;
Cr: 15,0% a 21,0%;
Cu: 2,50% a 3,15%;
Nb: 0,30% a 0,80%;
Mo: 1,00% a 2,50%;
B: 0,0003% a 0,0030% y opcionalmente uno o más seleccionados de entre W: 2,0% o menos, Mg: 0,0050% o menos, Ni: 1,0% o menos, Co: 1,0% o menos y Ta: 0,50% o menos y/u opcionalmente uno o más seleccionados de entre Al: 1,0% o menos, V: 0,50% o menos, Sn: 0,5% o menos, Sb: 0,5% o menos, Ga: 0,1% o menos, Zr: 0,30% o menos y MTR (metal de tierras raras): 0,2% o menos,
con un resto de Fe e impurezas inevitables,
en el que el tamaño de partícula máximo de e-Cu que está presente en una estructura es de 20 nm a 200 nm, en el que el tamaño máximo de partícula se calcula como un diámetro de círculo equivalente.
PDF original: ES-2678876_T3.pdf
Procedimiento y dispositivo para la producción de una pieza moldeada con al menos dos zonas estructurales de diferente ductilidad.
(18/05/2016) Procedimiento para la producción de una pieza moldeada con al menos dos zonas estructurales de diferente ductilidad a partir de un producto semi-acabado , en particular una pletina de acero endurecible con un calentamiento en un horno de paso continuo y un proceso de templado, en donde el producto semi-acabado en el horno de paso continuo es calentado hasta una temperatura de austenización, a continuación, una primera zona parcial del producto semi-acabado se enfría hasta una temperatura a la que la estructura de la zona parcial se transforma en una estructura férrítico-perlítica, mientras que una segunda zona parcial del producto semi-acabado se mantiene a la temperatura de austenización, seguidamente el producto semi-acabado se transforma en una herramienta de templado en prensa para formar la pieza moldeada y se bonifica, caracterizado…
Procedimiento y disposición para la recuperación de energía térmica durante el tratamiento térmico de cinta de acero laminado en frío en un horno de campana para recocido.
(16/07/2014) Procedimiento para la recuperación de energía térmica durante el tratamiento térmico de cinta de acero laminada en frío en un horno de campana para recocido , donde la cinta de acero se calienta bajo una atmósfera de gas protector hasta una temperatura superior a la temperatura de recristalización y después es sometida, en una primera fase de enfriamiento lento (Pslow) subsiguiente y una segunda fase de enfriamiento rápido (Pfast) que tiene lugar a continuación de la primera fase de enfriamiento lento (Pslow), a la acción de un gas protector , cuya temperatura se reduce durante la primera fase (Pslow) hasta una…
PROCEDIMIENTO PARA TRATAMIENTO TERMICO DE RIELES.
(01/12/2005) Procedimiento para el tratamiento térmico de rieles , especialmente de rieles para calzadas o ferrocarriles laminados en caliente con piezas perfiladas de diferente masa, de modo que los rieles adquieren una textura deseada con alta resistencia a partir del calor de laminación mediante un tratamiento térmico y un enfriamiento encauzados de las piezas perfiladas en la zona perfilada, especialmente en la cabeza de riel, caracterizado por las etapas de procedimiento dispuestas sucesivamente: a) enfriamiento previo encauzado del riel a partir del calor de laminación a una temperatura interna de la cabeza de riel de 750º C a 850º C, de tal manera que…
Procedimiento para la fabricación de una pieza metálica de polvo sinterizado.
(01/08/2002). Solicitante/s: STACKPOLE LIMITED. Inventor/es: JONES, PETER, LAWCOCK, ROGER.
Procedimiento para la fabricación de una pieza metálica de polvo sinterizado, que comprende el mezclado de polvos de una composición deseada con lubricante y polvo de hierro base, la compactación de dichos polvos mezclados para la conformación, el sinterizado de dicha pieza conformada, y después el enfriamiento de dicha pieza sinterizada mediante: (a) mantenimiento isotérmico; o (b) enfriamiento lento dentro del intervalo de temperaturas de 650 C a 750 C durante 20 minutos a 2 horas, seguido de la conformación de dicha pieza a una densidad entre 7,4 a 7,7 g/cc.
SISTEMA DE APROVECHAMIENTO DEL CALOR DE FORJA EN PIEZAS ESTAMPADAS EN CALIENTE.
(16/03/1999) SISTEMA DE APROVECHAMIENTO DEL CALOR DE FORJA EN PIEZAS ESTAMPADAS EN CALIENTE. CONSISTE EN LA OBTENCION DE PIEZAS DE CARACTERISTICAS MECANICAS Y ESTRUCTURAS SIMILARES A LAS QUE SE OBTIENEN MEDIANTE LA APLICACION DE UN TRATAMIENTO TERMICO CONVENCIONAL, AL SOMETER LAS PIEZAS RECIEN ESTAMPADAS EN CALIENTE, SIMPLEMENTE A UN CONTROL DE ENFRIAMIENTO. EL ENFRIAMIENTO SE PRODUCE EN CAMARAS O RECEPTACULOS QUE CONTIENEN EN SU INTERIOR LA PIEZA O PIEZAS A TRATAR, CUBIERTAS DE UN ARIDO U OTRO MATERIAL AISLANTE QUE PRODUCE UNA DETERMINADA VELOCIDAD DE ENFRIAMIENTO. LAS CAMARAS SE DESPLAZAN AL QUEDAR FIJADAS A UNA CINTA TRANSPORTADORA , O BIEN, MATERIALIZADAS…
SISTEMA DE APROVECHAMIENTO DEL CALOR DE FORJA.
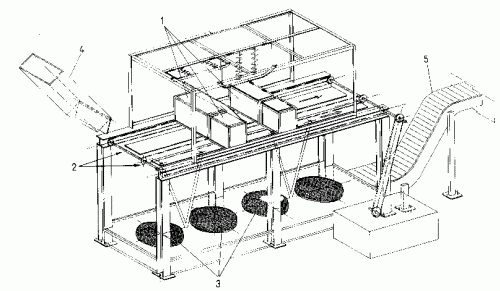
(01/03/1997). Ver ilustración. Solicitante/s: FORJAS DE VILLALBA, S.A. Inventor/es: RODRIGUEZ CARBAJO, PEDRO, ALDAITURRIAGA OTEGUI, IGNACIO.
SISTEMA DE APROVECHAMIENTO DEL CALOR DE FORJA. CONSISTE EN LA OBTENCION DE PIEZAS DE CARACTERISTICAS MECANICAS Y ESTRUCTURAS SIMILARES A LAS QUE SE OBTIENEN MEDIANTE LA APLICACION DE UN TRATAMIENTO TERMICO CONVENCIONAL, SOMETIENDOLAS SIMPLEMENTE A UN CONTROL DE ENFRIAMIENTO DE LAS PIEZAS RECIEN ESTAMPADAS. EL ENFRIAMIENTO DE TALES PIEZAS SE PRODUCE EN PEQUEÑAS CAMARAS AISLADAS, O MICRO-HORNOS CALORIFUGADOS CON MATERIALES AISLANTES Y DEBIDAMENTE CERRADOS, CONTENIENDO EN SU INTERIOR UNA MASA TOTAL DE PIEZAS CALIENTES, DETERMINADA. ESTOS MICRO-HORNOS SE DESPLAZAN FIJADOS A UNA CINTA TRANSPORTADORA DE FORMA QUE LAS PIEZAS CAEN POR GRAVEDAD AL ALCANZAR LOS TAMBORES O RODILLOS DE REENVIO, PERMANECIENDO ABIERTOS LOS MICRO-HORNOS DURANTE EL RECORRIDO DE RETORNO, TENIENDO LUGAR EN ESTE DESPLAZAMIENTO SU ENFRIAMIENTO A LA TEMPERATURA AMBIENTE, LA DE ORIGEN, MEDIANTE UNOS VENTILADORES , INFERIORMENTE SITUADOS.
ACERO Y METODO PARA MANUFACTURACION DEL ACERO.
(16/12/1995). Solicitante/s: OVAKO STEEL AKTIEBOLAG. Inventor/es: LUND, THORE, DRUGGE, ING-MARIE, INGO, ANNELI.
SE PRESENTA UN ACERO EN EL CUAL EL UNICO ADITIVO DE ALEACCION (A PARTE DEL CARBONO) ES EL MOLIBDENO Y/O TUGSTENO EN UNA CANTIDAD TOTAL DE ENTRE 0.2 Y 2.0%. EL ACERO SE MANUFACTURA CON UN METODO MEDIANTE EL CUAL SE PRODUCE UNA CANTIDAD INCREMENTADA DE FERRITA EN EL ACERO ANTES DE QUE SE FORME PERLITA EN EL MISMO MEDIANTE EL MANTENIMIENTO DE LA RELACION DE ENFRIAMIENTO POR DEBAJO DE UN VALOR CRITICO, A CAUSA DE LO CUAL SE FACILITA EL TRABAJO CON EL ACERO ANTES DE SU TRATAMIENTO FINAL. LA CANTIDAD DE SILICIO Y MANGANESO EN EL ACERO SE ENCUENTRA PARTICULARMENTE LIMITADA, EL CONTENIDO TOTAL DE SILICIO Y MANGANESO SERA INFERIOR AL 0.30% Y LA CANTIDAD DE CADA UNA DE ESAS SUBSTANCIAS (SILICIO Y MANGANESO) ESTARA PREFERIBLEMENTE POR DEBAJO DEL 0.15%. EN UNA CIERTA CONFORMACION, SE AÑADE ENTRE UN 1 Y 2% DE CROMO AL ACERO PARA INCREMENTAR LA CAPACIDAD DE TEMPLADO DEL MISMO.
TRATAMIENTO DE ACEROS RESISTENTES A LA CORROSION.
(16/11/1995). Solicitante/s: MIDDELBURG STEEL AND ALLOYS (PROPRIETARY) LIMITED. Inventor/es: HEWITT, JACK.
UN METODO DE TRATAMIENTO TERMICO DE UN CUERPO DE ACERO RESISTENTE A LA CORROSION QUE ESTA PREFERIBLEMENTE, EN FORMA DE BOBINA, TENIENDO UNA TEMPERATURA DE TRANSFORMACION ANSTENITICA A FERRITA Y CARBURO ENTRE 650 Y 850 (GRADOS) C Y UNA COMPOSICION QUE DA LUGAR A UN ACERO CON PROPIEDADES MECANICAS TIPICAS COMO SIGUE. TENSION DE PRUEBA 350 MPA, DE TRACCION ULTIMA 520 MPA, ALARGAMIENTO DE 25% Y DUREZA BRINELL 164 Y EN EL QUE ESTAN AUSENTES LAS MICROESTRUCTURAS MATENSITICAS GENERALMENTE; A VELOCIDADES DE ENFRIAMIENTO INFERIORES A 5 (GRADOS) C/MIN, Y EL METODO COMPRENDE: TRABAJO EN CALIENTE DEL CUERPO DE ACERO, POR ENCIMA DE LA TEMPERATURA DE TRANSFORMACION; ENFRIAMIENTO DEL ACERO TRABAJANDO EN CALIENTE POR DEBAJO DE LA TEMPERATURA DE TRANSFORMACION A UNA VELOCIDAD DE ENFRIAMIENTO ENTRE 10 Y 1 (GRADOS) C/MIN DETERMINADA PARA ASEGURAR GENERALMENTE LA AUSENCIA DE MICROESTRUCTURAS DE CUARTENSITA A TRAVES DEL CUERPO.
APARATO PARA ENFRIAR UNA BANDA DE ACERO.
(16/10/1988). Solicitante/s: MITSUBISHIJUKOGYO KABUSHIKI KAISHA. Inventor/es: HARADA, MASAHIRO, HYODO, KANEAKI, OKIDA, HAJIME.
APARATO PARA ENFRIAR UNA BANDA DE ACERO, DISPUESTO A AMBOS LADOS DE UNA BANDA DE ACERO EN MOVIIENTO Y QUE ESTA PROVISTO DE UNA TOBERA DEL TIPO DE AMORTIGUAMIENTO DE GAS A PRESION COMPUESTA DE DOS TOBERAS DE RENDIJA QUE SE EXTIENDEN EN DIRECCION LATERL A DICHA BANDA DE ACERO, ESTANDO LAS CABEZAS DE TOBERA DE DICHAS TOBERAS DE RENDIJA INCLINADAS ENTRE SI HACIA EL INTERIOR, Y ESTANDO PREVISTA UNA PLACA PLANA ENTRE DICHAS TOBERAS DE RENDIJA, CARACTERIZADA PORQUE COMPRENDE UNA PLURALIDAD DE NERVIOS DISPUESTOS SOBRE DICHA PLACA PLANA DE MANERA QUE CADA UNO DEDICHOS NERVIOS SE EXTIENDE DESDE LATOBERA DE RENDIJA SITUADO EN EL LADO ANTERIOR HASTA LA TOBERA DE RENDIJA SITUADA EN EL LADO POSTERIOR SEGUN EL MOVIMIENTO DE LA BANDA, Y PORQUE DICHOS NERVIOS ESTAN DISPUESTOS PARALELOS ENTRE SI A LO LARGO DE LA ANCHURA DEDICHA BANDA DE ACERO.
UN METODO E INSTALACION PARA ENFRIAR MATERIAL TROCEADO TAL COMO ESPONJA DE HIERRO O MATERIAL SINTERIZADO NODULIZADO.
(01/06/1986). Solicitante/s: SKF STEEL ENGINEERING AB..
METODO E INSTALACION PARA ENFRIAR MATERIAL TROCEADO TAL COMO ESPONJA DE HIERRO O MATERIAL SINTERIZADO NODULIZADO, DESDE UNA TEMPERATURA DE 700-1.000 GRADOS, HASTA UNA TEMPERATURA POR DEBAJO DE LOS 100 GRADOS. EL METODO COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, EL MATERIAL TROCEADO SE SUMINISTRA POR LA PARTE SUPERIOR A UN APARATO ENFRIADOR VERTICAL A TRAVES DE UNA TUBERIA DE SUMINISTRO; SEGUNDA, EL GAS ENFRIADOR SE SUMINISTRA CENTRALMENTE AL APARATO ENFRIADOR VERTICAL, SIENDO SUMINISTRADA UNA PRIMERA CORRIENTE DE GAS ENFRIADOR POR LA PARTE SUPERIOR DEL APARATO ENFRIADOR, LA CUAL SE HACE CIRCULAR TRANSVERSALMENTE CON RELACION A LA DIRECCION DE CIRCULACION DEL MATERIAL ENTRANTE.
METODO DE ENFRIAMIENTO DE UNA BANDA DE ACERO.
(01/08/1985). Solicitante/s: KAWASAKI STEEL CORPORATION MITSUBISHI HEAVY INDUSTRIES, LTD.
METODO PARA ENFRIAR UNA BANDA DE ACERO.COMPRENDE: SOMETER A LA BANDA DE ACERO DE UN GROSOR DETERMINADO, EN SU DESPLAZAMIENTO, A UN ESFUERZO DE TRACCION LONGITUDINAL CON EL FIN DE QUE A PARTIR DEL VALOR DE ESFUERZO DE TRACCION SE ESTUDIEN LOS VALORES DEL ANGULO DE BOBINADO DE LA BANDA SOBRE EL RODILLO REFRIGERANTE Y LA CAIDA DE TEMPERATURA PRODUCIDA POR TRANSMISION TERMICA, PARA QUE SE CUMPLA LA ECUACION (I), EN DONDE BDBTS ES LA CAIDA DE TEMPERATURA EN JC; BGBT ES EL ESFUERZO DE TRACCION; Q ES EL ANGULO DE BOBINADO; H ES EL ESPESOR DE LA BANDA DE ACERO; Y F,A Y C SON CONSTANTES DEPENDIENTES DE LOS VALORES ANTERIORES.
PROCEDIMIENTO PARA LA REFRIGERACION DE CARGAS EN HORNOS INDUSTRIALES DISCONTINUOS.
(01/06/1985). Solicitante/s: EBNER-INDUSTRIEOFENBAU ING. JOSEF EBNER KG.
MEJORAS EN EL PROCEDIMIENTO PARA LA REFRIGERACION DE CARGAS EN HORNOS INDUSTRIALES DISCONTINUOS.CONSISTENTES EN MODIFICAR LA COMPOSICION DEL GAS PROTECTOR ANTES Y/O DURANTE EL PROCESO DE REFRIGERACION, MEDIANTE UNA DISMINUCION DEL PESO ESPECIFICO DEL GAS PROTECTOR; COMPENSAR LA REDUCCION DE VOLUMEN QUE SE PRESENTA POR CONTRACCION, MEDIANTE UN GAS PROTECTOR CON PESO ESPECIFICO MENOR Y SUSTITUIR EL GAS PROTECTOR EMNPLEADO DURANTE EL CALENTAMIENTO ANTES DEL PROCESO DE REFRIGERACION, POR UN GAS PROTECTOR CON UN PESO ESPECIFICO MENOR.
UN METODO PARA ENFRIAR UN FLEJE DE ACERO EN UN HORNO DE RECOCIDO CONTINUO.
(01/04/1985). Solicitante/s: NIPPON STEEL CORPORATION.
METODO PARA ENFRIAR UN FLEJE DE ACERO EN UN HORNO DE RECOCIDO CONTINUO.COMPRENDE UN ENFRIAMIENTO UNIFORME MEDIANTE UN CONTROL DE REALIMENTACION Y UN CONTROL DE ALIMENTACION DIRECTA, SEGUN LOS CUALES SE CONTROLA LA ANCHURA DE SOPLADO DEL ENFRIADOR POR CHORRO DE GAS , DETECTADO PARA ELLO CON UNO O MAS TERMOMETROS , LA DISTRIBUCION DE TEMPERATURAS EN LA LAMINA.
PERFECCIONAMIENTOS EN APARATOS PARA CALENTAR Y ENFRIAR PRODUCTOS METALICOS.
(16/12/1980) INSTALACION PARA EL TRATAMIENTO TERMICO DE PRODUCTOS METALICOS, MEDIANTE CALENTAMIENTO O ENFRIAMIENTO CONTROLDADO DE LOS MISMOS. COMPRENDE UN POZO ALARGADO PARA RECIBIR LOS PRODUCTOS, PROVISTOS DE UNA TAPA SEPARABLE; UNA ENTRADA DE GAS EN UNO DE LOS EXTREMOS DEL POZO Y UNA SALIDA DE GAS EN EL OTRO EXTREMO; UN CONDUCTO QUE CONECTA AMBAS ENTRADAS Y SALIDAS DE GAS; UN VENTILADOR PARA HACER CIRCULAR GAS A TRAVES DEL CIRCUITO FORMADO POR EL POZO Y EL CONDUCTO; MEDIOS TERMICOS ADECUADOS PARA CALENTAR LOS PRODUCTOS DERECTAMENTE; UN QUEMADOR PARA CALENTAR EL GAS DE ENTRADA; MADIOS DE VALVULAS OPERABLES SELECTIVAMENTE PARA DIRIGIR LOS GASES CIRCULANTES…
UN METODO DE FABRICAR UNA RUEDA DE FERROCARRIL DE ACERO.
(16/10/1975). Solicitante/s: AMSTED INDUSTRIES INCORPORATED.
Resumen no disponible.
UN ENFRIADOR PARA ACERO PARA RESORTES Y MATERIAL PLANO SIMILAR.
(01/12/1965). Ver ilustración. Solicitante/s: QUAST,BRUNO.
Resumen no disponible.
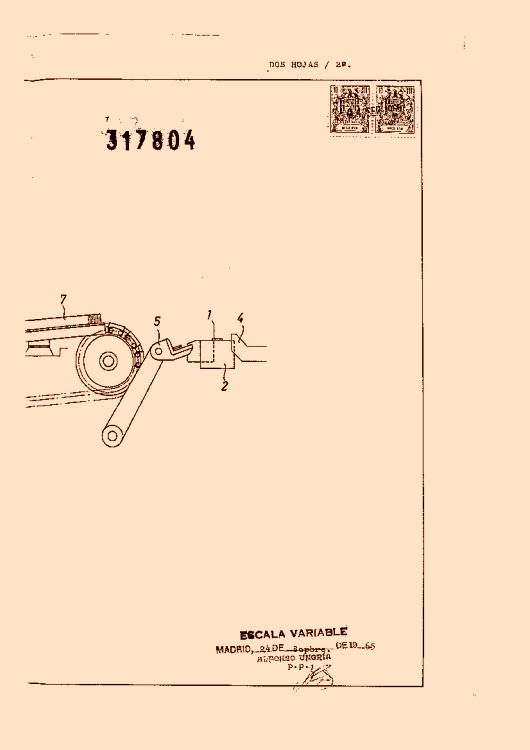
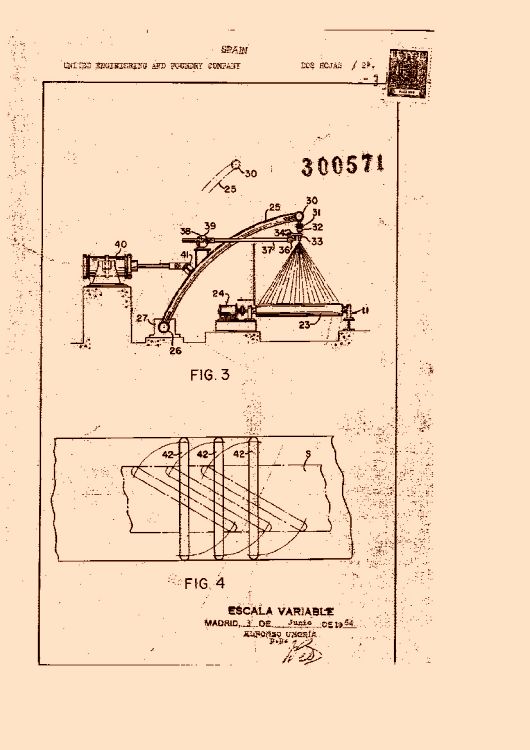
MÉTODO Y APARATO DE REFRIGERACIÓN DE PIEZAS DE TRABAJO METÁLICAS CALENTADAS.
(01/12/1964). Ver ilustración. Solicitante/s: UNITED ENGINEERING AND FOUNDRY COMPANY.
Resumen no disponible.
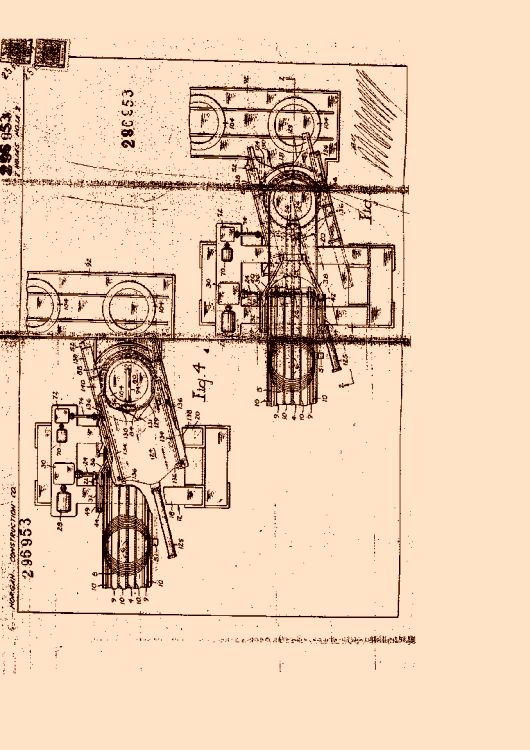
MÉTODO PARA RECONOCER Y DIVIDIR BARRAS EN ROLLOS.
(16/05/1964). Ver ilustración. Solicitante/s: MORGAN CONSTRUCTION COMPANY.
Resumen no disponible.
UN PROCEDIMIENTO DE ENFRIAR Y SOPORTAR METAL CALIENTE.
(16/03/1962). Solicitante/s: GREAT LAKES CARBON CORPORATION.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}