TUBULAR CONTINUO PARA LA FORMACIÓN DE BOLSAS.
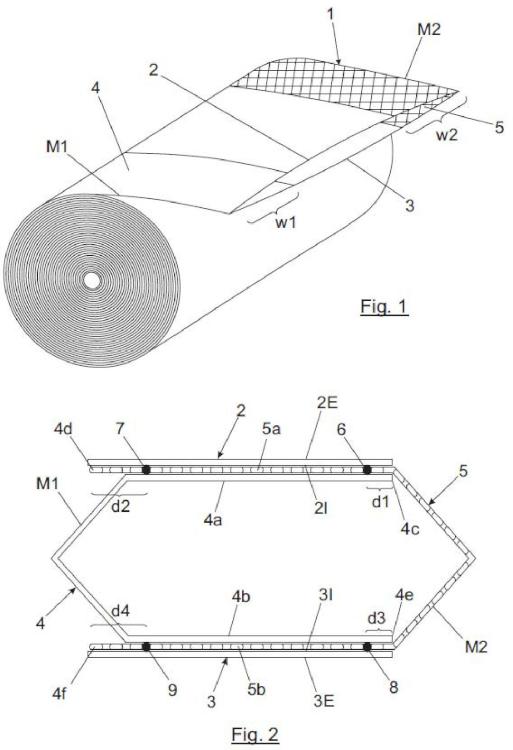
1. Tubular continuo para la formación de bolsas, constituido por una banda frontal (2) y una banda dorsal (3) unidas lateralmente por una primera banda lateral (4) y una segunda banda lateral (5),
dicho tubular (1) caracterizado porque la primera banda lateral (4) se encuentra formada por un primer material (M1); y porque la segunda banda lateral (5) se encuentra formada por un segundo material (M2), donde el primer material (M1) presenta una mayor rigidez que el segundo material (M2).
2. Tubular continuo para la formación de bolsas según la reivindicación 1, caracterizado porque la primera banda lateral (4) y la segunda banda lateral se encuentran unidas a la banda frontal (2) y a la banda dorsal (3) mediante encolado.
3. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 2, caracterizado porque la primera banda lateral (4) presenta una unión asimétrica respecto al eje longitudinal central de la banda frontal (2); y porque la segunda banda lateral (5) presenta una unión asimétrica respecto al eje longitudinal central de la banda dorsal (3).
4. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la primera banda lateral (4) presenta una primera anchura (w1); y porque la segunda banda lateral (5) presenta una segunda anchura (w2) mayor que la primera anchura (w1).
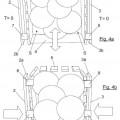
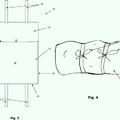
5. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 4, caracterizado porque la primera banda lateral (4) comprende una primera porción de refuerzo (4a) y una segunda porción de refuerzo (4b); y porque la segunda banda lateral (5) comprende una tercera porción de refuerzo (5a) y un cuarta porción de refuerzo (5b), donde la tercera porción de refuerzo (5a) queda dispuesta entre la banda frontal (2) y la primera porción de refuerzo (4a), y la cuarta porción de refuerzo (5b) queda dispuesta entre la banda dorsal (3) y la segunda porción de refuerzo (4b).
6. Tubular continuo para la formación de bolsas según la reivindicación 5, caracterizado porque la tercera porción de refuerzo (5a) se encuentra unida a la banda frontal (2) y a la primera porción de refuerzo (4a) mediante cola o adhesivo; y porque la cuarta porción de refuerzo (5b) se encuentra unida a la banda dorsal (3) y a la segunda porción de refuerzo (4b) mediante cola o adhesivo.
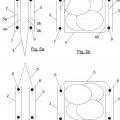
7. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 5 a 6, caracterizado porque comprende:
- un primer cordón de unión (6) situado a una primera distancia (d1) de un primer extremo (4c) de la primera banda lateral (4);
- un segundo cordón de unión (7) situado a una segunda distancia (d2) del extremo (4d) de la tercera porción de refuerzo (5a), siendo la primera distancia (d1) menor que la segunda distancia (d2);
- un tercer cordón de unión (8) situado a una tercera distancia (d3) de un segundo extremo (4e) de la primera banda lateral (4); y
- un cuarto cordón de unión (9) situado a una cuarta distancia (d4) del extremo (4f) de la cuarta porción de refuerzo (5b), siendo la tercera distancia (d3) menor que la cuarta distancia (d4).
8. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 7, caracterizado porque la banda frontal (2) y la banda dorsal (3) presentan una configuración laminar que comprende una lámina exterior (2E, 3E) y una lámina interior (2I, 3I) de diferente material unidas mediante cola o adhesivo, siendo la temperatura de fusión del material de la lámina exterior (2E, 3E) mayor que la temperatura de fusión del material de la lámina interior (2I, 3I).
9. Tubular continuo para la formación de bolsas según la reivindicación 8, caracterizado porque el material de la lámina exterior (2E, 3E) se selecciona entre papel, cartón o material no tejido; y porque el material de la lámina interior (2I, 3I) es plástico.
10. Tubular continuo para la formación de bolsas según la reivindicación 8, caracterizado porque el material de la lámina exterior (2E, 3E) es polipropileno; y porque el material de la lámina interior (2I, 3I) es polietileno.
11. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 7, caracterizado porque el material de la banda frontal (2) y de la banda dorsal (3) se selecciona entre papel plastificado, plástico grueso o cartón plastificado.
12. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 11, caracterizado porque el primer material (M1) se selecciona entre plástico o papel plastificado.
13. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 12, caracterizado porque el segundo material (M2) se selecciona entre malla de plástico o film de plástico.
14. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 13, caracterizado porque la primera banda lateral (4) y la segunda banda lateral (5) se disponen hacia fuera del tubular (1).
15. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 13, caracterizado porque la primera banda lateral (4) y la segunda banda lateral (5) se disponen hacia dentro del tubular (1).
Tipo: Modelo de Utilidad. Resumen de patente/invención. Número de Solicitud: U201530988.
Solicitante: PREFORMADOS TUBULARES, S.L..
Nacionalidad solicitante: España.
Inventor/es: DE CLASCA CABRE,JUAN CARLOS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B37/00
- B65D30/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 30/00 Sacos, bolsas o recipientes similares. › con los lados estratificados o múltiples colocados en la relación cara con cara, p. ej. lados dobles (B65D 30/14, B65D 30/26 tienen prioridad; con medios para amortiguar los golpes B65D 81/03).
- B65D30/10 B65D 30/00 […] › caracterizados por la forma o estructura.
- B65D85/34 B65D […] › B65D 85/00 Recipientes, elementos de embalaje o paquetes especialmente adaptados a objetos o a materiales particulares (B65D 71/00, B65D 83/00 tienen prioridad; utensilios de mano o equipamiento para viajes A45C; artículos cosméticos o de baño A45D; embalajes para escalpelos quirúrgicos, bisturís o sus cuchillas A61B 17/3215; recipientes especialmente adaptados a fines médicos o farmacéuticos A61J 1/00; botes de pintura B44D 3/12; bidones o latas de aceite F16N 3/04; estuches para llevar armas de fuego individuales F41C 33/06; embalaje de municiones o cargas explosivas F42B 39/00; recipientes para soportes de registro especialmente adaptados para cooperar con el aparato de registro o de reproducción G11B 23/00). › para frutas, p. ej. manzanas, naranjas o tomates.
Fragmento de la descripción:
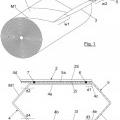
Campo de la invención La presente invención se refiere a un tubular continuo para la formación de bolsas de tipo cesta, especialmente destinadas a contener productos hortofrutícolas o similares, cuya configuración estructural simplifica el procedimiento de fabricación y bobinado del mismo, para su posterior uso en las máquinas envasadoras donde se realiza el llenado y cerrado de la bolsa, además de mejorar sensiblemente las prestaciones de presentación al público del producto final.
Antecedentes de la invención Los tubulares continuos para la formación de bolsas, también conocidos como tubulares preformados, han supuesto un importante avance en la industria del envasado de productos alimenticios en general, y especialmente en la de productos hortofrutícolas y similares. Estos tubulares se suministran enrollados en bobinas para su posterior carga en las máquinas de envasado. Durante el proceso de envasado, la máquina se alimenta del tubular preformado de modo continuo y de forma automática, calibrando la longitud, cortando, y sellando su base para la carga del producto, en sucesivas estaciones. El proceso de formación de la bolsa suele suponer el sellado por termosoldadura de dos franjas transversales del tubular continuo entre las que queda contenido el producto. La bolsa se puede completar con otros elementos de transporte, tales como asas, añadidos durante el sellado de las franjas transversales, o bien formados mediante el troquelado de las mismas. En los documentos ES2192962A1 y ES2282019A1 se pueden apreciar algunos ejemplos de estos tubulares continuos, así como el proceso de fabricación de los mismos.
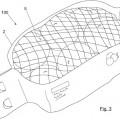
Paralelamente, las exigencias de los consumidores finales, en cuanto a la presentación del producto envasado han ido en aumento en los últimos tiempos. En este sentido, cada vez resulta más frecuente el envasado de determinados productos tales como tomates, ciruelas, melocotones o fresas en cestas o bandejas, también denominadas cestitas, que generan un mayor interés sobre los consumidores. Este tipo de envases suelen estar formados por un contenedor o bandeja prefabricado,
generalmente de plástico, configurado para soportar el peso del producto, y facilitar a su vez la colocación y/o exposición de la bolsa en el lugar de venta. A su vez, dicho contenedor suele estar envuelto y cerrado por una lámina o por una malla de plástico que permite la visualización del producto. En el caso de láminas de plástico, éstas cuentan generalmente con perforaciones para favorecer la aireación del mismo.
Actualmente, el llenado de estas cestitas suele iniciarse con el suministro de dichos contenedores prefabricados a las máquinas de envasado, quienes se abastecen de los mismos para transportarlos hacia las estaciones de llenado donde son cargados con el producto. Posteriormente son trasladados hacia las estaciones de sellado o cierre, donde se les recubre con la lámina o la malla de plástico. Así pues, el proceso de fabricación del envase y el proceso de llenado y sellado del mismo son independientes, es decir, son procesos que se llevan a cabo por separado. Ello supone mayores costes de fabricación, mayor consumo de energía y de materias primeras, y velocidades de envasado más bajas. Además requiere instalaciones más complejas, las cuales deben contar al menos con un suministrador de contenedores, una pesadora-llenadora y una enmalladora o selladora, que deben sincronizarse y manejarse por un elevado número de operarios.
El documento ES2463617A1 muestra una banda continua para la fabricación de bolsas tipo cesta de papel plastificado para productos hortofrutícolas. Los patrones que conforman cada una de estas cestas se encuentran previamente dimensionados a lo largo de la banda continua, uno al lado del otro. Así pues, la banda se encuentra destinada a cerrarse sobre sí misma, mediante la unión por termosoldadura de sus bordes longitudinales para configurar un tubo continuo. Una vez formado dicho tubo se procede a fragmentar el mismo, en sectores correspondientes a las respectivas cestas, y posteriormente se cierran los extremos transversales mediante termosoldadura.
Este tipo de banda continua presenta importantes inconvenientes. En primer lugar se aprecia una elevada complejidad en la fabricación de la propia banda continua. Cada tramo longitudinal de la banda configura el patrón de una cesta de dimensiones específicas, delimitada por zonas de termosoldadura longitudinales y transversales. Además requiere de la realización de ventanas, el cierre de las mismas mediante la
superposición de tiras de malla, y placas rectangulares de cartón plastificado en lugares específicos de la banda continua para impedir el aplastamiento del producto envasado. La complejidad de estos patrones, y el hecho de tener que asegurar la correcta disposición de los mismos, ralentizan el proceso de fabricación de la banda y encarecen su coste. En segundo lugar, se trata de un consumible que requiere de una máquina específica para su empleo, haciéndolo poco compatible con la maquinaria existente de las principales marcas del mercado. En tercer lugar se aprecia una mayor complejidad durante el envasado. En concreto, la banda continua debe someterse a múltiples operaciones antes de obtenerse la bolsa con el producto envasado, por lo que se mantiene una cierta independencia, o discontinuidad, entre el proceso de fabricación de la bolsa y el proceso de llenado de la misma. Por lo tanto, el proceso de envasado es más lento y supone un mayor consumo de energía y materias primeras. Finalmente, una vez que la banda continua se encuentra en la planta de envasado, no es posible adaptar la misma a otras dimensiones de bolsa/cesta.
En resumen, actualmente se desconoce de la existencia de tubulares continuos para la formación de bolsas de tipo cesta, ni de procesos continuos que permitan la generación/fabricación de estas bolsas y el llenado de las mismas en una sola operación.
La presente invención resuelve los problemas descritos mediante un tubular continuo para la formación de bolsas de tipo cesta, cuya simplificada configuración:
-facilita el procedimiento de fabricación del tubular, haciéndolo más sencillo,
rápido y eficiente;
-lo convierte en un consumible compatible con la maquinaria existente;
-facilita el procedimiento de envasado del producto, permitiendo su realización
en continuo de forma automática, mediante la generación/fabricación de la bolsa y el llenado de la misma en una sola operación (tan solo sellando sus extremos) , incrementando de este modo la velocidad de trabajo;
-facilita la adaptabilidad del tubular a los requerimientos del producto final,
contando con una simetría longitudinal que permite formar bolsas tipo cesta de mayor o menor capacidad;
-permite la recolocación de productos esféricos, dado que se trata de un envase
flexible, al contrario que los contenedores prefabricados rígidos actualmente utilizados;
-facilita la presentación del producto final, permitiendo combinar una gran diversidad de materiales, y al mismo tiempo poder disponer de información impresa en todas las caras visibles del tubular;
-genera una bolsa de tipo cesta que cuenta con una excelente rigidez, el mínimo de material necesario, y que está compuesta por elementos fácilmente biodegradables.
Descripción de la invención El tubular continuo para la formación de bolsas de tipo cesta de la presente invención, denominado también “tubular mixto”, se encuentra constituido por una banda frontal y una banda dorsal unidas lateralmente por una primera banda lateral y una segunda banda lateral.
La primera banda lateral se encuentra formada por un primer material, y la segunda banda lateral se encuentra formada por un segundo material, donde el primer material presenta una mayor rigidez que el segundo material. De este modo, una vez generada la bolsa, la primera banda lateral se convierte en la base de la cesta, contando con la rigidez necesaria para soportar el peso del producto y evitar que se expanda horizontalmente. A su vez, la segunda banda lateral se convierte en el elemento de cierre o sellado superior de la cesta, cuya función es contener el producto en el interior de la bolsa y, en los casos que sea necesario, permitir también la visualización y aireación del producto, por lo que sus exigencias a nivel de rigidez son menores que las de la primera banda lateral.
Las bandas laterales, también denominadas fuelles del tubular, se encuentran unidas a la banda frontal y a la banda dorsal preferentemente mediante encolado, a fin de simplificar el proceso de fabricación del tubular. No obstante, también es posible su unión por termosoldadura, u otros medios de unión,...
Reivindicaciones:
1. Tubular continuo para la formación de bolsas, constituido por una banda frontal (2) y una banda dorsal (3) unidas lateralmente por una primera banda lateral (4) y una segunda banda lateral (5), dicho tubular (1) caracterizado porque la primera banda lateral (4) se encuentra formada por un primer material (M1); y porque la segunda banda lateral (5) se encuentra formada por un segundo material (M2), donde el primer material (M1) presenta una mayor rigidez que el segundo material (M2).
2. Tubular continuo para la formación de bolsas según la reivindicación 1, caracterizado porque la primera banda lateral (4) y la segunda banda lateral se encuentran unidas a la banda frontal (2) y a la banda dorsal (3) mediante encolado.
3. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 2, caracterizado porque la primera banda lateral (4) presenta una unión asimétrica respecto al eje longitudinal central de la banda frontal (2); y porque la segunda banda lateral (5) presenta una unión asimétrica respecto al eje longitudinal central de la banda dorsal (3).
4. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la primera banda lateral (4) presenta una primera anchura (w1); y porque la segunda banda lateral (5) presenta una segunda anchura (w2) mayor que la primera anchura (w1).
5. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 4, caracterizado porque la primera banda lateral (4) comprende una primera porción de refuerzo (4a) y una segunda porción de refuerzo (4b); y porque la segunda banda lateral (5) comprende una tercera porción de refuerzo (5a) y un cuarta porción de refuerzo (5b), donde la tercera porción de refuerzo (5a) queda dispuesta entre la banda frontal (2) y la primera porción de refuerzo (4a), y la cuarta porción de refuerzo (5b) queda dispuesta entre la banda dorsal (3) y la segunda porción de refuerzo (4b).
6. Tubular continuo para la formación de bolsas según la reivindicación 5, caracterizado porque la tercera porción de refuerzo (5a) se encuentra unida a la banda frontal (2) y a la primera porción de refuerzo (4a) mediante cola o adhesivo; y porque la cuarta porción de refuerzo (5b) se encuentra unida a la banda dorsal (3) y a la segunda porción de refuerzo (4b) mediante cola o adhesivo.
7. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 5 a 6, caracterizado porque comprende:
- un primer cordón de unión (6) situado a una primera distancia (d1) de un primer extremo (4c) de la primera banda lateral (4);
- un segundo cordón de unión (7) situado a una segunda distancia (d2) del extremo (4d) de la tercera porción de refuerzo (5a), siendo la primera distancia (d1) menor que la segunda distancia (d2);
- un tercer cordón de unión (8) situado a una tercera distancia (d3) de un segundo extremo (4e) de la primera banda lateral (4); y
- un cuarto cordón de unión (9) situado a una cuarta distancia (d4) del extremo (4f) de la cuarta porción de refuerzo (5b), siendo la tercera distancia (d3) menor que la cuarta distancia (d4).
8. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 7, caracterizado porque la banda frontal (2) y la banda dorsal (3) presentan una configuración laminar que comprende una lámina exterior (2E, 3E) y una lámina interior (2I, 3I) de diferente material unidas mediante cola o adhesivo, siendo la temperatura de fusión del material de la lámina exterior (2E, 3E) mayor que la temperatura de fusión del material de la lámina interior (2I, 3I).
9. Tubular continuo para la formación de bolsas según la reivindicación 8, caracterizado porque el material de la lámina exterior (2E, 3E) se selecciona entre papel, cartón o material no tejido; y porque el material de la lámina interior (2I, 3I) es plástico.
10. Tubular continuo para la formación de bolsas según la reivindicación 8, caracterizado porque el material de la lámina exterior (2E, 3E) es polipropileno; y porque el material de la lámina interior (2I, 3I) es polietileno.
11. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 7, caracterizado porque el material de la banda frontal (2) y de la banda dorsal (3) se selecciona entre papel plastificado, plástico grueso o cartón plastificado.
12. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 11, caracterizado porque el primer material (M1) se selecciona entre plástico o papel plastificado.
13. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 12, caracterizado porque el segundo material (M2) se selecciona entre malla de plástico o film de plástico.
14. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 13, caracterizado porque la primera banda lateral (4) y la segunda banda lateral (5) se disponen hacia fuera del tubular (1).
15. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 13, caracterizado porque la primera banda lateral (4) y la segunda banda lateral (5) se disponen hacia dentro del tubular (1).
Patentes similares o relacionadas:
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Estructura laminar para envase que se puede volver a sellar, del 29 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Una estructura laminar para formar un envase, donde la estructura laminar comprende: una primera capa de película que define una […]
 Dispositivo de almacenamiento de productos frescos, del 28 de Agosto de 2019, de Sway International Pty Ltd: Uso de un dispositivo de almacenamiento de productos frescos para contener un producto fresco que incluye hierbas, frutas o verduras, teniendo el dispositivo de almacenamiento […]
Dispositivo de almacenamiento de productos frescos, del 28 de Agosto de 2019, de Sway International Pty Ltd: Uso de un dispositivo de almacenamiento de productos frescos para contener un producto fresco que incluye hierbas, frutas o verduras, teniendo el dispositivo de almacenamiento […]
Dispositivo y procedimiento para alimentar y dosificar bolsas de filtro con productos de infusión o extrusión, del 4 de Junio de 2019, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un dispositivo para alimentar y dosificar productos de infusión o extracción para una máquina para hacer bolsas de filtro (S) que contienen productos de infusión […]
Disposición de envase, del 22 de Abril de 2019, de Vortex Innovation Worx (Pty) Ltd: Una disposición de envase para la manipulación de masas de material fluido y que está adaptada para estar localizada dentro de un contenedor de masas intermedio […]
Saco de papel, del 17 de Abril de 2019, de DY-Pack Verpackungen Gustav Dyckerhoff GmbH: Saco de papel para carga a granel como cemento, yeso, material granulado, alimento para animales o parecidos, que tiene un fondo , de preferencia un fondo de […]
Bolsa, del 26 de Septiembre de 2018, de MONDI AG: Bolsa con una pared envolvente formada por al menos dos capas cerradas respectivamente mediante cordón de pegado longitudinal formando una manga con dos extremos […]
Saco de papel y procedimiento de fabricación para un saco de papel, del 11 de Abril de 2018, de DY-Pack Verpackungen Gustav Dyckerhoff GmbH: Saco de papel para productos a granel, como cemento, yeso , granulado, alimento para animales, u otros, con un fondo y una parte superior […]