TUBULAR CONTINUO PARA LA FORMACIÓN DE BOLSAS.
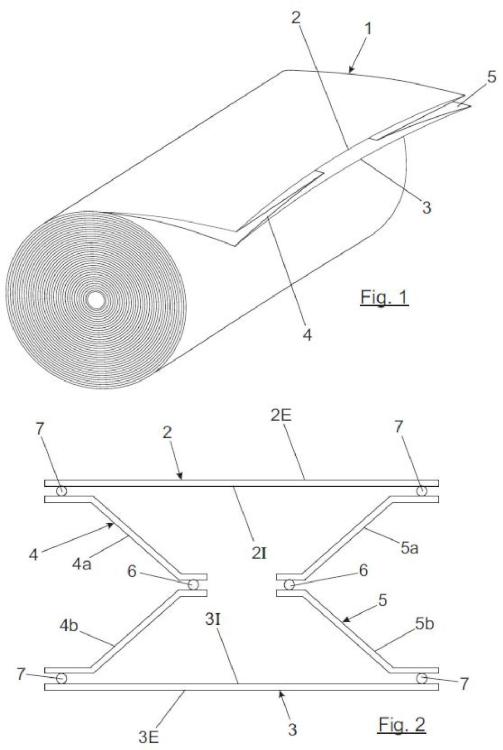
1. Tubular continuo para la formación de bolsas, constituido por una banda frontal (2) y una banda dorsal (3) unidas lateralmente por una primera banda lateral (4) y una segunda banda lateral (5),
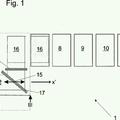
dicho tubular (1) caracterizado porque la primera banda lateral (4) se encuentra formada por una primera porción (4a) y una segunda porción (4b), estando la primera porción (4a) unida a la banda frontal (2) y a la segunda porción (4b), y la segunda porción (4b) unida a su vez a la banda dorsal (3), donde la primera porción (4a) se encuentra unida a la segunda porción (4b) mediante cola o adhesivo (6); y porque la segunda banda lateral (5) se encuentra formada por una tercera porción (5a) y una cuarta porción (5b), estando la tercera porción (5a) unida a la banda frontal (2) y a la cuarta porción (5b), y la cuarta porción (5b) unida a su vez a la banda dorsal (3), donde la tercera porción (5a) se encuentra unida a la cuarta porción (5b) mediante cola o adhesivo (6).
2. Tubular continuo para la formación de bolsas según la reivindicación 1, caracterizado porque las porciones (4a, 4b, 5a, 5b) se encuentran unidas a la banda frontal (2) y a la banda dorsal (3) mediante encolado.
3. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 2, caracterizado porque la banda frontal (2) y la banda dorsal (3) presentan un configuración laminar que comprende un lámina exterior (2E, 3E) y una lámina interior (2I, 3I).
4. Tubular continuo para la formación de bolsas según la reivindicación 3, caracterizado porque la lámina exterior (2E, 3E) y la lámina interior (2I, 3I) son de diferente material, siendo la temperatura de fusión del material de la lámina exterior (2E, 3E) mayor que la temperatura de fusión del material de la lámina interior (2I, 3I).
5. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 3 a 4, caracterizado porque la lámina exterior (2E, 3E) es de papel; y porque la lámina interior (2I, 3I) es de plástico.
6. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 3 a 4, caracterizado porque la lámina exterior (2E, 3E) es de material no tejido; y porque la lámina interior (21, 31) es de plástico.
7. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 3 a 4, caracterizado porque la lámina exterior (2E, 3E) es de polipropileno; y porque la lámina interior (2I, 3I) es de polietileno.
8. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 3 a 7, caracterizado porque la lámina exterior (2E, 3E) y la lámina interior (2I, 3I) se unen mediante cordones de cola (7).
9. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 8, caracterizado la lámina interior (2I, 3I) conforma las bandas laterales (4, 5).
10. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 9, caracterizado porque la banda frontal (2) y la banda dorsal (3) se encuentran formadas mediante papel plastificado.
11. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 10, caracterizado porque la banda frontal (2) y la banda dorsal (3) presentan microperforaciones.
12. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 11, caracterizado porque la primera banda lateral (4) y la segunda banda lateral (5) se disponen hacia dentro del tubular (1).
13. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 12, caracterizado porque la primera banda lateral (4) y la segunda banda lateral (5) se disponen hacia fuera del tubular (1).
Tipo: Modelo de Utilidad. Resumen de patente/invención. Número de Solicitud: U201530869.
Solicitante: PREFORMADOS TUBULARES, S.L..
Nacionalidad solicitante: España.
Inventor/es: DE CLASCA CABRE,JUAN CARLOS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B37/00
- B65D30/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 30/00 Sacos, bolsas o recipientes similares. › caracterizados por la forma o estructura.
Fragmento de la descripción:
Tubular continuo para la formación de bolsas.
Campo de la invención 5
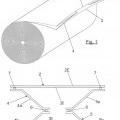
La presente invención se refiere a un tubular continuo para la formación de bolsas, especialmente destinadas a contener productos hortofrutícolas o similares, cuya configuración estructural facilita el procedimiento de fabricación y bobinado del mismo, además de mejorar las prestaciones de presentación al público del producto final. 10
Antecedentes de la invención
Los tubulares continuos para la formación de bolsas, también conocidos como tubulares preformados, han supuesto un importante avance en la industria del envasado de 15 productos alimenticios en general, y especialmente en la de productos hortofrutícolas y similares. Estos tubulares se suministran enrollados en bobinas para su posterior carga en las máquinas de envasado. Durante el proceso de envasado, la máquina se alimenta del tubular preformado para llevarlo en continuo y de forma automática hacia la estación de llenado, en la cual se forma la bolsa y se llena el producto en sucesivas estaciones. El 20 proceso de formación de la bolsa suele suponer el sellado por termosoldadura de dos franjas transversales del tubular continuo, que acaban conformando la base y la boca de la bolsa. A su vez, la boca se puede completar con otros elementos de transporte, tales como asas, añadidos durante el sellado de la boca, o bien formados mediante el troquelado de la misma. En los documentos ES2192962A1 y ES2282019A1 se pueden 25 apreciar algunos ejemplos de estos tubulares continuos, así como el proceso de fabricación de los mismos.
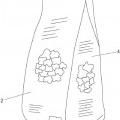
Paralelamente, las exigencias de los consumidores finales, en cuanto a la presentación del producto envasado y en cuanto a disponer de una mayor información del mismo 30 (origen, distribuidor, etc.) han ido en aumento en los últimos tiempos. En este sentido, una de las tendencias actuales consiste en envasar algunos productos hortofrutícolas, tales como las patatas, en bolsas de aspecto rústico, que generan un mayor interés sobre los consumidores. Estas bolsas suelen ser opacas, generalmente hechas con materiales a base de papel o con aspecto de papel, y a menudo conteniendo en su interior restos 35 derivados de la recogida del producto, tales como tierra, por lo que el consumidor tiene la sensación de que se trata de un producto más ecológico.
Una de las formas para realizar este tipo de bolsas se puede apreciar en el documento ES2476440A1. En él se muestra una banda continua en la que las bolsas, previamente 40 dimensionadas, se disponen desplegadas de forma transversal a la misma, una al lado de la otra. Así pues, la banda se encuentra destinada a cerrarse sobre sí misma, mediante la unión por termosoldadura de los bordes longitudinales de la bolsa para configurar un tubo continuo. Una vez formado dicho tubo se procede a separar el mismo de la banda para proceder al llenado del producto y a realizar la termosoldadura que 45 conforma la base y la boca de la bolsa.
Este tipo de banda continua presenta importantes inconvenientes. En primer lugar se aprecia una elevada complejidad en la fabricación de la propia banda continua. Cada tramo longitudinal de la banda configura el patrón de una bolsa de dimensiones definidas, 50 delimitada por zonas de termosoldadura longitudinales y transversales. La complejidad de esto patrones, y el hecho de tener que asegurar la correcta disposición de los mismos, ralentizan el proceso de fabricación de la banda y encarecen su coste. En segundo lugar, se trata de un consumible que requiere de una máquina específica para su empleo, haciéndolo poco compatible con la maquinaria existente de las principales marcas del mercado. En tercer lugar se aprecia una mayor complejidad durante el envasado. En concreto, la banda continua debe someterse a múltiples procesos antes de obtenerse la bolsa con el producto envasado. Por lo tanto, el proceso de envasado es más lento y supone un mayor consumo de energía. Finalmente, una vez que la banda continua se 5 encuentra en la planta de envasado, no es posible adaptar la misma a otras dimensiones de bolsa.
En resumen, actualmente se desconoce de la existencia de tubulares continuos para la formación de este tipo de bolsas. 10
La presente invención resuelve los problemas descritos mediante un tubular continuo para la formación de bolsas, cuya simplificada configuración:
- facilita el procedimiento de fabricación del tubular, haciéndolo más sencillo, rápido 15 y eficiente;
- lo convierte en un consumible compatible con la maquinaria existente;
- facilita el procedimiento de envasado del producto, permitiendo su realización en continuo de forma automática, y con un menor número de procesos, que incrementan la velocidad de trabajo; 20
- facilita la adaptabilidad del tubular a los requerimientos del producto final, contando con una simetría longitudinal que permite formar bolsas de mayor o menor capacidad;
- facilita la presentación del producto final, permitiendo combinar una gran diversidad de materiales, y al mismo tiempo poder disponer de información 25 impresa en todas las caras visibles del tubular.
Descripción de la invención
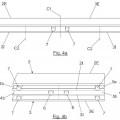
El tubular continuo para la formación de bolsas de la presente invención se encuentra 30 constituido por una banda frontal y una banda dorsal unidas lateralmente por una primera banda lateral y una segunda banda lateral.
La primera banda lateral se encuentra formada por una primera porción y una segunda porción, estando la primera porción unida a la banda frontal y a la segunda porción, y la 35 segunda porción unida a su vez a la banda dorsal, donde la primera porción se encuentra unida a la segunda porción mediante cola o adhesivo. A su vez, la segunda banda lateral se encuentra formada por una tercera porción y una cuarta porción, estando la tercera porción unida a la banda frontal y a la cuarta porción, y la cuarta porción unida a su vez a la banda dorsal, donde la tercera porción se encuentra unida a la cuarta porción mediante 40 cola o adhesivo.
Preferentemente, las porciones se encuentran unidas a la banda frontal y a la banda dorsal mediante encolado o adhesivo, aunque también pueden utilizarse otras formas de unión como termosoldadura, cosido, etc. 45
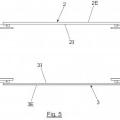
Preferentemente la banda frontal y la banda dorsal presentan un configuración laminar que comprende un lámina exterior y una lámina interior de diferente material, siendo la temperatura de fusión del material de la lámina exterior mayor que la temperatura de fusión del material de la lámina interior. Ello permite cerrar la base y la boca de la bolsa 50 por termosoldadura, aplicando calor sobre las láminas exteriores para provocar la fusión de las láminas interiores. Una vez fundidas, dichas láminas interiores se unen entre sí de forma estable.
Existen numerosas combinaciones posibles en la selección de materiales, tanto simples como compuestos, destinados a las láminas. De acuerdo a un primer ejemplo, la lámina exterior es de papel o cartón, mientras que la lámina interior es de plástico. De acuerdo a un segundo ejemplo, la lámina exterior es de material no tejido, mientras que la lámina interior es de plástico. De acuerdo a un tercer ejemplo, la lámina exterior es de 5 polipropileno, mientras que la lámina interior es de polietileno.
Preferentemente, la lámina exterior y la lámina interior se unen mediante cordones de cola, a fin de crear bandas frontales y dorsales más simples, fáciles de fabricar y económicas. 10
De acuerdo a un caso de realización particular, la lámina exterior se encuentra formada por un material compuesto, tal como el papel plastificado (plástico vulcanizado directamente sobre el papel) , mientras que la lámina interior puede ser de cualquier material; plástico, papel, cartón, malla, material no tejido etc., unido mediante cordones 15 de cola a la lámina exterior. Este caso de realización particular permite utilizar las láminas interiores para conformar las bandas laterales, tal y como se explica en la descripción de las figuras 4a y 4b, de cara a obtener un ventajoso procedimiento de fabricación del tubular.
Las bandas frontales y dorsales pueden estar formadas mediante materiales compuestos, tales como el papel plastificado (plástico vulcanizado directamente sobre el papel) , unidas a bandas laterales de cualquier material; plástico, papel, cartón, malla, material no tejido etc.
Según el tipo de producto a envasar, la banda frontal y la banda dorsal pueden presentar micro perforaciones para conseguir una mayor aireación del mismo.
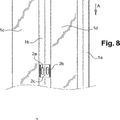
De acuerdo a un primer caso de presentación y bobinado, la primera banda lateral y la segunda banda lateral se disponen hacia dentro del tubular....
Reivindicaciones:
1. Tubular continuo para la formación de bolsas, constituido por una banda frontal (2) y una banda dorsal (3) unidas lateralmente por una primera banda lateral (4) y una segunda banda lateral (5), dicho tubular (1) caracterizado porque la primera banda lateral (4) se encuentra formada por una primera porción (4a) y una segunda porción (4b), estando la primera porción (4a) unida a la banda frontal (2) y a la segunda porción (4b), y la segunda porción (4b) unida a su vez a la banda dorsal (3), donde la primera porción (4a) se encuentra unida a la segunda porción (4b) mediante cola o adhesivo (6); y porque la segunda banda lateral (5) se encuentra formada por una tercera porción (5a) y una cuarta porción (5b), estando la tercera porción (5a) unida a la banda frontal (2) y a la cuarta porción (5b), y la cuarta porción (5b) unida a su vez a la banda dorsal (3), donde la tercera porción (5a) se encuentra unida a la cuarta porción (5b) mediante cola o adhesivo (6).
2. Tubular continuo para la formación de bolsas según la reivindicación 1, caracterizado porque las porciones (4a, 4b, 5a, 5b) se encuentran unidas a la banda frontal (2) y a la banda dorsal (3) mediante encolado.
3. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 2, caracterizado porque la banda frontal (2) y la banda dorsal (3) presentan un configuración laminar que comprende un lámina exterior (2E, 3E) y una lámina interior (2I, 3I).
4. Tubular continuo para la formación de bolsas según la reivindicación 3, caracterizado porque la lámina exterior (2E, 3E) y la lámina interior (2I, 3I) son de diferente material, siendo la temperatura de fusión del material de la lámina exterior (2E, 3E) mayor que la temperatura de fusión del material de la lámina interior (2I, 3I).
5. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 3 a 4, caracterizado porque la lámina exterior (2E, 3E) es de papel; y porque la lámina interior (2I, 3I) es de plástico.
6. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 3 a 4, caracterizado porque la lámina exterior (2E, 3E) es de material no tejido; y porque la lámina interior (21, 31) es de plástico.
7. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 3 a 4, caracterizado porque la lámina exterior (2E, 3E) es de polipropileno; y porque la lámina interior (2I, 3I) es de polietileno.
8. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 3 a 7, caracterizado porque la lámina exterior (2E, 3E) y la lámina interior (2I, 3I) se unen mediante cordones de cola (7).
9. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 8, caracterizado la lámina interior (2I, 3I) conforma las bandas laterales (4, 5).
10. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 9, caracterizado porque la banda frontal (2) y la banda dorsal (3) se encuentran formadas mediante papel plastificado.
11. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 10, caracterizado porque la banda frontal (2) y la banda dorsal (3) presentan microperforaciones.
12. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 11, caracterizado porque la primera banda lateral (4) y la segunda banda lateral (5) se disponen hacia dentro del tubular (1).
13. Tubular continuo para la formación de bolsas según cualquiera de las reivindicaciones 1 a 12, caracterizado porque la primera banda lateral (4) y la segunda banda lateral (5) se disponen hacia fuera del tubular (1).
Patentes similares o relacionadas:
Envasado, del 10 de Agosto de 2016, de Mondelez UK Holdings & Services Limited: Un método de fabricación de un material de envasado para usar en la conformación de un envase para envolver uno o más artículos, comprendiendo el método: a. laminar juntas […]
Bolsa de pliegues laterales constituida por un material compuesto de tejido de plástico y procedimiento para su fabricación, del 13 de Abril de 2016, de MONDI HALLE GMBH: Procedimiento de fabricación de una bolsa de pliegues laterales, en el que se alimenta una banda de material, en el que se conforma la banda […]
Procedimiento y máquina para fabricar en continuo envases de material flexible, del 16 de Febrero de 2016, de VOLPAK, S.A.U: Procedimiento para fabricar en continuo envases de material flexible a partir de una sola banda laminar continua, o a partir de varias bandas laminares continuas […]
 Dispositivo para fabricar sacos de material de forma tubular, del 13 de Enero de 2016, de WINDMOLLER & HOLSCHER KG: Dispositivo para fabricar sacos a partir de material de forma tubular que comprende un tejido de cintitas de plástico estiradas, […]
Dispositivo para fabricar sacos de material de forma tubular, del 13 de Enero de 2016, de WINDMOLLER & HOLSCHER KG: Dispositivo para fabricar sacos a partir de material de forma tubular que comprende un tejido de cintitas de plástico estiradas, […]
 TUBULAR CONTINUO PARA LA FORMACIÓN DE BOLSAS, del 23 de Septiembre de 2015, de PREFORMADOS TUBULARES, S.L.: 1. Tubular continuo para la formación de bolsas, constituido por una banda frontal y una banda dorsal unidas lateralmente por una primera banda lateral y […]
TUBULAR CONTINUO PARA LA FORMACIÓN DE BOLSAS, del 23 de Septiembre de 2015, de PREFORMADOS TUBULARES, S.L.: 1. Tubular continuo para la formación de bolsas, constituido por una banda frontal y una banda dorsal unidas lateralmente por una primera banda lateral y […]
 Dispositivo y método para producir preformas de recipiente, del 16 de Diciembre de 2013, de ECOLEAN AB: Método para producir preformas de recipiente a partir de una banda de material uniendo partes de paredopuestas de la banda de material, que comprende
desviar […]
Dispositivo y método para producir preformas de recipiente, del 16 de Diciembre de 2013, de ECOLEAN AB: Método para producir preformas de recipiente a partir de una banda de material uniendo partes de paredopuestas de la banda de material, que comprende
desviar […]
Dispositivo para producir preformas de recipiente, del 1 de Marzo de 2013, de Ecolean Research & Development A/S: Dispositivo para producir preformas de recipiente a partir de una banda de material continua, quecomprende un soporte de herramienta giratorio que […]
 BOLSA CON FUELLES EN MATERIAL PLASTICO PARA PRODUCTOS ALIMENTICIOS Y SU PROCEDIMIENTO DE FABRICACION, del 13 de Mayo de 2010, de VERIPLAST FLEXIBLE: Bolsa con fuelles (1a) y (1b) de material plástico para productos alimenticios, estando los fuelles (1a) y (1b) formados a nivel de los bordes longitudinales de la bolsa y resultando […]
BOLSA CON FUELLES EN MATERIAL PLASTICO PARA PRODUCTOS ALIMENTICIOS Y SU PROCEDIMIENTO DE FABRICACION, del 13 de Mayo de 2010, de VERIPLAST FLEXIBLE: Bolsa con fuelles (1a) y (1b) de material plástico para productos alimenticios, estando los fuelles (1a) y (1b) formados a nivel de los bordes longitudinales de la bolsa y resultando […]