PROCEDIMIENTO PARA LA FABRICACION DE UN REVESTIMIENTO RESISTENTE A LA ABRASION.
Procedimiento (100) para la fabricación de un revestimiento, en particular para laminados,
con los siguientes pasos de procedimiento:
a) desarrollo de un papel base de revestimiento de un rollo con la finalidad de obtener una banda de papel (10);
b) humidificación unilateral de la banda de papel (10) con un agente de impregnación (14);
c) impregnación de la banda de papel (10) en el núcleo mismo y dosificación de la aplicación de un agente de impregnación previsto para la impregnación;
d) aplicación unilateral fresco sobre fresco de una dispersión de resina/corindón bruto (27) sobre la banda de papel (10) y dosificación de la aplicación;
e) aplicación fresco sobre fresco sobre la cara opuesta de una masa de recubrimiento (29) sobre la banda de papel (10);
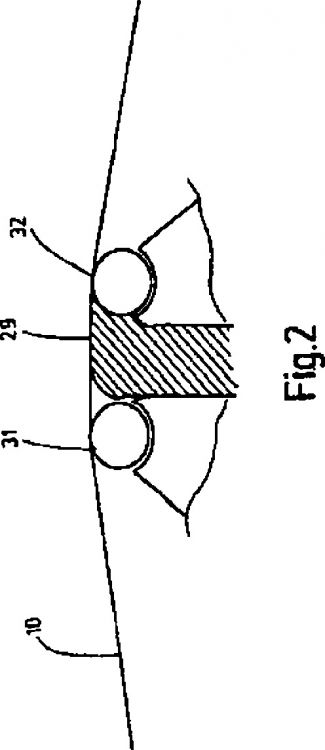
f) dosificación de la masa de recubrimiento (29) aplicada mediante un dispositivo de dosificación, en particular mediante al menos una rasqueta (31, 32), hasta el peso de aplicación deseado;
g) secado de la banda de papel (10) utilizando toda la longitud y capacidad del canal de secado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09001209.
Solicitante: DEKOR-KUNSTSTOFFE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: MELBACHER HOHE 1,57330 ERNDTEBRUCK.
Inventor/es: FISCHER, KLAUS, KREUDER,DR. REINHARD.
Fecha de Publicación: .
Fecha Solicitud PCT: 29 de Enero de 2009.
Clasificación Internacional de Patentes:
- B44C5/04R2
- D21H19/38B
- D21H27/26 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › caracterizadas por la hoja de cobertura o por los revestimientos superiores de las estructuras (paneles decorativos B44C 5/04; efectos de las vetas de la madera B44F 9/02).
Clasificación PCT:
- B44C5/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- D21H19/38 D21H […] › D21H 19/00 Papel cuché (cartón cuché D21J 1/08 ); Materiales de revestimiento (hojas de registro caracterizadas por el revestimiento usado para mejorar la receptividad de tinta, colorante o pigmento B41M 5/50). › caracterizados por los pigmentos.
- D21H27/26 D21H 27/00 […] › caracterizadas por la hoja de cobertura o por los revestimientos superiores de las estructuras (paneles decorativos B44C 5/04; efectos de las vetas de la madera B44F 9/02).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de un revestimiento resistente a la abrasión.
La invención se refiere a un procedimiento para la fabricación de un revestimiento resistente a la abrasión, en particular para laminados.
En el sector de la fabricación de laminados de suelo se emplean papeles de revestimiento cuya finalidad es generar sobre la capa decorativa verdadera una superficie de alta transparencia y al mismo tiempo muy resistente. Bajo resistencia se ha entendido hasta ahora una resistencia química elevada y solidez al agua de la superficie, además la capacidad de contrarrestar el desgaste mecánico y por consiguiente ante todo impedir el deterioro de la capa decorativa. Por ejemplo, el documento EP 0 875 399 A2 da a conocer un procedimiento dirigido a ello.
Lo primero se consigue mediante el empleo de resinas de formaldehído-melamina que mediante compactación y condensación de la resina proporcionan una superficie resistente compacta. La capacidad de resistencia mecánica se asegura por la aplicación de partículas duras, como por ejemplo, pequeños granos de corindón en la matriz de la resina.
La superficie del laminado terminado se genera por moldeo de la superficie de chapa prensada en la compactación. Para impedir un deterioro de la chapa prensada por el corindón en el revestimiento durante el proceso de prensado éste se recubre por una capa de pasta de madera.
Revestimientos semejantes se producen hoy en día principalmente según el procedimiento de revestimiento líquido, en el que la cantidad de corindón (en lo siguiente siempre denominado corindón bruto) necesaria para la consecución de las propiedades de resistencia a la abrasión se consigue por chorreado y dosificado de una dispersión de resina/corindón bruto sobre un papel base de revestimiento.
El estado de la técnica es un procedimiento en el que un papel base de revestimiento, la mayoría de las veces con un peso superficial de 25-35 g/m2, se desenrolla de un rollo. En esta banda de papel se aplica en primer lugar unilateralmente una disolución de resina mediante una cubeta en cuchara, de forma que las fibras de celulosa del papel pueden llenarse con la disolución de resina y se sustituye la mayor cantidad posible de aire de los capilares de fibras con resina.
A continuación se conduce el papel mediante rodillos de desvío a través de un "recorrido de respiración" más largo en el que la banda de papel se hincha por la absorción de humedad, luego la banda se conduce a través de una segunda cubeta de resina en la que se absorbe otra resina en la estructura del papel.
Después de esta así denominada impregnación de la banda de papel en el núcleo se pasa la banda de papel saturada ahora con la disolución de resina a través de dos rodillos de dosificación, que forman una hendidura con anchura definida y por consiguiente controlan el peso de aplicación de la disolución de resina sobre la banda de papel.
En el siguiente paso del procedimiento, en la banda de papel ya empapada de resina se aplica unilateralmente una dispersión de resina/corindón bruto, determinándose y ajustándose su peso de aplicación luego por otra hendidura de rodillos.
Según el procedimiento conocido hasta ahora, la banda de papel impregnada con resina y provista unilateralmente de corindón bruto ha sido secada en un canal de secado configurado como secador de suspensión a una humedad residual definida.
Si el revestimiento conserva junto a su función como capa cobertora transparente y resistente a la abrasión en el suelo laminado otras propiedades superficiales (por ejemplo, resistencia al desgaste), así está previsto según el procedimiento conocido hasta ahora del estado de la técnica que se adicione un aditivo correspondiente "a la masa". Esto significa que la cantidad completa de resina en el ámbito de la impregnación nuclear debe experimentar una modificación. No obstante, con ello se produce la desventaja de que un aditivo, que desarrolla su efecto sólo en la superficie, debe emplearse en grandes cantidades en la resina nuclear para el desarrollo del efecto, con la consecuencia de que esto conduce a un encarecimiento no módico del revestimiento a fabricar.
Alternativamente en los procedimientos conocidos hasta ahora, la banda de papel alimentada al dispositivo de secado se provee en su estado parcialmente seco de una aplicación superficial adicional, y de forma que la banda parcialmente seca, en el centro del dispositivo de secado presente en la configuración de un canal de secado, recibe una aplicación superficial adicional a través del grupo de aplicación. El grupo de aplicación puede ser, por ejemplo, un rodillo de trama o un dispositivo de rasqueta. No obstante, la aplicación según el procedimiento mencionado por último mediante el rodillo de trama va la mayoría de las veces en perjuicio de la velocidad de producción. Además, se ha mostrado que la aplicación de los rodillos de trama es posible sólo en una banda ya parcialmente seca y no puede llevarse a cabo en una aplicación fresco sobre fresco según este procedimiento.
Partiendo de las desventajas representadas así como apreciando el estado de la técnica mostrado en el procedimiento del tipo mencionado al inicio, la presente invención tiene por ello el objetivo de crear un procedimiento en el que mediante otro paso de la aplicación unilateral fresco sobre fresco puedan aplicarse aditivos sobre la superficie que le confieren otras propiedades importantes al revestimiento.
Este objetivo lo resuelve la invención por un procedimiento según la reivindicación 1.
Otras configuraciones ventajosas de la invención se manifiestan en las reivindicaciones dependientes.
Según la invención se realiza - por ejemplo, después de la impregnación de la banda de papel y aplicación unilateral de la dispersión de resina/corindón bruto - una aplicación fresco sobre fresco de una dispersión de resina/corindón fino y dosificación de la misma sobre la cara opuesta de la banda de papel. En lugar de la dispersión de resina/corindón fino puede aplicarse también cualquier otra dispersión de resina/aditivo para conseguir un efecto determinado en la superficie.
La aplicación fresco sobre fresco y dosificación de la dispersión de resina/aditivo se consigue porque la dispersión de resina/aditivo se conduce con presión suficiente a la hendidura entre las rasquetas y se aplica en la banda de papel. La dosificación de la dispersión aplicada se realiza a través de una rasqueta giratoria que puede estar configurada como rasqueta lisa o de hilo y puede rotar tanto en sentido opuesto o en el mismo sentido. La cantidad dosificada depende de la superficie de rasqueta y de la dirección y velocidad de rotación.
Un apoyo uniforme de la banda de papel y por consiguiente una aplicación uniforme de la dispersión de resina/aditivo se consiguen por un ligero apriete de la banda de papel sobre la rasqueta, lo que se controla por el espesor del enlazamiento del dispositivo de aplicación.
Mediante los métodos de dosificación mediante una rasqueta en los que se basa el procedimiento según la invención, se garantiza que puedan aplicarse de forma uniforme unilateralmente fresco sobre fresco pequeñas cantidades aplicadas de una masa de recubrimiento. Además, puede verse una gran ventaja de la invención en que se pone a disposición todo el dispositivo de secado para un secado eficiente de la banda de papel.
La aplicación fresco sobre fresco asegura además que entre la resina ya aplicada y la nueva capa aplicada no pueden originarse superficies límite, como podrían aparecer en la aplicación sobre una superficie de resina parcialmente seca.
Un ejemplo de realización de la invención se explica a continuación mediante las figuras. En representación esquemática muestran:
Fig. 1 una representación del procedimiento según la invención; y
Fig. 2 una vista de la aplicación y dosificación de la masa de recubrimiento según la invención.
El procedimiento 100 representado esquemático en la figura 1 sirve para la fabricación de papeles impregnados de resina que deben dotarse adicionalmente de determinadas funcionalidades. En la forma de realización aquí mostrada, el procedimiento 100 sirve en particular para la fabricación de revestimientos resistentes a la abrasión de suelos laminados.
El procedimiento 100 comienza con el desarrollo de un así denominado papel base de revestimiento de un rodillo aquí no representado. La banda...
Reivindicaciones:
1. Procedimiento (100) para la fabricación de un revestimiento, en particular para laminados, con los siguientes pasos de procedimiento:
2. Procedimiento según la reivindicación 1, caracterizado porque después de la impregnación de la banda de papel (10) se realiza un chorreado unilateral de la banda de papel (10) por una dispersión de resina/corindón bruto (27).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la aplicación unilateral fresco sobre fresco de la masa de recubrimiento (29) se realiza en forma de una aplicación de aditivo de resina.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la masa de recubrimiento (29) se conduce entre dos rasquetas (31, 32).
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la cara inferior de la banda de papel (10) se lleva contra la rasqueta (31, 32) y se extiende por la rasqueta (31, 32).
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la masa de recubrimiento (29) se aplica distribuida de forma uniforme.
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la masa de recubrimiento (29) se suministra por una hendidura de entrada (33) a la banda de papel (10).
Patentes similares o relacionadas:
Pigmentos autodispersantes, del 1 de Abril de 2020, de The Chemours Company FC, LLC: Un pigmento autodispersante que tiene un punto isoeléctrico de al menos aproximadamente 8, preferentemente de aproximadamente 8 a aproximadamente 10, que comprende […]
Material laminado para recubrir un material derivado de la madera en forma de placa, del 8 de Enero de 2020, de SWISS KRONO Tec AG: Material laminado para recubrir un material derivado de la madera en forma de placa, que presenta al menos una banda de papel impregnada de resina […]
Proceso para preparar pigmentos autodispersantes, del 4 de Septiembre de 2019, de The Chemours Company FC, LLC: Un proceso para preparar un pigmento autodispersante que tiene un punto isoeléctrico de por lo menos aproximadamente 8, que comprende: (a) añadir un […]
Composición y método para producir papel base decorativo preimpregnado que comprende nanopartículas de biopolímero, del 30 de Abril de 2019, de Ahlstrom-Munksjö Dettingen GmbH: Un papel base decorativo preimpregnado, para materiales de revestimiento decorativos, que comprende nanopartículas de biopolímero.
Fabricación de laminados decorativos por inyección de tinta, del 22 de Febrero de 2019, de AGFA NV: Procedimiento de fabricación de laminados decorativos que incluye las etapas de: a) impregnar un sustrato de papel con una resina térmicamente curable sumergiendo […]
Material de soporte fibroso para la fabricación de un papel soporte de revestimiento poroso o de un preimpregnado, y procedimientos para su fabricación, del 30 de Enero de 2019, de SCHATTDECOR AG: Material de soporte fibroso de una capa para la fabricación de un papel soporte de revestimiento poroso o de un preimpregnado, que comprende una estructura impregnable […]
Material laminado para recubrir un material derivado de la madera en forma de placa y procedimiento para producir el material laminado, del 13 de Septiembre de 2018, de SWISS KRONO Tec AG: Material laminado para recubrir un material derivado de la madera en forma de placa, que presenta al menos una banda de papel impregnada de resina sintética y […]
Papel base para materiales de revestimiento decorativos, del 31 de Enero de 2018, de Schoeller Technocell GmbH & Co. KG: Papel base para materiales de revestimiento decorativos con un papel soporte no encolado en la masa, caracterizado por que el papel soporte […]