HUSILLO DE PLASTIFICACIÓN CON DOS PASOS DE ROSCA HELICOIDALES DE PASO VARIABLE Y APARATO DE PLASTIFICACIÓN QUE COMPRENDE EL MISMO.
Husillo de plastificación (1), que comprende: - un vástago (2) que se extiende a lo largo de un eje rectilíneo (3),
- una zona de alimentación (4) para suministrar un producto a plastificar, - una zona de plastificación (5) dispuesta inmediatamente después de la zona de alimentación (4), con respecto a una dirección principal de alimentación (S) del producto a lo largo del eje (3) del vástago (2), - al menos una rosca primaria (7) que se extiende según una evolución helicoidal alrededor del vástago (2) por lo menos en la zona de plastificación (5), siguiendo una dirección de enroscado predeterminada (V), - al menos una rosca secundaria (10) que se extiende según una evolución helicoidal alrededor del vástago (2) análogamente a dicha dirección de enroscado predeterminada (V), en al menos parte de la zona de plastificación (5), donde cada una de dichas roscas, primaria (7) y secundaria (10), tiene un paso variable (p1, p2); caracterizado por el hecho que el paso (p1) de la rosca primaria (7), en por lo menos parte de la zona de plastificación (5), aumenta en cada vuelta que efectúa la evolución helicoidal de la rosca primaria (7) alrededor del vástago (2), en alejamiento de la zona de alimentación (4), donde el paso (p2) de la rosca secundaria (10), en por lo menos parte de la zona de plastificación (5), aumenta en cada vuelta que efectúa la evolución helicoidal de la rosca secundaria (10) alrededor del vástago (2), en alejamiento de la zona de alimentación, la variación del paso (p2) de la rosca secundaria (10) siendo mayor que la variación del paso (p1) de la rosca primaria (7)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08425811.
Solicitante: M.R.S. ITALIA S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIALE INDUSTRIA, 40 21052 BUSTO ARSIZIO (VA) ITALIA.
Inventor/es: Sant\'Elia,Francesco.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Diciembre de 2008.
Clasificación PCT:
B29C47/60
B29C47/62
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
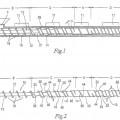
La presente invención se refiere a un husillo de plastificación y a un aparato de plastificación en el cual está incorporado dicho husillo. Es sabido que en el sector de fabricación y producción de artículos de material plástico vienen empleados plastificadores con un husillo giratorio dentro de los cuales viene introducido material plástico de forma granular de modo de obtener un producto fluido en correspondencia de la salida adecuado para posteriores operaciones de extrusión o para su inyección dentro de adecuados moldes de modelado. Los plastificadores están compuestos por un cuerpo cilíndrico en el cual viene introducido axialmente un husillo, también denominado tornillo de Arquímedes, el cual viene puesto en rotación a través de adecuados aparatos. Generalmente los husillos de plastificación están configurados con tres zonas: una zona de alimentación, ubicada cerca de una tolva dentro de la cual viene introducido el material sólido de forma granular para ser plastificado, una zona intermedia denominada zona de compresión, a lo largo de la cual se extiende la rosca primaria que viene empleada para comprimir el producto granular y hacer que el mismo venga fundido, y una zona de extremidad final denominada zona de dosificación. El diámetro del núcleo de la rosca del husillo puede variar a lo largo de la extensión axial del mismo husillo, que comienza en una boca de entrada para terminar en una boca de salida; además, las paredes cilíndricas están provistas de adecuados resistores de calentamiento. El material que avanza por el canal de la rosca del husillo viene sometido a un aumento de temperatura y de presión, necesario para determinar el cambio de sus propiedades físicas (sólido líquido). Uno de los problemas principales, típicos de los husillos de plastificación del tipo tradicional, es el de obtener una suficiente homogeneidad de plastificación del material, lo cual tiene repercusiones sobre el producto final obtenido por extrusión o moldeo. Por ejemplo, es normal que durante la plastificación en el espesor del material comprendido entre el núcleo del husillo y la pared interna del cilindro haya una variación o gradiente de temperatura. A esta variación de temperatura le corresponde una variación de la densidad del material. La variación de la densidad del material, por ejemplo, puede provocar una distribución no homogénea del material en el producto extraído o en el molde. Además, las moléculas de los polímeros que componen cada resina tienden a quedar recíprocamente enlazadas de modo de formar los denominados memory lattices en los cuales las moléculas de polímero quedan recíprocamente unidas dándole al compuesto un aspecto grumoso, en el cual es posible identificar pequeñas masas compactas de material sumergidas en un flujo más fluido. Finalmente, cuando vienen elaboradas resinas de diferente color y naturaleza, la mezcla incompleta de las mismas conduce a la producción de artículos de elaboración en los cuales es posible reconocer zonas de diferentes colores, debido a la presencia predominante de una resina con respecto a otra. Para resolver en parte tales problemas, se conocen husillos de plastificación que están provistos, en la zona intermedia de plastificación, de una rosca secundaria, también denominada rosca barrera, asociada con la rosca primaria. La función de esta rosca barrera es la de mejorar la plastificación y la homogeneidad del material, uniformar la temperatura y permitir la distribución de la temperatura, facilitando así la fusión del material sólido. Los husillos de plastificación del tipo conocido en la zona de plastificación muestran variaciones de geometría de la rosca primaria y/o de la rosca secundaria y/o del núcleo. Por ejemplo, el documento WO 01/17749, que en este documento viene considerado como representante de la técnica anterior más cercana, proporciona un husillo de plastificación que tiene una primera, una segunda y una tercera rosca, de las cuales se manifiesta que preferentemente tienen un paso variable. El documento US 3.449.793 proporciona un husillo de plastificación con una primera y una segunda rosca, cada una de ellas con un paso irregular o variable, con variaciones de paso que determinan aumentos y disminuciones del paso en cada una de las roscas. El documento US 4.341.474 da a conocer un husillo de plastificación que tiene una trayectoria primaria y una secundaria, donde la trayectoria primaria tiene un paso constante, mientras que la trayectoria secundaria o trayectoria barrera tiene un paso variable que es mayor que el paso de la trayectoria primaria. Además, el paso de la trayectoria secundaria es mayor en una zona anterior que en una zona posterior de la sección de fusión. Los documentos US 6.752.528 y WO 01/17751 muestran otros ejemplos de husillos de plastificación que tienen trayectorias de paso variable. Sin embargo, se ha hallado que bajo condiciones operativas especiales, las variaciones de geometría de la rosca primaria y/o la rosca secundaria y/o del núcleo del husillo pueden crear algunas indeseables faltas de homogeneidad en el material plástico elaborado. Las variaciones pueden evidenciarse aún más durante el procesamiento de materiales plásticos a los cuales se les agrega másters de color. Debido a su propia naturaleza, el pigmento de color prefiere seguir 2 el flujo de plástico fundido más caliente. Además, las variaciones geométricas de la rosca primaria y/o de la rosca secundaria y/o del núcleo pueden provocar indeseables aumentos de temperatura localizados, que pueden limitar el caudal y deteriorar las propiedades físicas de las resinas elaboradas, activando por adelantado el fenómeno de reticulación o variaciones de viscosidad y densidad. Las variaciones de geometría de la rosca primaria y/o de la rosca secundaria y/o del núcleo pueden crear importantes variaciones de presión dentro de la cámara donde está trabajando el husillo de plastificación, dando lugar a una mayor necesidad de energía para llevar a cabo el proceso de plastificación. Actualmente el mercado pone mucha atención al consumo de energía, por lo cual existe la necesidad de crear perfiles de husillo capaces de limitar el consumo de energía durante el proceso de plastificación. La parte solicitante, por consiguiente, ha hallado que es posible mejorar adicionalmente el nivel de plastificación y mezclado alcanzado por los dispositivos de la técnica existente. Un cometido de la presente invención es el de poner a disposición un husillo de plastificación que no exhiba los inconvenientes mencionados con anterioridad. En el ámbito de este cometido técnico, la presente invención tiene el objetivo de producir un husillo de plastificación que mejore la homogeneidad interna de la masa que se está trabajando, en términos de distribución de temperatura, densidad y caudal. Más en particular, un objetivo de la presente invención es el de proponer un husillo de plastificación que permita una óptima plastificación u homogeneización del material a obtener sin aumentar demasiado la temperatura en correspondencia de zonas localizadas. Finalmente, otro importante objetivo de la presente invención es el de poner a disposición un husillo de plastificación que permita mejorar el mezclado / la combinación del producto manteniendo al mismo tiempo el consumo de energía dentro de ciertos límites. Dichos objetivos así como otros que se pondrán aún más de manifiesto durante la presente descripción se logran substancialmente mediante un husillo de plastificación que tiene las características expuestas en la reivindicación 1 y/o en una o varias de las reivindicaciones que dependen de la misma. Con referencia a los dibujos anexos: ES 2 365 442 T3 - la figura 1 es una vista en sección longitudinal parcialmente interrumpida de un aparato de plastificación que comprende un husillo de plastificación; - la figura 2 muestra un detalle en escala amplificada del husillo de plastificación mostrado en la figura 1; - la figura 3a pone de relieve un diagrama indicativo de la variación del diámetro del núcleo del husillo de plastificación, en correspondencia de un canal de flujo primario; - la figura 3b muestra un diagrama indicativo de la variación de diámetro del núcleo del husillo de plastificación, en correspondencia de un canal de flujo secundario. De conformidad con los dibujos anexos, con el número de referencia 13 se ha denotado, en su totalidad, un aparato de plastificación; el mismo comprende un cuerpo tubular (14) dentro del cual está colocado con libertad de rotación un husillo de plastificación (1). El aparato (1) además comprende medios de impulsión (17) para poner en rotación el husillo (1). El cuerpo tubular (14) tiene una boca de entrada (15), dentro de la cual viene introducido el material a elaborar, y una boca de salida (16). Haciendo referencia en particular... [Seguir leyendo]
Reivindicaciones:
- un vástago (2) que se extiende a lo largo de un eje rectilíneo (3), - una zona de alimentación (4) para suministrar un producto a plastificar, - una zona de plastificación (5) dispuesta inmediatamente después de la zona de alimentación (4), con respecto a una dirección principal de alimentación (S) del producto a lo largo del eje (3) del vástago (2), - al menos una rosca primaria (7) que se extiende según una evolución helicoidal alrededor del vástago (2) por lo menos en la zona de plastificación (5), siguiendo una dirección de enroscado predeterminada (V), - al menos una rosca secundaria (10) que se extiende según una evolución helicoidal alrededor del vástago (2) análogamente a dicha dirección de enroscado predeterminada (V), en al menos parte de la zona de plastificación (5), donde cada una de dichas roscas, primaria (7) y secundaria (10), tiene un paso variable (p1, p2); caracterizado por el hecho que el paso (p1) de la rosca primaria (7), en por lo menos parte de la zona de plastificación (5), aumenta en cada vuelta que efectúa la evolución helicoidal de la rosca primaria (7) alrededor del vástago (2), en alejamiento de la zona de alimentación (4), donde el paso (p2) de la rosca secundaria (10), en por lo menos parte de la zona de plastificación (5), aumenta en cada vuelta que efectúa la evolución helicoidal de la rosca secundaria (10) alrededor del vástago (2), en alejamiento de la zona de alimentación, la variación del paso (p2) de la rosca secundaria (10) siendo mayor que la variación del paso (p1) de la rosca primaria (7). 2.- Husillo de plastificación según la reivindicación 1, donde el paso (p1) de la rosca primaria (7) aumenta en cada vuelta de una magnitud de aumento constante. 3.- Husillo de plastificación según la reivindicación 1, donde el paso (p2) de la rosca secundaria (10) aumenta en cada vuelta de una magnitud de aumento constante. 4.- Husillo de plastificación según una o varias de las precedentes reivindicaciones, donde dichas rosca primaria (7) y rosca secundaria (10) determinan, a lo largo del vástago (2), un canal de flujo primario (11) que, con respecto a la dirección de alimentación del producto, está delimitado, en su parte anterior, por la rosca secundaria (10) y, en su parte posterior, por la rosca primaria (7), y un canal de flujo secundario (12) delimitado, en su parte anterior, por la rosca primaria (7) y, en su parte posterior, por la rosca secundaria (10). 5.- Husillo de plastificación según la precedente reivindicación, donde cada uno de dichos canal de flujo primario (11) y canal de flujo secundario (12) tiene una dimensión axial variable a lo largo de la dirección principal de alimentación (S) del producto. 6.- Husillo de plastificación según la precedente reivindicación, donde la dimensión axial del canal de flujo primario (11) disminuye en alejamiento de la zona de alimentación (4). 7.- Husillo de plastificación según la reivindicación 5 o 6, donde la dimensión axial del canal de flujo secundario (12) aumenta en alejamiento de la zona de alimentación (4). 8.- Husillo de plastificación según una o varias de las precedentes reivindicaciones, donde el vástago (2) tiene un diámetro variable al menos en correspondencia de la rosca secundaria (10). 9.- Husillo de plastificación según una o varias de las precedentes reivindicaciones de 4 a 8, donde dicho vástago (2) tiene un diámetro creciente a lo largo del canal de flujo primario (11). 10.- Husillo de plastificación según una o varias de las precedentes reivindicaciones de 4 a 9, donde dicho vástago (2) tiene un diámetro constante o decreciente a lo largo del canal de flujo secundario (12). 11.- Husillo de plastificación según una o varias de las precedentes reivindicaciones de 4 a 10, donde el canal de flujo primario (11) tiene una anchura progresivamente decreciente a lo largo de la dirección de alimentación (S) del producto, y el canal de flujo secundario (12) tiene una anchura progresivamente creciente a lo largo de la dirección de alimentación (S) del producto. 12.- Husillo de plastificación según una o varias de las precedentes reivindicaciones, donde la rosca secundaria (10) tiene un diámetro de cresta (D2) menor que el diámetro de cresta de la rosca primaria (d1). 6 13.- Aparato de plastificación, que comprende: ES 2 365 442 T3 - un cuerpo tubular (14) que tiene una boca de entrada (15) y una boca de salida (16); - un husillo de plastificación (1) según una o varias de las reivindicaciones de 1 a 12, instalado con libertad de rotación en el cuerpo tubular (14); - medios de impulsión (17) para poner en rotación el husillo (1). 7 ES 2 365 442 T3 8 ES 2 365 442 T3 9
Patentes similares o relacionadas:
Elementos de husillo con aporte reducido de energía al aumentar la presión, del 27 de Noviembre de 2018, de Covestro Deutschland AG: Elementos de husillo con perfiles de husillo que engranan estrechamente, con autolimpieza y que giran en el mismo sentido para máquinas de husillo de […]
Extrusora, del 27 de Abril de 2016, de BLACH VERWALTUNGS GMBH & CO. KG: Extrusora con una carcasa con al menos dos ejes axialmente paralelos que pueden accionarse en el mismo sentido, que están provistos de elementos de transporte […]
Transportador de tornillo para utilizar como rascador de superficies en unidades de refrigeración y congelación, del 8 de Abril de 2015, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un congelador de flujo continuo para enfriar adicionalmente una masa de crema de helado ya congelada, que comprende un tornillo transportador rascador […]
Aparato para la plastificación de termoplásticos, del 6 de Agosto de 2014, de NORSON XALOY INCORPORATED: Un aparato para plastificación de material que comprende:
un cilindro que tiene un eje longitudinal, a lo largo del cual el material se mueve […]
Extrusora de rodillos planetarios para mezclar y extrudir materiales sintéticos, del 26 de Abril de 2012, de ENTEX RUST & MITSCHKE GMBH: Extrusora de rodillos planetarios con un husillo central , husillos planetarios y un casquillo de carcasa dentado interiormente o bien una carcasa dentada […]
EXTRUSORA DE RODILLOS PLANETARIOS PARA MEZCLAR Y EXTRUDIR MATERIALES SINTETICOS., del 16 de Septiembre de 2006, de ENTEX RUST & MITSCHKE GMBH: Extrusora de rodillos planetarios con un husillo central , husillos planetarios y un casquillo de carcasa dentado interiormente o bien una carcasa dentada […]
TORNILLO PARA PLASTIFICAR RESINAS TERMOPLASTICAS CON TRES ALETAS Y CON FLUJOS DE DISTINTA VELOCIDAD., del 16 de Junio de 2006, de FERIOLI FILIPPO S.P.A.: Un tornillo para plastificar, especialmente para máquinas para tratar resinas termoplásticas, caracterizado porque comprende: una sección […]
HUSILLO DE EXTRUSIONADORA., del 16 de Octubre de 2005, de DAVIS-STANDARD CORPORATION: Un husillo extrusor alargado axialmente que tiene un cuerpo de husillo que incluye una parte de extrusión que se extiende axialmente definida por una sección de alimentación […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Aparato para la plastificación de termoplásticos, del 6 de Agosto de 2014, de NORSON XALOY INCORPORATED: Un aparato para plastificación de material que comprende:
un cilindro que tiene un eje longitudinal, a lo largo del cual el material se mueve […]
Aparato para la plastificación de termoplásticos, del 6 de Agosto de 2014, de NORSON XALOY INCORPORATED: Un aparato para plastificación de material que comprende:
un cilindro que tiene un eje longitudinal, a lo largo del cual el material se mueve […] Extrusora de rodillos planetarios para mezclar y extrudir materiales sintéticos, del 26 de Abril de 2012, de ENTEX RUST & MITSCHKE GMBH: Extrusora de rodillos planetarios con un husillo central , husillos planetarios y un casquillo de carcasa dentado interiormente o bien una carcasa dentada […]
Extrusora de rodillos planetarios para mezclar y extrudir materiales sintéticos, del 26 de Abril de 2012, de ENTEX RUST & MITSCHKE GMBH: Extrusora de rodillos planetarios con un husillo central , husillos planetarios y un casquillo de carcasa dentado interiormente o bien una carcasa dentada […]