Herramienta y dispositivo para la fabricación de piezas modeladas.
Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar,
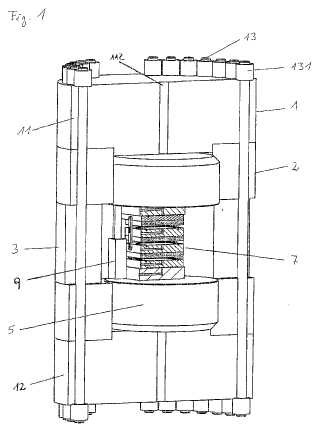
quecomprende una parte superior de la herramienta con una matriz de conformación y una parte inferior de laherramienta con un conducto de alimentación para solicitar con un fluido a alta presión una pieza a trabajar,estando dispuesta a modo de sándwich, entre la parte superior de la herramienta (71) y la parte inferior de laherramienta (72), al menos una parte intermedia de la herramienta (73), cuyo lado dirigido a la parte superiorde la herramienta (71) presenta un conducto de alimentación (736) para solicitar con fluido a alta presión unapieza a trabajar, y cuyo lado dirigido a la parte inferior de la herramienta (72) está dotado de una matriz deconformación, caracterizada porque la parte superior de la herramienta (71) y / o la parte inferior de laherramienta (72) presenta una placa de compensación (712, 722) en la que está dispuesta la matriz deconformación y que puede doblarse de manera controlada en contra de la dirección de flexión de la matriz deconformación indicada por la presión del proceso.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09009256.
Solicitante: THEODOR GRABENER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: AM HELLER 1 57250 NETHPHEN-WERTHENBACH ALEMANIA.
Inventor/es: KAPP,DIETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D26/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas. › aplicando una presión mediante un fluido.
PDF original: ES-2392010_T3.pdf
Fragmento de la descripción:
Herramienta y dispositivo para la fabricación de piezas modeladas
La invención se refiere a una herramienta para la conformación a alta presión de al menos dos piezas a trabajar metálicas de manera simultánea según el preámbulo de la reivindicación 1. La invención se refiere además a un dispositivo para la fabricación de piezas modeladas según el preámbulo de la reivindicación 7.
Para la fabricación de piezas a trabajar mediante un proceso de conformación sin tensión normalmente se utilizan prensas en las que están incorporadas herramientas de conformación para alojar una pieza en bruto de la pieza a trabajar y después darle la forma deseada mediante la aplicación de una fuerza correspondiente. En particular, en el área de la conformación de productos semiacabados en forma de placas tales como, por ejemplo, chapas, se ha establecido el procedimiento de la conformación a alta presión (en inglés, hydroforming = hidroconformado) , el cual se caracteriza por una gran libertad de diseño en el modelado y permite un grado de conformación muy elevado. En este caso, el producto semiacabado se prensa con una presión muy elevada contra una herramienta de modelado, a través de lo cual se consigue el modelado. En este caso, se originan elevadas fuerzas que actúan en sentido contrario y que deben ser absorbidas por un soporte. Las fuerzas que se originan de modo transversal a la línea divisoria del molde son absorbidas por la herramienta de hidroconformado. Este soporte está constituido normalmente por dos yugos dispuestos enfrentados y configurados fundamentalmente de forma rectangular que se sujetan juntos mediante unas riostras tensoras. Prensas para la conformación de varias chapas se describen en las patentes JP07116748A o US2003/0177801A1.
La patente JP07116748 da a conocer una herramienta según el preámbulo de la reivindicación 1.
En las prensas antes citadas resulta desventajoso que, debido a su manera de construcción y las dimensiones necesarias por las fuerzas que se presentan durante el proceso de conformado, estén configuradas de modo que requieren un gran espacio. Además, el rendimiento de producción de estas prensas es limitado.
La invención pretende aportar un remedio en este sentido. La invención se basa en el objetivo de crear una herramienta y un dispositivo para la fabricación de piezas modeladas que, con una manera de construcción compacta, posibiliten un mayor rendimiento de producción. Según la invención, este objetivo se alcanza gracias a una herramienta con las características de la reivindicación 1.
Con la invención se crea una herramienta para la conformación a alta presión de piezas a trabajar metálicas que, con una manera de construcción compacta, posibilita un mayor rendimiento de producción. Gracias a la previsión de una parte intermedia de herramienta que se dispone a modo de sándwich entre la parte superior de la herramienta y la parte inferior de la herramienta, en su lado dirigido a la parte superior de la herramienta presenta un conducto de alimentación para la solicitación de una pieza a trabajar con fluido a alta presión y cuyo lado dirigido a la parte inferior de la herramienta está dotado de una matriz de conformación, es posible la conformación simultánea de varias piezas a trabajar dispuestas en paralelo las unas con respecto a las otras. En este sentido, se ha mostrado que las fuerzas de presión que durante el proceso de conformación inciden a ambos lados de la parte intermedia de la herramienta se compensan fundamentalmente, de modo que las fuerzas que actúan en la parte superior de la herramienta y la parte inferior de la herramienta no se incrementan de modo proporcional con los procesos de conformación que tienen lugar dentro de la herramienta sino que, más bien, sólo varían de manera insignificante. A partir de ello, se sigue que los travesaños que alojan la herramienta y las riostras tensoras que los unen no tienen que dimensionarse de manera fundamentalmente mayor aunque se incremente de modo considerable el rendimiento de producción.
Según la invención, la parte superior de la herramienta y / o la parte inferior de la herramienta presentan una placa de compensación sobre la que se dispone la matriz de conformación y que puede doblarse de manera controlada en sentido contrario a la dirección de flexión de la matriz de conformación indicada por la presión del proceso. Gracias a ello puede conseguirse una flexión definida de la matriz de conformación en sentido opuesto a la flexión indicada por la presión del proceso, con lo cual se consigue la compensación de la flexión dictada por la presión del proceso.
En un perfeccionamiento de la invención, el conducto de alimentación de la parte inferior de la herramienta está unido con el conducto de alimentación de la al menos una parte intermedia de la herramienta. Con ello se posibilita una solicitación con presión homogénea de las piezas a trabajar que se encuentran en la herramienta. Una solicitación con presión homogénea de este tipo ocasiona una solicitación con presión homogénea a ambos lados de la al menos una parte intermedia de la herramienta, a través de lo cual se compensan mutuamente las fuerzas de presión que inciden.
En un perfeccionamiento de la invención, la placa de compensación puede solicitarse con fluido a presión a través de una placa hidráulica de modo que puede conseguirse una flexión de la placa de compensación. Gracias a ello es posible una flexión bien controlable de la placa de compensación.
En una configuración de la invención, la placa de compensación está unida superficialmente con una placa de separación en la que está colocado un conducto hidráulico que desemboca en una depresión de la placa de compensación dirigida a la placa de separación. Con ello se posibilita la formación de un cojín a presión de fluido, gracias a lo cual se consigue una presión de conformación homogénea a través de la superficie.
El objetivo planteado se alcanza además gracias a un dispositivo con las características de la reivindicación 7. Por el término ‘módulo de prensado’ se entenderá a continuación cualquier dispositivo que sea adecuado para ejercer una fuerza de presión en dirección al travesaño dispuesto enfrente. Preferentemente, los travesaños presentan una superficie de base de forma fundamentalmente circular, gracias a lo cual se garantiza una introducción homogénea de las fuerzas de conformación en las riostras tensoras. Preferentemente, las riostras tensoras están configuradas de forma cilíndrica y dotadas de un dispositivo tensor en al menos un extremo. Con ello se posibilita un sencillo reensamblaje del dispositivo. El travesaño superior puede retirarse de manera sencilla de las riostras tensoras o colocarse fácilmente en estas, tras lo cual las riostras tensoras pueden fijarse en el travesaño con el dispositivo tensor. El dispositivo tensor puede estar constituido, por ejemplo, por una sección de rosca de las riostras tensoras, en la que el arriostramiento se posibilita mediante una tuerca. Es adecuado cualquier dispositivo para el tensado y la fijación separables de una riostra tensora.
En una configuración de la invención, al menos un travesaño presenta una sección anular que aloja un módulo de prensado, estando dispuestos al menos dos bloques de soporte, entre los cuales se constituye al menos un paso a través y mediante los cuales puede regularse la separación entre los travesaños. Con ello, la separación de los travesaños entre sí puede regularse de manera óptima en función del campo de aplicación.
Preferentemente, al menos una sección anular de un travesaño está configurada como anillo de soporte independiente, el cual está unido en arrastre de forma con el travesaño. Gracias a la previsión de un anillo de soporte independiente se evitan efectos de entalladura tales como los que se producen al prever una escotadura cilíndrica entre el fondo y las paredes laterales de una escotadura de este tipo. Al presentarse fuerzas que actúan en dirección horizontal, el anillo de soporte puede expandirse hacia fuera sin que se produzcan daños en el travesaño unido en arrastre de forma con este anillo de soporte.
En una configuración ventajosa, el módulo de prensado comprende al menos un cilindro hidráulico. Gracias a ello se posibilita una colocación de la pieza que ha de modelarse en la herramienta. Sobre el pistón del cilindro puede estar montado adicionalmente un cilindro de carrera corta. Este tipo de cilindros... [Seguir leyendo]
Reivindicaciones:
1. Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar, que comprende una parte superior de la herramienta con una matriz de conformación y una parte inferior de la herramienta con un conducto de alimentación para solicitar con un fluido a alta presión una pieza a trabajar, estando dispuesta a modo de sándwich, entre la parte superior de la herramienta (71) y la parte inferior de la herramienta (72) , al menos una parte intermedia de la herramienta (73) , cuyo lado dirigido a la parte superior de la herramienta (71) presenta un conducto de alimentación (736) para solicitar con fluido a alta presión una pieza a trabajar, y cuyo lado dirigido a la parte inferior de la herramienta (72) está dotado de una matriz de conformación, caracterizada porque la parte superior de la herramienta (71) y / o la parte inferior de la herramienta (72) presenta una placa de compensación (712, 722) en la que está dispuesta la matriz de conformación y que puede doblarse de manera controlada en contra de la dirección de flexión de la matriz de conformación indicada por la presión del proceso.
2. Herramienta según la reivindicación 1, caracterizada porque el conducto de alimentación (725) de la parte inferior de la herramienta está conectado con el conducto de alimentación (736) de la al menos una parte intermedia de la herramienta (73) .
3. Herramienta según la reivindicación 1 ó 2, caracterizada porque la al menos una parte intermedia de la herramienta (73) está colocada de manera desplazable de modo que puede conducirse verticalmente entre la parte superior de la herramienta (71) y la parte inferior de la herramienta (72) .
4. Herramienta según la reivindicación 3, caracterizada porque entre la parte superior de la herramienta (71) y la parte inferior de la herramienta (72) están dispuestos al menos dos carriles de guiado (731) , a través de los cuales se conduce verticalmente la al menos una parte intermedia de la herramienta (73) , estando dispuestos unos elementos de resorte (733) para, en el estado descargado, separar la al menos una parte intermedia de la herramienta (73) de partes de la herramienta (71, 72, 72) adyacentes verticalmente.
5. Herramienta según una de las reivindicaciones anteriores, caracterizada porque la placa de compensación (712, 722) puede solicitarse, a través de un conducto hidráulico (715, 725) , con fluido a presión de modo que puede conseguirse una flexión de la placa de compensación (712, 722) .
6. Dispositivo para la fabricación de piezas a modelar que comprende dos travesaños que están unidos entre sí a través de riostras tensoras, caracterizado porque entre los travesaños (11, 12) está dispuesto un módulo de prensado que aloja una herramienta (7) de varios niveles según una de las reivindicaciones 1 a 6.
7. Dispositivo según la reivindicación 6, caracterizado porque al menos un travesaño (11, 12) presenta una sección anular que aloja un módulo de prensado, estando dispuestos al menos dos bloques de soporte (3) , entre los cuales se constituye al menos un paso a través (30) y a través de los cuales puede regularse la separación entre los travesaños (11, 12) .
8. Dispositivo según la reivindicación 6 ó 7, caracterizado porque al menos una sección anular de un travesaño (11, 12) está configurada como anillo de soporte (2) independiente que está unido en arrastre de forma con el travesaño (11, 12) .
9. Dispositivo según una de las reivindicaciones 6 a 8, caracterizado porque el módulo de prensado comprende al menos un cilindro hidráulico.
10. Dispositivo según la reivindicación 9, caracterizado porque el cilindro hidráulico está constituido por una sección anular en la que se conduce un pistón (4, 5) .
11. Dispositivo según una de las reivindicaciones 6 a 10, caracterizado porque se disponen dos bloques de soporte (3) configurados de forma fundamentalmente semi-anular, entre los cuales se constituye un paso a través (30) adecuado para la conducción sincronizada a través de una pieza a trabajar que ha de conformarse.
12. Dispositivo según una de las reivindicaciones 6 a 10, caracterizado porque se disponen cuatro bloques de soporte (3) configurados fundamentalmente en forma de cuarto de anillo, entre los cuales se constituyen dos pasos a través (30) , al menos uno de los cuales es adecuado para la conducción sincronizada a través de una pieza a trabajar que ha de conformarse.
13. Dispositivo según una de las reivindicaciones 7 a 12, caracterizado porque los bloques de soporte (3) están constituidos por varios sub-segmentos (31) apilados los unos encima de los otros.
14. Dispositivo según la reivindicación 12 o 13, caracterizado porque los dos pasos a través son adecuados para la conducción sincronizada a través de una pieza a trabajar que ha de conformarse, y porque la herramienta está configurada de modo que es posible una conducción sincronizada de al menos dos piezas a trabajar alimentadas una encima de otra y dispuestas ortogonales entre sí.
DOCUMENTOS INDICADOS EN LA DESCRIPCIÓN
En la lista de documentos indicados por el solicitante se ha recogido exclusivamente para información del lector, y no es parte constituyente del documento de patente europeo. Ha sido recopilada con el mayor cuidado; sin embargo, la EPA no asume ninguna responsabilidad por posibles errores u omisiones.
5Documentos de patente indicados en la descripción
• JP 07116748 A [ 0002] • JP 07116748 B [ 0003]
•
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE RECIPIENTES PARA EL TRATAMIENTO DE ALIMENTOS A ALTA PRESIÓN, del 3 de Octubre de 2017, de METRONICS TECHNOLOGIES, S.L: Procedimiento de fabricación de recipientes para el tratamiento de alimentos a alta presión que comprende las etapas de: - emplear al menos dos cuerpos […]
Procedimiento y dispositivo para la fabricación de una pieza conformada de chapa con un dispositivo de corte por rayo y un dispositivo de conformación, del 20 de Abril de 2016, de SCHULER AUTOMATION GMBH & CO. KG: Procedimiento para la fabricación de una pieza conformada de chapa , caracterizado por los siguientes pasos: la alimentación continua de una cinta […]
 Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared, del 9 de Julio de 2014, de NOVELIS, INC.: Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica […]
Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared, del 9 de Julio de 2014, de NOVELIS, INC.: Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica […]
Método para producir un tubo curvado que comprende al menos una curvatura deseada, un dispositivo apropiado para poner en práctica dicho método, del 30 de Abril de 2014, de Kiss Engineering B.V: Un metodo para producir un tubo curvado que comprende al menos una curvatura deseada, en el que un tubo sustancialmente recto (10, 11, […]
Procedimiento para crear una abertura en un elemento de cuerpo hueco y equipo para llevar a cabo el procedimiento, del 15 de Enero de 2014, de GI.DI. MECCANICA S.P.A.: Procedimiento para crear una abertura en un elemento de cuerpo hueco que tiene una extensión longitudinal, incluyendo dicho elemento de […]
 Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio, del 5 de Abril de 2013, de Sapa Heat Transfer AB: Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado […]
Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio, del 5 de Abril de 2013, de Sapa Heat Transfer AB: Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado […]
PROCEDIMIENTO DE FABRICACIÓN DE UNA ESTRUCTURA PROVISTA DE RANURAS, del 5 de Marzo de 2012, de SONACA S.A.: Procedimiento de fabricación de al menos una estructura metálica que comprende una pared exterior lisa , una pared interior y […]
HERRAMIENTA DE HIDROFORMACIÓN, del 13 de Febrero de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión de piezas de trabajo metálicas en forma de placa, que comprende una parte superior de herramienta con una matriz de conformación […]