Estación de medición para superficies muy brillantes.
Procedimiento de medición para un perfil de una superficie reflectante de un extremo de tramo de tubo (2)metálico,
siendo alojado un tramo de tubo (1) en un alojamiento (4) de un dispositivo de medición, que está cubiertoen su lado interior con un recubrimiento metálico (8),
con el que el tramo de tubo (1) colocado entra automáticamente en contacto al ser colocado en el alojamiento ycargándose el recubrimiento metálico (8) eléctricamente mediante un contacto eléctrico (6) conectado con el mismoy cargándose el extremo de tramo de tubo (2), de modo que se genera un campo eléctrico entre las partículas ensuspensión (19) suspendidas en el aire ambiente de la superficie y la superficie, gracias al cual las partículas (19)son atraídas a una superficie quedando mateada la superficie porque las partículas se depositan en la misma, yexplorándose la superficie mateada posteriormente con una rayo láser (16) y
midiéndose la luz difusa (17) reflejada por la superficie mateada con un sensor (11), determinándose de este modoel perfil de la superficie y descargándose el tramo de tubo (1) cuando se retira después de la medición del perfil deldispositivo de medición y volviendo a desaparecer las partículas en suspensión (19) automáticamente.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2009/000210.
Solicitante: RATTUNDE & CO GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BAUERNALLEE 23 19288 LUDWIGSLUST ALEMANIA.
Inventor/es: RATTUNDE,ULRICH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01B11/25 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › mediante la proyección de un patrón, p. ej.franjas de Moiré, sobre el objeto (G01B 11/255 tiene prioridad).
PDF original: ES-2390249_T3.pdf
Fragmento de la descripción:
Estación de medición para superficies muy brillantes.
La invención se refiere a un procedimiento de medición para un perfil de una superficie reflectante de una pieza de trabajo, en particular de una superficie reflectante de un extremo de tramo de tubo, así como a un dispositivo de medición para la realización del procedimiento de medición.
Las estaciones de medición y los procedimientos de medición para la determinación del perfil de un extremo de tramo de tubo que se acaba de cortar a medida son componentes de instalaciones integradas para aserrar tubos para la realización de un control final de la longitud, del ángulo de chaflán, etc. En instalaciones modernas, integradas para aserrar tubos tiene lugar un tratamiento posterior integrado del tramo de tubo cortado a medida en forma de desbarbado, achaflanado y lavado de los extremos de tubo. En particular, para el control posterior de los ángulos de chaflán, del espesor de pared y del diámetro interior y exterior del extremo de tramo de tubo cortado a medida, de la desviación axial y de la excentricidad de la superficie frontal, en un mecanizado de alta precisión de tubos es necesario comprobar los extremos de tubo individualmente después de cada proceso de corte a medida. En principio se conocen del estado de la técnica estaciones de medición para comprobar los parámetros indicados.
Por el documento WO 2007 056 974 1 se conoce un procedimiento para la medición óptica de superficies metálicas. Se aplica un material que contiene dióxido de titanio para la formación de una pigmentación blanca en la superficie y ésta se mide mediante una cámara. Los inconvenientes son que el procedimiento requiere tiempos de secado del dióxido de titanio aplicado por pulverización, así como unos ciclos relativamente largos.
Por el documento DE 10 2004 025490 A1 se conoce también un procedimiento para la medición óptica de objetos reflectantes mediante una técnica de medición por láser, aplicándose en una superficie muy reflectante una película de condensado, que reduce el comportamiento de reflexión. Este procedimiento requiere tiempos relativamente largos, hasta que un condensado se haya precipitado en la superficie.
El documento DE 101 08 221 A1 se refiere a un procedimiento para la detección de una tapa de protección de un faro de un automóvil. Para ello, unas carrocerías de vehículos pasan en ciclos por un dispositivo de medición. También este procedimiento requiere tiempos relativamente largos.
Por el documento DE 10 2005 043 223 A1 se conoce, por ejemplo, una estación de medición para una máquina cortadora de tubos, en la que se determinan los parámetros indicados de un extremo de tubo cortado a medida mediante dos sensores láser que cooperan uno con el otro.
Ha resultado ser un inconveniente en la estación de medición indicada que directamente después del corte a medida de un tramo de tubo metálico las superficies metálicas mecanizadas son muy brillantes y reflejan por lo tanto el rayo láser que se produce, que es necesario para la medición, casi por completo exactamente en el ángulo de reflexión. Por lo tanto, se forma una cantidad relativamente reducida de luz difusa, que puede incidir en el sensor, que normalmente no está dispuesto exactamente en el ángulo de reflexión. La luz difusa es necesaria para la medición, para permitir una comparación entre el rayo láser incidente y reflejado.
Por lo tanto, es el objetivo de la invención mejorar un procedimiento de medición para el perfil de una superficie reflectante de una pieza de trabajo, así como un dispositivo de medición para la realización del procedimiento de medición.
En su primer aspecto, el objetivo se consigue mediante un procedimiento con las características de la reivindicación
1.
Según la invención, la superficie en alto grado reflectante es mateada, depositándose partículas en suspensión que se encuentran en el aire ambiente en la superficie reflectante. Las partículas en suspensión pueden ser partículas de polvo que se encuentran de por sí en el aire ambiente, pero también pueden ser partículas en suspensión alimentadas adicionalmente mediante un dispositivo de alimentación. Las partículas en suspensión pueden alimentarse adicionalmente en forma de humo a la zona de la superficie reflectante. Para que las partículas en suspensión se depositen rápidamente en la superficie brillante, reflectante, se genera un campo eléctrico entre las partículas suspendidas en el aire ambiente de la superficie reflectante y la superficie reflectante.
Las partículas en suspensión son provistas preferiblemente de una carga electrostática mediante un filtro electrostático o una pistola pulverizadora electrostática. Como alternativa o de forma adicional, también la superficie reflectante puede ser provista de una carga electrostática.
El fenómeno que superficies con una carga electrostática atraen las partículas en polvo del entorno se conoce de la vida cotidiana. Por ejemplo atrae polvo la pantalla mate del televisor eléctricamente cargada o las mesas de cristal lisas cargadas por fricción atraen el polvo del entorno.
La invención aprovecha el hecho de que las partículas en suspensión, por ejemplo en forma de partículas de polvo de por sí existentes, son atraídas rápidamente a la superficie reflectante por el campo electrostático generado artificialmente, se depositan allí mateando de este modo la superficie que en principio es muy brillante.
Las superficies reflectantes pueden ser superficies mecanizadas de una pieza de trabajo, por ejemplo la superficie de corte reflectante, generada por una máquina cortadora de tubos de un extremo de tramo de tubo que acaba de cortarse a medida de un tubo metálico alargado. Poco después de aserrar el extremo de tubo del tubo metálico largo, las superficies metálicas mecanizadas son muy brillantes y un rayo láser que incide en ellas es reflejado casi por completo en el ángulo de reflexión. Se genera sólo poca luz difusa. Por lo tanto, sólo es posible de forma insuficiente realizar una medición que al menos en un primer momento sea suficientemente rápida y exacta mediante un sensor que no realice un seguimiento o de posición fija o de una posición estable respecto al láser, que dependa de la luz difusa. No obstante, el procedimiento en principio es adecuado para la medición de superficies reflectantes a elegir libremente. Según la invención, la superficie reflectante, muy brillante, es cubierta por las partículas atraídas por el campo electrostático en fracciones de un segundo con una capa muy fina de partículas, quedando así mateada. La superficie mateada genera claramente más luz difusa que la superficie muy brillante. La luz difusa formada tras la incidencia del rayo láser difunde también al sensor y permite una medición del perfil mediante la comparación del rayo láser emitido y reflejado de forma difusa. A simple vista no puede detectarse ninguna diferencia entre la superficie muy brillante y la superficie cubierta con la capa fina de polvo.
Para que haya siempre una cantidad suficiente de partículas en suspensión en el aire ambiente de la superficie reflectante, puede estar prevista una alimentación de partículas en suspensión, por ejemplo en forma de una alimentación de humo. La alimentación de humo puede comprender una pistola pulverizadora electrostática.
El procedimiento de medición según la invención es especialmente adecuado para el control rápido de tramos de tubo cortados a medida de un tubo metálico. El procedimiento puede aplicarse para distintos tipos de piezas de trabajo. Después del corte a medida, el tubo metálico puede someterse a otras etapas de mecanizado, como achaflanado, lavado, cepillado etc. El tramo de tubo cortado a medida, en particular el tramo de tubo metálico, es alojado a continuación en un alojamiento de un dispositivo de medición según la invención, se mide allí mediante el procedimiento de medición según la invención y es retirado del dispositivo de medición después de la medición del perfil. Cuando el resultado de la medición del perfil indica que los valores de medición están situados en la gama de tolerancia de unos valores teóricos predeterminados, la pieza de trabajo se carga para su transporte posterior, si no es así, es desechada.
Al cortar a medida deben cumplirse precisiones de 0, 1 mm con una probabilidad de un 99, 99 por ciento. El procedimiento de medición según la invención previsto... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de medición para un perfil de una superficie reflectante de un extremo de tramo de tubo (2) metálico, siendo alojado un tramo de tubo (1) en un alojamiento (4) de un dispositivo de medición, que está cubierto en su lado interior con un recubrimiento metálico (8) , con el que el tramo de tubo (1) colocado entra automáticamente en contacto al ser colocado en el alojamiento y cargándose el recubrimiento metálico (8) eléctricamente mediante un contacto eléctrico (6) conectado con el mismo y cargándose el extremo de tramo de tubo (2) , de modo que se genera un campo eléctrico entre las partículas en suspensión (19) suspendidas en el aire ambiente de la superficie y la superficie, gracias al cual las partículas (19) son atraídas a una superficie quedando mateada la superficie porque las partículas se depositan en la misma, y explorándose la superficie mateada posteriormente con una rayo láser (16) y midiéndose la luz difusa (17) reflejada por la superficie mateada con un sensor (11) , determinándose de este modo el perfil de la superficie y descargándose el tramo de tubo (1) cuando se retira después de la medición del perfil del dispositivo de medición y volviendo a desaparecer las partículas en suspensión (19) automáticamente.
2. Procedimiento de medición según la reivindicación 1, caracterizado porque las partículas (19) son cargadas de forma electrostática.
3. Procedimiento de medición según la reivindicación 1 ó 2, caracterizado porque la superficie se carga de forma electrostática.
4. Procedimiento de medición según la reivindicación 1, caracterizado porque las partículas en suspensión (19) se alimentan mediante una alimentación de partículas (21) al entorno en la zona de la superficie.
5. Procedimiento de medición según la reivindicación 1, caracterizado porque el tramo de tubo (1) queda alojado en un dispositivo de medición y es retirado después de la medición del perfil del dispositivo de medición.
6. Procedimiento de medición según al menos una de las reivindicaciones anteriores, caracterizado porque el tramo de tubo (1) es cortado a medida de un material de perfiles y queda alojado a continuación en el dispositivo de medición.
7. Procedimiento de medición según la reivindicación 6, caracterizado porque la pieza de trabajo se mide tras el corte a medida después de menos de 20 s.
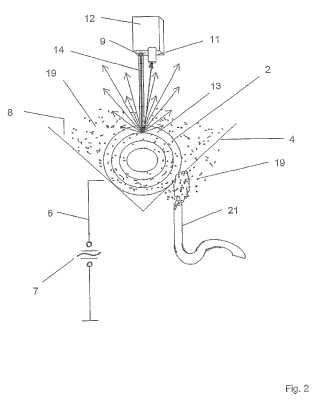
8. Dispositivo de medición para la realización de un procedimiento de las reivindicaciones 1 a 7, con partículas en suspensión (19) y con un alojamiento (4) para un tramo de tubo (1) con una superficie reflectante, cuyo perfil debe ser determinado, estando cubierto el alojamiento (4) en su lado interior con un recubrimiento metálico (8) , con el que el tramo de tubo (1) colocado entra automáticamente en contacto al ser cargado el alojamiento (4) y estando conectado el recubrimiento metálico (8) con un extremo de un contacto eléctrico (6) , cuyo otro extremo está conectado eléctricamente con un dispositivo de carga eléctrica (7) , de modo que puede cargarse el extremo de tramo de tubo (2) y puede generarse un campo eléctrico entre las partículas en suspensión (19) suspendidas en el aire ambiente de la superficie y la superficie, gracias al cual las partículas (19) quedan atraídas a la superficie, se depositan allí quedando mateada la superficie, con un láser (9) con un rayo láser (16) que explora la superficie mateada y con un sensor (11) que mide la luz difusa (17) relejada por la superficie mateada, caracterizado porque las partículas en suspensión (19) tienen una naturaleza tal que vuelven a desprenderse automáticamente del extremo de tramo de tubo (2) después de haberse retirado el tramo de tubo (1) después de la medición del perfil del dispositivo de medición y después de haberse quedado descargado.
9. Dispositivo de medición según la reivindicación 8, caracterizado por un contacto eléctrico (6) dispuesto al lado del alojamiento (4) , que entra automáticamente en contacto con la pieza de trabajo alojada.
10. Dispositivo de medición según la reivindicación 9, caracterizado por un dispositivo de alimentación de partículas (21) .
11. Dispositivo de medición según la reivindicación 10, caracterizado porque el dispositivo de carga (7) está dispuesto en el dispositivo de alimentación de partículas (21) .
Patentes similares o relacionadas:
Dispositivo y procedimiento para la detección sin contacto de estructuras de tejido rojas, así como disposición para desprender una banda de estructuras de tejido rojas, del 22 de Julio de 2020, de NORDISCHER MASCHINENBAU RUD. BAADER GMBH + CO KG: Dispositivo para la detección sin contacto de estructuras de tejido rojas en productos de carcasas de animales sacrificados, que comprende un equipo […]
Imagen detallada de video de la geometría de vía, del 17 de Junio de 2020, de VolkerRail Nederland BV: Tren de medición con un sistema óptico que cuenta con medios para realizar un registro de imágenes con una cámara y una lámpara, por ejemplo, imágenes detalladas de […]
Método y dispositivo de medida de planicidad de un producto metálico, del 3 de Junio de 2020, de Primetals Technologies Austria GmbH: Metodo de medida de planicidad de un producto metalico, en forma o bien de una banda o bien de una placa de una linea de tratamiento metalurgico, dicho producto […]
Transmisión de máscara espacial afín e invariante para la detección de profundidad activa, del 6 de Mayo de 2020, de QUALCOMM INCORPORATED: Un procedimiento operativo en un dispositivo transmisor para proyectar una máscara de código compuesta , que comprende: obtener […]
Sistema para la detección óptica de objetos, del 6 de Mayo de 2020, de Phenospex B.V: Sistema para la detección óptica de objetos, por medio de triangulación láser con una fuente para la generación de luz de una primera longitud de onda, donde […]
Sistema y método para la medición tridimensional de la forma de objetos materiales, del 15 de Abril de 2020, de Artec Europe S.a.r.l: Un sistema para la medición 3D de la forma de un objeto material , que comprende: un proyector de luz para proyectar un patrón de luz estructurado sobre […]
Equipo y procedimiento para la fabricación de piezas de prótesis dental, del 18 de Marzo de 2020, de INSTITUT STRAUMANN AG: Equipos de captación de superficies y equipos de generación de superficies, con equipos para la detección parcial o totalmente automática de bordes de preparaciones […]
Dispositivo y método para la medición óptica tridimensional de objetos fuertemente reflectantes o transparentes, del 22 de Enero de 2020, de Aimess GmbH: Dispositivo para la medición tridimensional de un objeto, que comprende: una primera instalación de proyección con una primera fuente de luz infrarroja (1a) para […]