Dispositivo para la inertización mejorada de instalaciones de sinterización por láser.
Procedimiento para la fabricación por capas de objetos tridimensionales,
en el que la inertización del espacioconstructivo se efectúa con un gas o mezcla gaseosa lento a reaccionar, cuya densidad es mayor que la del aire, regulándose en temperatura este gas o mezcla gaseosa hasta una temperatura al nivel del espacio constructivo ycaracterizado por que separado de la inertización del espacio constructivo se lavan y se enfrían adicionalmente lalente y pirómetro con un gas inerte.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12150697.
Solicitante: EVONIK DEGUSSA GMBH.
Nacionalidad solicitante: Alemania.
Dirección: RELLINGHAUSER STRASSE 1-11 45128 ESSEN ALEMANIA.
Inventor/es: GREBE, MAIK, Altkemper,Stefan, DIEKMANN,WOLFGANG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22F3/105 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › utilizando una corriente eléctrica, radiación láser o plasma (B22F 3/11 tiene prioridad).
- B29B13/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › Acondicionamiento o tratamiento físico de las materias a trabajar (aspectos químicos C08J 3/00).
- B29C67/00 B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
PDF original: ES-2426790_T3.pdf
Fragmento de la descripción:
Dispositivo para la inertización mejorada de instalaciones de sinterización por láser
La habilitación rápida de prototipos es un problema frecuentemente planteado en los últimos tiempos. Procedimientos que posibilitan esto se denominan prototipado rápido/fabricación rápida (Rapid Prototyping / Rapid Manufacturing) o también procedimientos de fabricación aditiva (Additive Fabrication) . Particularmente adecuados son procedimientos que trabajan sobre la base de materiales en forma de polvo y en los que se producen las estructuras deseadas de forma apilada mediante fundición selectiva y consolidación. En tal caso, se puede renunciar a construcciones de apoyo en el caso de saledizos y destalonamientos, dado que el lecho de polvo que rodea a las zonas fundidas ofrece un efecto de apoyo suficiente. Asimismo, se suprime el trabajo posterior de retirar puntales. Los procedimientos son también adecuados para la fabricación de series pequeñas. La temperatura del espacio constructivo se elige de manera que durante el proceso de construcción no se produzca ninguna deformación de las estructuras producidas por capas.
La selectividad de los procedimientos que trabajan por capas puede tener lugar en tal caso, por ejemplo, a través de la aplicación de susceptores, absorbedores, inhibidores o por enmascaramiento o incorporación enfocada de energía tal como, por ejemplo, mediante un rayo láser, o a través de fibras de vidrio. La incorporación de energía se alcanza a través de irradiación electromagnética.
Un procedimiento que es adecuado de manera particularmente buena para la finalidad del prototipado rápido/fabricación rápida es la sinterización selectiva por láser (SLS – siglas en alemán) . En el caso de este procedimiento, polvos de material sintético son iluminados brevemente con un rayo láser de forma selectiva en una cámara, con lo cual funden las partículas de polvo que son impactadas por el rayo láser. Las partículas fundidas se entremezclan entre sí y se consolidan rápidamente de nuevo para formar una masa sólida. Mediante iluminación repetida de capas aplicadas cada vez de nuevo se pueden fabricar de manera sencilla y rápida con este procedimiento cuerpos tridimensionales.
El procedimiento de la sinterización por láser (prototipado rápido) para la fabricación de cuerpos moldeados a partir de polímeros en forma de polvo se describe ampliamente en los documentos de patente US 6136948 y WO 96/06881 (ambos de DTM Corporation) . Se reivindica una pluralidad de polímeros y copolímeros para esta aplicación tales como, p. ej., poliacetato, polipropileno, polietileno, ionómeros y poliamida.
Otros procedimientos bien adecuados son el procedimiento SIV tal como se describe en el documento WO 01/38061 o un procedimiento tal como se describe en el documento EP 1015214. Ambos procedimientos trabajan con una calefacción por infrarrojos plana para la fundición del polvo. La selectividad de la fundición se alcanza, en el caso del primero, mediante la aplicación de un inhibidor, en el caso del segundo procedimiento mediante una máscara. Otro procedimiento se describe en el documento DE 10356193. En éste, la energía necesaria para la fundición se incorpora mediante un generador de microondas, y la selectividad se alcanza mediante la aplicación de un susceptor.
Otros procedimientos adecuados son aquellos que trabajan con un absorbedor, el cual está contenido en el polvo o es aplicado a través de procedimientos de chorro de tinta tal como se describe, p. ej., en el documento EP1737646.
Para los procedimientos de prototipado rápido o bien fabricación rápida mencionados (procedimientos RP o RM – siglas en inglés) pueden emplearse sustratos en forma de polvo, en particular polímeros, preferiblemente elegidos de poliésteres, poli (cloruro de vinilo) , poliacetales, polipropileno, polietileno, poliestireno, policarbonato, poli (Nmetilmetacrilimidas) (PMMI) , poli (metacrilato de metilo) (PMMA) , ionómero, poliamidas o mezclas de los mismos.
En el tratamiento de polvos de polímeros es necesaria a menudo una temperatura del espacio constructivo con el fin de evitar problemas de contracciones y deformaciones. Esta temperatura ambiente necesaria del espacio constructivo, también denominada temperatura de tratamiento, depende del polvo polímero a elaborar y, la mayoría de las veces, se encuentra sólo un poco por debajo del punto de fusión del material a elaborar. Un problema en el caso de estos procedimientos es la influencia nociva del oxígeno del aire. Las elevadas temperaturas durante el tratamiento conducen a deterioros del polímero a elaborar. Por este motivo, durante el tratamiento, el espacio constructivo es inertizado, por norma general, con un gas protector. En este caso, por ejemplo durante todo el proceso, el espacio constructivo es lavado de manera permanente con nitrógeno. Un
lavado permanente es necesario dado que, p. ej. mediante fugas en la máquina, el gas inerte se desprende del espacio constructivo. En el caso de la habilitación de nitrógeno mediante un generador no se puede garantizar la pureza necesaria, de modo que la porción de oxígeno residual sigue siendo todavía demasiado elevada. Por otra parte, el lavado del espacio constructivo con nitrógeno correspondientemente puro es costoso. Dado que los sectores de aplicación para piezas componentes de los procedimientos mencionados se amplían constantemente, también aumentan los requisitos exigidos a las propiedades de las piezas componentes. Así, muchos requisitos sólo se podrán cumplir en el futuro con materiales que posean un punto de fusión superior a los materiales hasta ahora empleados. Las temperaturas de tratamiento elevadas ligadas a ello requieren entonces una mejor inertización, dado que el efecto nocivo del oxígeno aumenta durante el tratamiento habitualmente con las temperaturas crecientes.
Los tres documentos DE 102005014483 A1, WO 2012/007394 A1 y US 2010/090374 A1 describen un dispositivo para la fabricación de objetos tridimensionales. En este caso, se introduce un gas inerte tal como argón en el espacio constructivo. El documento US 2010/090374 A1 da a conocer un procedimiento de acuerdo con el preámbulo de la reivindicación 1. Conforme al documento WO 2012/007394 A1, un gas protector se conduce a través de varias tuberías al espacio constructivo, pudiendo controlarse la presión en las correspondientes tuberías a través de válvulas.
En instalaciones correspondientes conforme al estado conocido de la técnica, el gas inerte es introducido la mayoría de las veces a través de la lente y el pirómetro, de manera que con ello se impiden incrustaciones en la lente y el pirómetro. Al mismo tiempo, el gas inerte enfría la lente y el pirómetro. Con el fin de alcanzar un efecto refrigerante correspondiente, el gas inerte ha de presentar una temperatura claramente inferior en comparación a la temperatura del espacio constructivo. Sin embargo, esto tiene el inconveniente de que el gas inerte frío, enfría intensamente el espacio constructivo y, en particular, el polvo en el campo constructivo. Esto perturba el proceso de construcción, dado que la temperatura debe regularse posteriormente con el fin de evitar efectos de deformación en el espacio constructivo. Además, a través del gas inerte frío aparecen de manera reforzada arremolinamientos en el espacio constructivo.
Misión de la presente invención es la habilitación de un procedimiento simplificado para la fabricación de objetos tridimensionales, con el que se pueda reducir la carga de gas inerte, sin que se perturbe al proceso de construcción como tal en su realización o bien se reduzca la calidad de las piezas componentes obtenidas. Este problema se resuelve mediante un procedimiento conforme a la reivindicación 1.
Mediante un lavado del espacio constructivo con un gas inerte que es más pesado que el aire pudo alcanzarse, sorprendentemente, una inertización claramente mejorada. Además, es necesaria una cantidad claramente menor de gas inerte con el fin de alcanzar una buena inertización. Conforme a ello, un primer objeto de la presente invención es un procedimiento para la fabricación por capas de objetos tridimensionales, en el que la inertización del recinto del espacio constructivo se realiza con un gas o mezcla gaseosa lenta a reaccionar, cuya densidad es mayor que la del aire. En el marco de la presente invención, por aire se entiende la mezcla gaseosa de la atmósfera terrestre. Como gases lentos a reaccionar se entienden en el sentido de la presente invención todos los gases que, bajo las condiciones del procedimiento no reaccionan con los sustratos en forma de polvo empleados. Como más pesado que el aire se consideran en el marco de la presente invención todos los... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación por capas de objetos tridimensionales, en el que la inertización del espacio constructivo se efectúa con un gas o mezcla gaseosa lento a reaccionar, cuya densidad es mayor que la del aire,
regulándose en temperatura este gas o mezcla gaseosa hasta una temperatura al nivel del espacio constructivo y caracterizado por que separado de la inertización del espacio constructivo se lavan y se enfrían adicionalmente la lente y pirómetro con un gas inerte.
2. Procedimiento según la reivindicación 1, caracterizado por que como gas o mezcla gaseosa lento a reaccionar 10 o bien gas inerte se emplean gases nobles o compuestos de gases nobles.
3. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que como gas o mezcla gaseosa lento a reaccionar o bien gas inerte se emplean argón, criptón, xenón, hexafluoruro de xenón y/o dióxido de carbono.
1.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que adicionalmente los sustratos en forma de polvo empleados en los recipientes de reserva se inertizan con un gas o mezcla gaseosa lento a reaccionar.
5. Procedimiento según la reivindicación 4, caracterizado por que la inertización en los recipientes de reserva tiene lugar con una mezcla gaseosa con contenido en oxígeno.
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que el lavado de la lente y el pirómetro tiene lugar con un gas inerte con una densidad menor que el aire.
2.
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que el espacio constructivo está configurado de forma estanca a los gases.
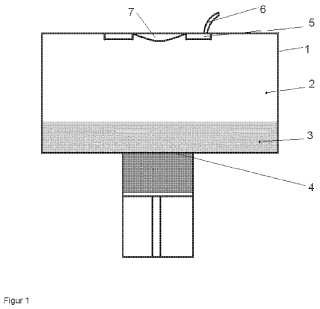
Figura 1
Figura 2
Figura 3
Figura 4
Patentes similares o relacionadas:
 Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para fabricar una estructura de superficie tridimensional de una herramienta de prensa, del 22 de Julio de 2020, de HUECK RHEINISCHE GMBH: Procedimiento para la fabricación de una estructura de superficie de una herramienta de prensado de gran formato con al menos una longitud de borde de más de […]
Poliéster termoplástico para la fabricación de objetos de impresión en 3D, del 15 de Julio de 2020, de ROQUETTE FRERES: Utilización de un poliéster termoplástico para la fabricación de objetos de impresión en 3D, comprendiendo dicho poliéster: * al menos una unidad de 1,4:3,6-dianhidrohexitol […]
 Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Sistema para fabricar piezas compuestas de manera aditiva, del 29 de Abril de 2020, de THE BOEING COMPANY: Sistema para fabricar de manera aditiva una pieza compuesta , comprendiendo el sistema : un conjunto de suministro , […]
Aparatos de fabricación adicionales y métodos relacionados con estrategias de escaneo especiales, del 29 de Abril de 2020, de RENISHAW PLC: Un aparato de fabricación aditiva por fusión selectiva mediante láser que comprende una cámara de construcción, una plataforma […]
Aleta de orza con núcleo estructurante metálico y envoltura a medida impresa en PLA, del 22 de Abril de 2020, de Seair: Aleta de orza de barco que se fija a un brazo de orza por una carlinga realizado por el ensamblaje de un núcleo de aleta y de una envoltura, el núcleo de […]
Polvo polimérico para procedimiento de fusión de lecho de polvo, del 15 de Abril de 2020, de Evonik Operations GmbH: Polvo polimérico para empleo en un procedimiento de fusión de lecho de polvo, caracterizado por que el polvo polimérico está revestido con una sustancia […]