BOQUILLA DE INYECCIÓN PARA ENHEBRAR UN ALAMBRE DE ELECTRODO DE UNA MÁQUINA DE ELECTROEROSIÓN.
Boquilla (10) de inyección para enhebrar o ensartar un alambre de electrodo de una máquina de electroerosión,
caracterizada porque la boquilla de inyección comprende una primera parte (25) y una segunda parte (26), de modo que la primera parte (25) está fabricada de acero inoxidable y constituye un soporte de corona externa para la segunda parte (26) embutida en posición central, fabricándose dicha primera parte con forma de un cilindro plano que incluye seis ranuras (15) radiales excavadas en su cara (16) superior y que forman canales que concentran un líquido presurizado en el centro hacia una boca de expulsión y comprende un orificio cilíndrico para la segunda parte (26) como inserto y de modo que la segunda parte (26) está fabricada de cerámica y contiene a la boca (17) de expulsión, la cual tiene forma de embudo invertido, que comprende dos segmentos (18, 19) cónicos sucesivos abiertos hacia abajo, y de modo que se practica un refrentado (23) coaxial en el interior de la cara (16) superior de la primera pieza que permite incrustar en su interior un soporte de anillo (21) de acero de una guía (7) de zafiro del alambre.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05015941.
Solicitante: Agie Charmilles SA.
Nacionalidad solicitante: Suiza.
Dirección: VIA DEI PIOPPI 2 6616 LOSONE SUIZA.
Inventor/es: MULLER, GERALD.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Julio de 2005.
Clasificación PCT:
- B23H7/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › Soportes, enrollado o conexiones eléctricas de alambres de electrodos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2366543_T3.pdf
Fragmento de la descripción:
El presente invento se refiere a la mejora de una boquilla de inyección que enhebra o ensarta el electrodo de alambre de una máquina de electroerosión de corte por alambre desde la guía superior del alambre, a través de la zona de mecanizado y en dirección a la entrada de la guía inferior del alambre. Una boquilla de este tipo es conocida del documento US6344624, el cual explica en combinación las características del preámbulo de la reivindicación 1.
Cuando se corta una pieza de trabajo en una máquina de electroerosión por alambre continuo, algunas operaciones automáticas requieren que el alambre del electrodo se retire del corte que se está realizando en la pieza de trabajo y se vuelva a enhebrar en otro orificio de inicio de la pieza de trabajo para realizar otro corte.
Antes de comenzar el mecanizado, el electrodo de alambre se debe enhebrar en la zona de trabajo de la máquina, es decir, el extremo del alambre debe llevarse con gran precisión desde el cabezal superior de guiado del alambre a través de un orificio de inicio o de un hueco de trabajo de una pieza de trabajo que se quiere mecanizar hacia el cabezal inferior de guiado del alambre.
El enhebrado o re-enhebrado automático se usa a menudo cuando el mecanizado completo está compuesto de múltiples contornos cerrados, cuando se cortan contornos cerrados en varias secciones parciales, cuando se usan diferentes electrodos de alambre, o cuando el alambre se rompe accidentalmente durante el funcionamiento debido a una sobrecarga térmica local.
Debido a que el diámetro del alambre del electrodo es menor de 300 micras, hasta de 100 micras, y a que este diámetro es sólo algunas micras menor que el diámetro del orificio de los elementos de guiado del alambre, enhebrar de forma automática el alambre a través de las guías superior e inferior del alambre es una tarea bastante difícil.
Los siguientes documentos tratan el problema de hacer pasar de forma automática el alambre del electrodo y ayudan a definir el campo relacionado: CH 559 599; EP 0 206 041; DE 10 064 232.
La etapa inicial de la secuencia de enhebrado consiste en reducir uniformemente el diámetro del alambre del electrodo, aguas arriba de los cabezales superiores de guiado, calentando y estirando el alambre en una longitud de aproximadamente 300 mm. La zona de calentamiento y estirado está situada aguas arriba del cabezal superior en el interior de un conducto que rodea al alambre de manera que se garantice un calentamiento uniforme.
En una siguiente etapa el alambre se corta térmicamente en la parte inferior de su sección de diámetro reducido, conformando de esta forma la punta de una aguja, mientras que la porción de alambre situada aguas abajo es desechada por el mecanismo de alimentación del alambre.
La porción de diámetro reducido del alambre se introduce sucesivamente desde arriba en el interior del cabezal superior de guiado del alambre, a través de un orificio de la pieza de trabajo y a través de la guía inferior del alambre, hasta que la punta de la porción de diámetro reducido del alambre es agarrada por el mecanismo de alimentación del alambre situado aguas abajo en el interior del cabezal inferior.
Ambas guías de alambre son piezas con forma de toro cerrado fabricadas normalmente de piedra de zafiro colocada dentro de un anillo de soporte metálico. Con el fin de aumentar aún más la precisión del posicionamiento del eje longitudinal del alambre, el orificio a través de la piedra de zafiro presenta una estrecha holgura de algunas micras, para limitar al mínimo el juego lateral permisible del alambre.
Tan pronto como la punta de la porción superior del alambre baja y sobresale de la guía superior y durante toda la operación de enhebrado, la porción de diámetro reducido del alambre es guiada con la ayuda de un chorro concéntrico de fluido libre de agua a alta presión, para superar la distancia existente desde el cabezal superior de guiado del alambre hasta la entrada de la guía inferior del alambre.
El chorro de agua a alta presión sale de una boquilla que es la pieza más crítica del proceso de enhebrado. Para garantizar una gran precisión repetitiva de su salida la citada boquilla está fabricada de cerámica, es decir, de un material muy resistente a la abrasión y al desgaste.
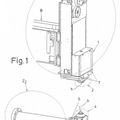
La figura 1, que ilustra un cabezal superior de mecanizado de una máquina de electroerosión por alambre, ilustra el entorno directo en el cual está integrada la boquilla de enhebrado antes mencionada.
En la pieza maestra 1 un canal 2 horizontal recibe el líquido a una presión de 5 bares con la intención de formar un chorro 3 de enhebrado compacto y calibrado que es expulsado hacia abajo alrededor del alambre en la zona de mecanizado.
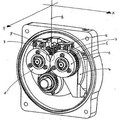
El canal 2 horizontal emerge a un canal 4 cilíndrico vertical del cual todo el volumen está ocupado por la base 5 de guiado del alambre, una pieza compleja que realiza varias funciones críticas. Esta pieza se asienta ajustada con precisión en el interior de la pieza maestra 1 y comprende en su centro el canal 6 de alimentación que lleva el electrodo de alambre desde la parte superior hacia la guía 7 del alambre y que también está diseñado para refrigerar y mojar la guía del alambre y el conjunto de contacto por medio de un canal de fluido independiente. Ranuras 8 verticales en la periferia de la base 5 de guiado del alambre conducen el líquido a presión dedicado a la función de enhebrado hasta la cámara 9 anular, la cual alimenta al cuerpo 10 de la boquilla de enhebrado situado debajo de la guía 7 del alambre. El soporte de anillo 21 de acero de la guía 7 de zafiro del alambre se encuentra embutido en el interior del cuerpo 10 de la boquilla de enhebrado. Los conductos del interior de la cámara 9 y el cuerpo 10 de la boquilla de enhebrado forman canales de flujo especialmente críticos ya que las menores imperfecciones geométricas pueden provocar turbulencias y perturbar a la larga la simetría axial del chorro 3 de salida.
El conjunto de guía del alambre, es decir, las pocas partes cercanas a la guía 7 del alambre, diseñadas para ser desensambladas con frecuencia, están contenidas en una tapa 11 fijada firmemente y con precisión contra la base 5 de guiado del alambre por medio de la rosca 12 de tornillo. Una junta tórica 13 en la tapa 11 garantiza el sellado entre el canal 8 de inyección diseñado para enhebrar el alambre y la cavidad 14 de inyección para el lavado con agua del área de trabajo durante el mecanizado.
El cuerpo 10 de la boquilla de enhebrado (Figuras 2a, 2b, 2c) moldeado en una pieza de cerámica tiene la forma general de un cilindro plano que incluye seis ranuras 15 radiales excavadas en su cara 16 superior y que forman el mismo número de canales, los cuales concentran el líquido presurizado en el centro hacia la boca 17 de expulsión con forma de embudo invertido. Este tipo de boquilla de enhebrado existe para varios diámetros de chorro de enhebrado. El diámetro del cuello de botella de la boca 17 de expulsión puede ser por ejemplo 0,5 mm, 0,8 mm ó 1,8 mm.
Debido, entre otras razones, a que se desgasta, el cuerpo 10 de la boquilla de enhebrado tiene que ser sustituido, según un procedimiento descrito en detalle en la documentación del cliente relacionada con máquinas ROBOFIL®, disponible en línea desde el panel de control de las máquinas, en particular en las secciones tituladas “mantenimiento periódico” y “lista de piezas sometidas a desgaste” que establecen en particular las diferentes piezas críticas implicadas en las operaciones de enhebrado. También ocurre con frecuencia que el operador de la máquina debe variar el diámetro del chorro 3 de enhebrado debido al uso de un alambre más fino o más grueso o debido a un cambio en el diámetro de los orificios de inicio en la pieza de trabajo.
La boca 17 de expulsión comprende dos segmentos 18, 19 cónicos sucesivos abiertos hacia abajo. Un primer segmento 18 cónico de apertura 30º, el cual se abre comenzando desde la cara 20 donde convergen las seis ranuras 15 radiales y que conduce a un segundo segmento 19 cónico de apertura 60º, el cual a su vez conduce a la cara 22 inferior del cilindro plano antes mencionado que constituye el cuerpo 10 de la boquilla de enhebrado.
En el interior de la cara 16 superior de la pieza está practicado un refrentado 23 coaxial, que permite embutir el soporte de anillo 21 de acero de la guía 7 de zafiro del alambre (véase la figura 1) cuando se rosca la tapa 11 en la base 5 de guiado... [Seguir leyendo]
Reivindicaciones:
1. Boquilla (10) de inyección para enhebrar o ensartar un alambre de electrodo de una máquina de electroerosión, caracterizada porque la boquilla de inyección comprende una primera parte (25) y una segunda parte (26), de modo que la primera parte (25) está fabricada de acero inoxidable y constituye un soporte de corona externa para la segunda parte (26) embutida en posición central, fabricándose dicha primera parte con forma de un cilindro plano que incluye seis ranuras (15) radiales excavadas en su cara (16) superior y que forman canales que concentran un líquido presurizado en el centro hacia una boca de expulsión y comprende un orificio cilíndrico para la segunda parte
(26) como inserto y de modo que la segunda parte (26) está fabricada de cerámica y contiene a la boca (17) de expulsión, la cual tiene forma de embudo invertido, que comprende dos segmentos (18, 19) cónicos sucesivos abiertos hacia abajo, y de modo que se practica un refrentado (23) coaxial en el interior de la cara (16) superior de la primera pieza que permite incrustar en su interior un soporte de anillo (21) de acero de una guía (7) de zafiro del alambre.
2. Boquilla (10) de inyección de acuerdo con la reivindicación 1, caracterizada porque la primera parte (25) de dicha boquilla (10) de inyección está fabricada de acero inoxidable endurecido al vacío con un mínimo de 58 HRC.
3. Boquilla (10) de inyección de acuerdo con la reivindicación 2, caracterizada porque la segunda parte (26) está fabricada de óxido de Aluminio Al2O3.
4. Boquilla (10) de inyección de acuerdo con la reivindicación 2, caracterizada porque la segunda parte (26) está fabricada de óxido de Zirconio ZrO2.
5, Boquilla (10) de inyección de acuerdo con la reivindicación 2, caracterizada porque la segunda parte (26) está fabricada de Carburo de Silicio SiC.
6. Boquilla (10) de inyección de acuerdo con las reivindicaciones 1 y 2, caracterizada porque la primera parte (25) y una segunda parte (26) se ensamblan según un método de zunchado sin sustancia adhesiva que aprovecha las fuerzas desplegadas en la corona (25) de acero inoxidable por su enfriamiento, quedando el inserto (26) de cerámica estrangulado en el interior de la corona (25) de acero inoxidable de manera que se hace imposible el desensamblaje.
Patentes similares o relacionadas:
Guía del alambre para guiar un electrodo de alambre durante la electroerosión por hilo, del 29 de Julio de 2020, de FRITZ STUDER AG: Guía del alambre para guiar un electrodo de alambre durante la electroerosión de hilo rotativo de una pieza de trabajo , comprendiendo un elemento guía […]
Máquina electroerosiva por alambre con un dispositivo para el enhebrado del electrodo de alambre, del 4 de Octubre de 2017, de Agie Charmilles Ltd: Máquina electroerosiva por alambre con una guía de alambre abierta con una cabeza superior de guía de alambre, una cabeza inferior de guía de alambre […]
Dispositivo para la electroerosión por hilo rotativo con una guía de hilo pivotable, del 3 de Mayo de 2017, de FRITZ STUDER AG: Dispositivo para la electroerosión por hilo rotativo de una pieza de trabajo con una guía de hilo en forma de disco para el guiado de […]
Guía de hilo pivotable, del 19 de Noviembre de 2014, de FRITZ STUDER AG: Dispositivo para la electroerosión por hilo rotativo de una pieza de trabajo con una guía de hilo configurada en forma de disco y preferentemente […]
 Máquina electroerosiva con guía de electrodo magnética, del 11 de Abril de 2012, de ROBERT BOSCH GMBH: Máquina electroerosiva para un mecanizado erosivo de una pieza de trabajo con una guía de electrodo con un electrodo por el […]
Máquina electroerosiva con guía de electrodo magnética, del 11 de Abril de 2012, de ROBERT BOSCH GMBH: Máquina electroerosiva para un mecanizado erosivo de una pieza de trabajo con una guía de electrodo con un electrodo por el […]
 GUÍA DE ALAMBRE GASTADO EN UNA MÁQUINA DE DESCARGA ELÉCTRICA, del 13 de Marzo de 2012, de Agie Charmilles SA: Guía de alambre gastado para su uso en una máquina de descarga eléctrica adecuada para disponerse aguas abajo de la zona de mecanizado de la máquina […]
GUÍA DE ALAMBRE GASTADO EN UNA MÁQUINA DE DESCARGA ELÉCTRICA, del 13 de Marzo de 2012, de Agie Charmilles SA: Guía de alambre gastado para su uso en una máquina de descarga eléctrica adecuada para disponerse aguas abajo de la zona de mecanizado de la máquina […]
 SISTEMA DE PROTECCION CONTRA CHOQUES, PARA BOCAS DE MAQUINAS DE ELECTROEROSION, del 1 de Enero de 2008, de ONA ELECTRO-EROSION, S.A.: Sistema de protección contra choques, para bocas de máquinas de electroerosión, de las que constan de un cabezal superior con una boca superior , un cabezal […]
SISTEMA DE PROTECCION CONTRA CHOQUES, PARA BOCAS DE MAQUINAS DE ELECTROEROSION, del 1 de Enero de 2008, de ONA ELECTRO-EROSION, S.A.: Sistema de protección contra choques, para bocas de máquinas de electroerosión, de las que constan de un cabezal superior con una boca superior , un cabezal […]
ROBOT DE TRABAJO PARA INTERCAMBIADOR DE CALOR Y METODO PARA HACERLO FUNCIONAR., del 1 de Junio de 2005, de HITACHI ZOSEN CORPORATION: Un robot de trabajo para intercambiadores de calor, que comprende un cuerpo de robot movible a lo largo de una lámina de tubo a través de la cual […]