14 inventos, patentes y modelos de SALAMEH, RALF
ELEMENTO DE SELLADO ESTÁTICO PARA PIEZAS ADOSADAS, CON DESACOPLAMIENTO ACÚSTICO.
(08/09/2011) Tapa de cierre de carcasa para la fijación liberable estanca a los líquidos a un motor de combustión interna, con una pieza adosada unida en el estado de instalación firmemente con la carcasa y que se extiende a través de la tapa hacia el exterior, compuesta de un elemento de soporte metálico o polímero de una sola capa con un orificio para la pieza adosada , estando dispuesta en el orificio una junta que presenta un labio de junta axial que se extiende por el borde del orificio y un labio de junta que se extiende en dirección radial para sellar la pieza adosada , y porque el labio de junta que se extiende en dirección…
JUNTA PLANA PARA ALTO ESFUERZO PARA MÁQUINAS MOTRICES DE COMBUSTIÓN INTERNA.
(10/06/2011) Junta plana para un alto esfuerzo, que comprende un soporte básico metálico con al menos una zona de obturación , estando provisto el soporte básico en al menos una zona predeterminada en el exterior de las zonas de obturación al menos parcialmente de una estructura funcional , que presenta perfilados (16, 16') estampados del soporte básico ; y estando provisto el soporte básico de un recubrimiento de un material elastomérico; caracterizada por que el grosor del recubrimiento elastomérico se corresponde con la altura de los perfilados (16, 16'), de tal forma que la junta plana presenta en todos puntos el mismo grosor total
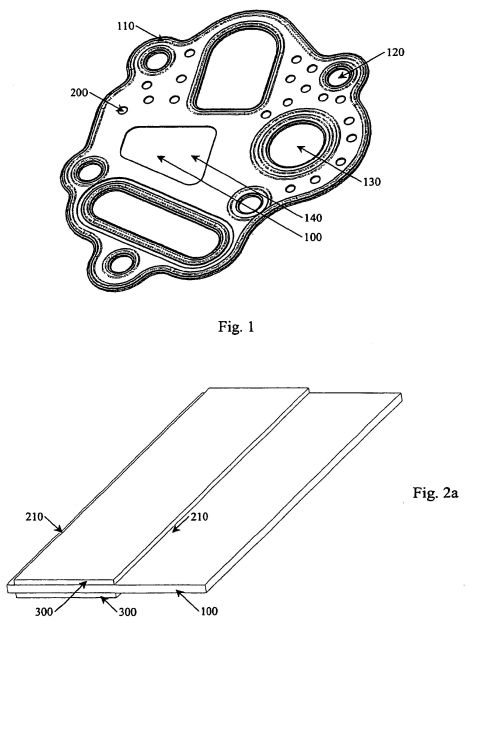
(01/04/2009) Junta, conteniendo un marco portante que presenta agujeros de fijación, y que en su caso presenta zonas parciales unidas una con otra en una sola pieza, que discurren bajo un ángulo una respecto a otra, estando prevista al menos en una de las zonas parciales, una zona de obturación de acción radial, y al menos una zona de obturación de acción axial, con una abertura pasante, y disponiendo al menos otra zona parcial, de al menos una zona de obturación de acción axial, estando previstas las zonas de obturación de acción axial, de zonas individuales parciales, en la misma cara (2'') del marco portante, terminando la zona de obturación de acción axial en una zona de obturación de acción radial; disponiendo la zona de obturación de acción radial, de al menos un refuerzo de…
JUNTA CON SOPORTE Y SU FABRICACION.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(16/02/2009). Ver ilustración. Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH. Clasificación: F16J15/08, F16J15/10, B29C45/14, F16J15/12.
Procedimiento para la fabricación de una junta en un proceso continuo que comprende: - Preparación de un soporte para una junta; - llevar de forma continua el soporte a un dispositivo de proyección; - aplicar cíclicamente como junta por una cara o por ambas caras el como mínimo un material elastómero orgánico sobre el soporte mediante proyección en donde mediante la aplicación del como mínimo un material elastómero orgánico sobre el soporte se aplican por zonas diferentes materiales elastómeros orgánicos para formar la junta; - orientar la junta por medio de zonas de fijación durante la proyección en donde las zonas de fijación comprenden uno o varios puntos de fijación y/o zonas de fijación alargadas en las cuales se agarra una herramienta quedando guiada u orientada por ellos; y - estampar la junta.
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE SOPORTE PARA JUNTAS DE ESTANQUEIDAD DE ELASTOMERO.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/11/2008). Ver ilustración. Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH. Clasificación: F16J15/06, F16J15/12, B21D53/20.
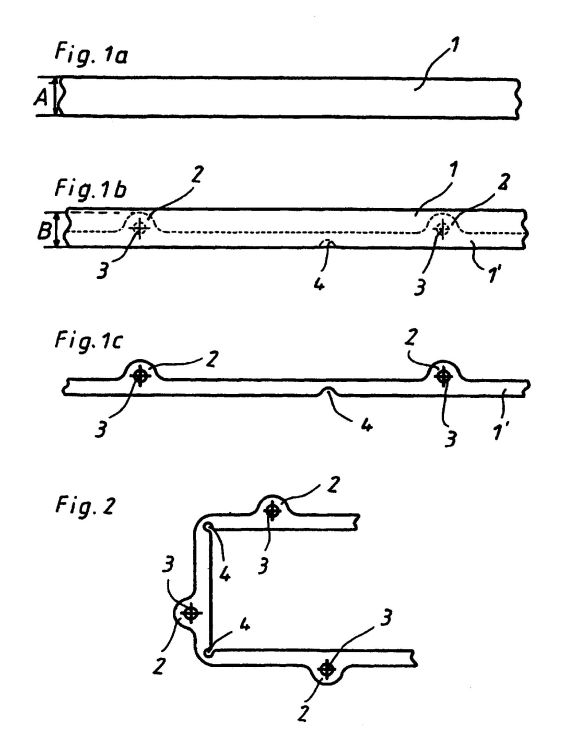
Procedimiento para la fabricación de un elemento de soporte para una junta de obturación de elastómero, en el que se generan un cuerpo de base (1'') o segmentos para un cuerpo de base (1'') a través de estampación, en el que el cuerpo de base (1'') o los segmentos para el cuerpo de base (1'') son producidos con geometría predeterminada a partir de una banda, caracterizado porque se emplea una banda arrollada, que corresponde esencialmente a la anchura máxima (B) del cuerpo de base (1'') o de los segmentos y la banda pasa por procesos de estampación sucesivos y controlados por CNC para la generación del cuerpo de base (1'') o de los segmentos, en el que los procesos de estampación son activados de forma individual.
TAPA DE CARCASA CON UN TOPE DESACOPLADO ACUSTICAMENTE.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/03/2008). Ver ilustración. Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH. Clasificación: F02F7/00, F02B77/13.
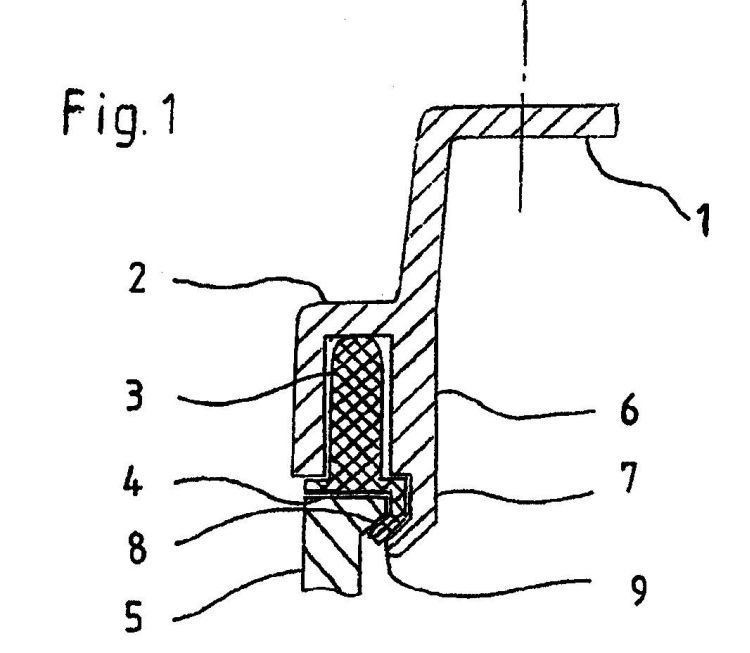
Tapa de carcasa para un motor de combustión interna, especialmente tapas de culata o cárteres de aceite, para su fijación desmontable, impermeable a los fluidos al bloque del motor, con un perfil elastomérico de obturación en el borde de la tapa de carcasa, estando prevista en el borde de la tapa de carcasa en el lado interior una prolongación axial orientada en la dirección del bloque del motor, que sobresale axialmente por encima de una superficie de obturación, y en la que al menos entre la prolongación axial y el bloque del motor está prevista una junta de obturación, estando realizada la junta de obturación como pieza separada y estando unida con la prolongación , caracterizada porque la unión se realiza con arrastre de forma mediante chaflanes primero y segundo, estando configurado el primer chaflán opuesto al segundo chaflán.
TAPA DE CARCASA CON DISPOSITIVO PARA GARANTIZAR LAS FUERZAS DE OBTURACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/03/2008). Ver ilustración. Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH. Clasificación: F02F7/00, F02B77/13.
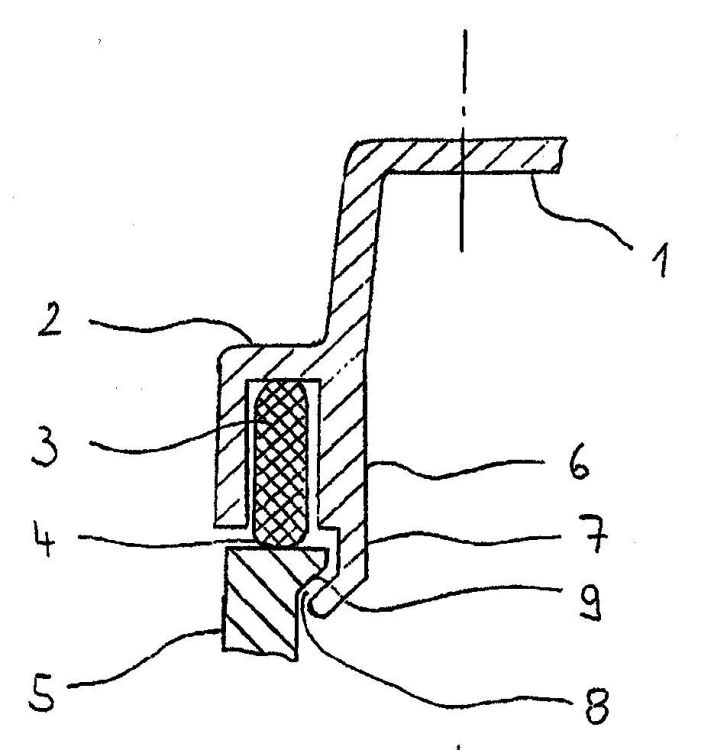
Tapa de carcasa para un motor de combustión interna, especialmente tapas de culata o cárteres de aceite, para su fijación desmontable, impermeable a los fluidos al bloque del motor, con una junta elastomérica de obturación en el borde de la tapa de carcasa, estando prevista en el borde de la tapa de carcasa en el lado interior una prolongación axial orientada en la dirección del bloque del motor, que sobresale axialmente por encima de la superficie de obturación, de modo que la tapa de carcasa está colocada al menos en la posición correcta, caracterizada porque la prolongación está configurada de tal manera, que se forma una muesca en forma de un chaflán y porque la prolongación presenta en el extremo axialmente inferior otro chaflán , que está configurado opuesto en la dirección del primer chaflán.
PROCEDIMIENTO PARA CREAR REGIONES DE OBTURACIN EN LA REGION DE UNA JUNTA PLANA.
(16/12/2007) Procedimiento para crear al menos una región de obturación entre elementos soporte planos, unidos entre sí a través de almas , en la región de una junta plana, por medio de que las almas se configuran más delgadas con relación al grosor de pared de los elementos soporte , de tal modo que las almas se dotan de regiones de estampado alternadas entre sí y la región de obturación respectiva se conforma sobre las regiones de borde de los elementos soporte , caracterizado porque cada alma está dotada de al menos una región de estampado superior y una inferior , en donde las regiones de estampado se configuran formando un alma de…
PROCEDIMIENTO PARA LA FABRICACION DE UN COMPONENTE DE PLASTICO PROVISTO CON UNA JUNTA DE OBTURACION ASI COMO COMPONENTE DE PLASTICO.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/11/2007). Ver ilustración. Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH & CO. KG. Clasificación: F02F7/00, B29C45/16.
Procedimiento para la fabricación de un componente de plástico para un motor de combustión interna, en el que el componente de plástico está en conexión operativa con una junta de obturación de elastómero , que contiene las siguientes etapas del procedimiento: la junta de obturación de elastómero se moldea por inyección en al menos un elemento de soporte metálico , el elemento de soporte junto con la junta de obturación se inserta en un moldeo o bien en una pieza moldeada de un útil de moldeo por inyección de plástico y el componente de plástico es generado exclusivamente a través de conformación de material de plástico en el elemento de soporte , y se desmoldea el componente de plástico acabado junto con la junta de obturación moldeada integralmente.
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE OBTURACION ASI COMO ELEMENTO DE OBTURACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/11/2007). Ver ilustración. Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH & CO. KG. Clasificación: F16J15/12.
Procedimiento para la fabricación de un elemento de obturación reforzado metálicamente, en el que se provee en primer lugar un elemento de soporte metálico con varias escotaduras , luego el material restante del elemento de soporte se desplaza a través de estampación en las escotaduras , de manera que las escotaduras se cierran esencialmente de forma completa y el elemento de soporte recibe una sección transversal en forma de U con una superficie interior continua y a continuación se moldea por inyección en la superficie interior un perfil de obturación que está constituido por material de elastómero.
PROCEDIMIENTO PARA CREAR UNA JUNTA EN UNA PIEZA CONSTRUCTIVA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/03/2007). Ver ilustración. Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH & CO. KG. Clasificación: F16J15/10.
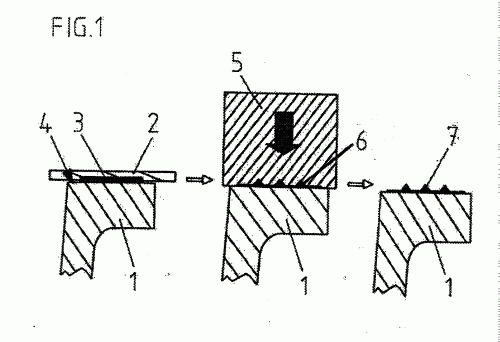
Procedimiento para crear una junta en una pieza constructiva , por medio de que sobre una superficie de la pieza constructiva , pre- mecanizada en caso necesario, se aplica un material de junta mediante estampación por tamiz y, por medio de una herramienta sometida a una temperatura prefijable, se estampa la geometría de la junta acabada en el material de junta.
MEDIO AUXILIAR DE TRANSPORTE Y MONTAJE.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/08/2006). Ver ilustración. Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH. Clasificación: F16J15/32, B29C45/14, B25B27/00.
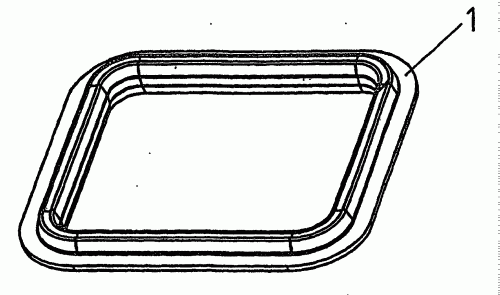
Un medio auxiliar de transporte y de montaje para juntas moldeadas de goma, compuesto por un marco de soporte adaptado a uno de los contornos de la junta moldeada de goma , de plástico o metal, que se fija de forma no desmontable, de forma giratoria en la zona del borde de la junta moldeada de goma , caracterizado porque el marco de soporte dispone de levas de conexión que se moldean por inyección, de modo que, tras conseguir la junta moldeada de goma , se ven rodeadas por material de sellado y porque el marco de soporte se puede separar de la junta moldeada de goma durante el proceso de montaje.
PROCEDIMIENTO PARA LA ELABORACION DE UNA PIEZA PARA UN ACUMULADOR DE ALTA PRESION DE COMBUSTIBLE Y PIEZA PARA LA UTILIZACION DEL PROCEDIMIENTO.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/06/2006). Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH. Clasificación: F02M55/02, B23P15/00, B23P9/02.
Procedimiento para el mecanizado de una pieza tubular de un material ferrítico-perlítico, endurecible que - está destinado a un acumulador de alta presión de combustible (rail) de un sistema de inyección de combustible Common Rail de motores de combustión interna, - presenta una cámara interior axial y orificios transversales ininterrumpidos que discurren desde la periferia del rail con intersecciones a la cámara interior - en los sitios de empalme axiales y los sitios de.
TAPA DE CARCASA CON SISTEMA DE OBTURACION DESACOPLADO ACUSTICAMENTE Y SINTONIZABLE.
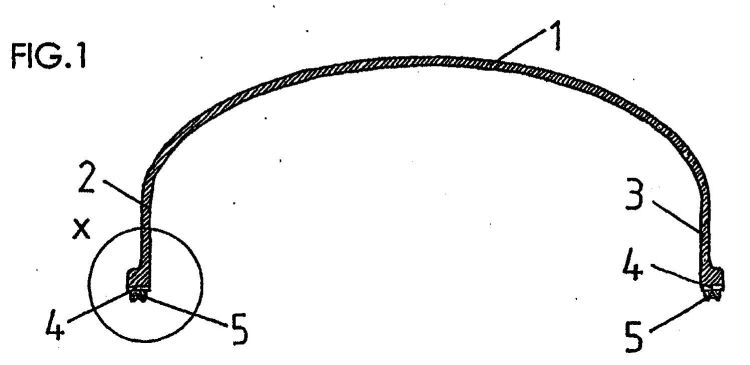
(16/05/2006) Tapa de carcasa (5, 6) desacoplada acústicamente en forma de una cubierta de culata o de un cárter para un motor de combustión interna, para su fijación desmontable y estanca a los líquidos al bloque del motor , con un perfil de junta (1, 1) elastomérico en forma de T que está insertado en una ranura prevista sobre el borde (8, 4, 5) de la tapa de carcasa (5, 6), estando situadas las dos patas cortas del perfil de junta (1, 1) en forma de T sobre el borde (8, 4, 5) de la tapa de carcasa (5, 6) y penetrando la pata larga en la ranura , presentando el perfil de junta (1, 1) un perfilado en su lado vuelto hacia la superficie de…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}