8 patentes, modelos y diseños de SMS SCHLOEMANN-SIEMAG AG.
PROCEDIMIENTO DE DESCASCARILLADO PARA UNA BANDA METALICA Y SISTEMA DE DESCACARILLADO CORRESPONDIENTE A ESTE PROCEDIMIENTO.
(24/06/2010) Procedimiento de descascarillado para una banda metálica ,
- según el cual la banda metálica es guiada en un sentido de transporte (x) desde una caja de laminación anterior hasta una caja de laminación posterior ,
- según el cual se inyecta un líquido para el descascarillado sobre la banda metálica entre las cajas de laminación por un dispositivo para el descascarillado ,
- según el cual se inyecta el líquido para el descascarillado sobre la banda metálica , por una unidad de descascarillado superior desde una distancia de trabajo (a) superior y por una unidad de descascarillado inferior desde una distancia de trabajo (b) inferior,
- según el cual la banda metálica es desviada transversalmente con respecto al sentido de transporte (x) a la altura del dispositivo para el descascarillado…
AUTOMATIZACION DE UNA INSTALACION DE FUNDICION DE COLADA CONTINUA DE ALTA VELOCIDAD.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2003). Inventor/es: FELDHAUS, STEPHAN, DR., PARSCHAT, LOTHAR, VONDERBANK, MICHAEL, DR., PLESCHIUTSCHNIGG, FRITZ-PETER, ULKE, THOMAS, KOWALEWSKI, ROBERT VICTOR, HEIDEMANN, ROLF-PETER. Clasificación: B22D11/16.
Procedimiento para el funcionamiento de una instalación de colada continua a alta velocidad para la fundición de una colada continua metálica, especialmente de un desbaste, a velocidades de la colada de máximo 10 m/min. con una coquilla oscilante.
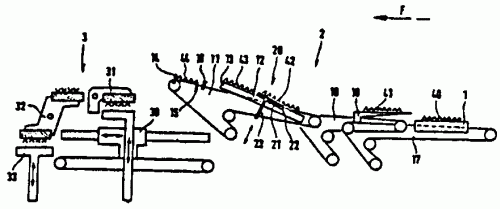
PROCEDIMIENTO Y DISPOSITIVO PARA EL TRANSPORTE EXENTO DE PERTURBACIONES DE CAPAS DE PERFIL HACIA ESTACIONES DE ENTREGA EN TRENES DE LAMINACION DE ACERO FINO O ENTREFINO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1991). Ver ilustración. Inventor/es: BRAUN, HANS-JURGEN, NOBIS, DIETER. Clasificación: B21B39/14.
PROCEDIMIENTO Y DISPOSITIVO PARA EL TRANSPORTE EXENTO DE PERTURBACIONES DE CAPAS DE PERFIL HACIA ESTACIONES DE ENTREGA EN TRENES DE LAMINACION DE ACERO FINO O ENTREFINO. ES PROBLEMATICO, EN PROCEDIMIENTOS Y DISPOSITIVOS CONOCIDOS, UN TRANSPORTE EXENTO DE PERTURBACIONES, DE CAPAS DE PERIL HACIA ESTACIONES DE ENTREGA DESPUES DE UNA FILA DE TOPES . SEGUN EL INVENTO ESTA PREVISTO QUE LAS CAPAS DE PERFIL, EN EL TRANSPORTE TRANSVERSAL HACIA LA ESTACION ALINEADORA SEPARADA DELANTE DE UNA FILA DE TOPES, ACTUANTE COMO EJE DE ALINEACION ENTRE LAS MISMAS, Y SE LLEVAN A UNA POSICION PARALELA CASI EXACTA RESPECTO AL EJE DE ALINEACION . LAS CAPAS DE PERFIL MARCHAN EN ELLO SOBRE UNA SUPERFICIE ALINEADORA PRIMERAMENTE APLICADA UNIFORMEMENTE FRENTE AL PLANO DE TRANSPORTE TRANSVERSAL, EN QUE LA SUPERFICIE DE ALINEACION, DESPUES DE ELLO, SE APLICA ADEMAS IRREGULARMENTE.
DISPOSITIVO PARA EL CORRIMIENTO AXIAL DE CILINDROS EN ARMAZONES DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1987). Clasificación: B21B31/18.
DISPOSITIVO PARA EL CORRIMIENTO AXIAL DE CILINDROS. CONSTA DE: UNA PIEZA DE MONTAJE EN LA QUE SE DISPONE UN PRIMER SECTOR DEL CILINDRO Y BRAZOS EN VOLADIZO QUE SE EXTIENDEN A AMBOS LADOS DE ; UN COJINETE DE SITUADO SOBRE UNA PIEZA PORTADORA , QUE ESTA CONDUCIDA DE MODO AXIALMENTE CORREDIZO EN ; UN CARRO CORREDIZO SOBRE EL QUE SE APOYA, CON UN APENDICE DE CILINDRO , UNA VAINA DE ACOPLAMIENTO ; UN COJINETE GANCHOS DE ACOPLAMIENTO QUE PRESENTAN ESCOTADURAS Y EXTREMOS DE GANCHO SUPERPONIBLES SOBRE UN HOMBRO ANULAR QUE PUEDEN INTRODUCIRSE EN UNA RANURA ANULAR DE LA PIEZA DE CABEZA DE UNA BARRA DE TRACCION.
PROCEDIMIENTO Y DISPOSITIVO PARA LA COLADA CONTINUA DE BANDA DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1986). Clasificación: B22D11/04.
PROCEDIMIENTO Y DISPOSITIVO PARA LA COLADA CONTINUA DE BANDA DE ACERO. INCLUYE: UNAS PAREDES LATERALES MAYORES QUE DISCURREN LATERALMENTE A LA ZONA DE COLADA , EN FORMA DE TOLVA, A UNA DISTANCIA CORRESPONDIENTE AL ESPESOR DE LA BANDA (D), Y PARALELAMENTE, HASTA LA PARED LATERAL MENOR (3 Y 4) CORRESPONDIENTE. CONSISTE: A) EN ESTAR DESTINADO A LA COLADA DE BANDAS DE ACERO CON UN ESPESOR INFERIOR A 60 MM EN UNA COQUILLA DE COLADA CONTINUA; B) DIMENSIONAR LA VELOCIDAD DE REFRIGERACION Y LA VELOCIDAD DE EXTRACCION DE FORMA QUE LA COSTRA DEL LINGOTE TENGA EN EL EXTREMO DE LA ZONA DE COLADA , EN FORMA DE TOLVA, UN ESPESOR INFERIOR A 6 MM. SIENDO LA VELOCIDAD DE EXTRACCION DE 4 A 6 M/MINUTO.
PERFECCIONAMIENTOS EN UN DISPOSITIVO DE GUIA PARA UNA COQUILLA DE COLADA CONTINUA ACCIONADA EN FORMA OSCILANTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1986). Clasificación: B22D11/04.
PERFECCIONAMIENTOS EN UN DISPOSITIVO DE GUIA PARA UNA COQUILLA DE COLADA CONTINUA ACCIONADA EN FORMA OSCILANTE. CONSISTENTES EN: SUJETAR EN AMBOS LADOS DE UN PORTE-RESORTE , UN RESORTE DE LAMINA , QUE SE AMARRA EN SU ZONA CENTRAL SOBRE EL BASTIDOR Y QUE LLEVA FIJADO EN SU ZONA CENTRAL A LA MESA ELEVADORA DE LA COQUILLA MEDIANTE UNA PIEZA INTERMEDIA Y UNAS CUÑAS QUE SE PUEDEN TENSAR; FIJAR AL PORTE-RESORTE , UNA BANDEJA , QUE CIRCUNDE AL DISPOSITIVO DE GUIA Y ESTE DOTADA DE UNA TAPA Y ALINEAR EN LA TRAYECTORIA (R) DEL ARCO DE CONDUCCION DEL LINGOTE CONTINUO DE UNA INSTALACION DE COLADA CONTINUA EN ARCO, UNA UNIDAD COMPUESTA DE PORTE-RESORTE Y RESORTE DE LAMINA.
INSTALACION PARA EL TRATAMIENTO CONTINUO DE CHAPA FINA.
Sección de la CIP Química y metalurgia
(01/06/1983). Clasificación: C23C1/14.
INSTALACION PARA EL TRATAMIENTO CONTINUO DE CHAPA FINA. COMPRENDE UNA PARTE DE ENTRADA Y UNA PARTE DE SALIDA , ASI COMO UNA PARTE DE HORNO INTERPUESTA ENTRE AMBAS, CON UN DEPOSITO DE FLEJE DE ENTRADA DELANTE DE LA PARTE DE HORNO Y UN DEPOSITO DE FLEJE DE SALIDA, Y UNA PARTE DE RECUBRIMIENTO POR INMERSION DETRAS DE LA PARTE DE HORNO Y PUDIENDO HACERSE DESACOPLABLE DEL MISMO.
"LAMINADOR OBLICUO PARA REDUCIR SECCIONES TRANSVERSALES MACIZAS O HUECAS".
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1983). Clasificación: B21B13/00.
LAMINADOR OBLICUO PARA REDUCIR SECCIONES TRANSVERSALES MACIZAS O HUECAS. UN PORTA-RODILLOS (ROTOR) ESTA APOYADO CON UN ARBOL HUECO EN UN BASTIDOR (ESTATOR) DE MANERA QUE AMBOS PUEDEN GIRAR CON INDEPENDENCIA UNO DE OTRO, YENDO ASENTADO EL ARBOL DE MANERA GIRATORIA EN EL ROTOR Y HACIENDO POSIBLE EL PASO DEL MATERIAL QUE SE HA DE LAMINAR. EL PORTA-RODILLOS ACCIONADO (ROTOR) ESTA PROVISTO DE TRES RODILLOS DE TRABAJO CONICOS, INCLINADOS RESPECTO AL EJE DEL MATERIAL A LAMINAR Y DESPLAZADOS 120C ENTRE SI, LOS CUALES SON ACCIONADOS A TRAVES DE RUEDAS SATELITES RESPECTIVAS QUE CON EL GIRO DEL PORTA-RODILLOS (ROTOR) RUEDAN SOBRE UNA RUEDA CENTRAL QUE VA ASENTADA SOBRE EL ARBOL HUECO.
{kind=link}