Equipo y procedimiento para calibrar superficies de corte que presentan rebabas en piezas troqueladas o cortadas con precisión.
(04/12/2019) Equipo para calibrar superficies de corte que presentan rebaba en piezas troqueladas o cortadas con precisión como pesos de péndulo, laminillas, anillos sincronizadores para acoplamientos o similares, con una parte superior y una parte inferior , que constituyen al menos una etapa de corte para cortar los contornos exterior y/o interior de la pieza y al menos una etapa de conformación para eliminar por estampado las rebabas formadas al cortar, estando dividida la etapa de conformación en una parte superior fija de la matriz con una campana de troquelado , así como una parte inferior de la matriz que puede moverse en la dirección…
(26/02/2019) Prensa de corte fino, que comprende una pieza superior , una pieza inferior , así como tirantes y columnas que conectan en arrastre de fuerza la pieza superior e inferior, con un cilindro de anillo de retención dispuesto en la pieza superior , en el que está guiado un pistón de anillo de retención para el movimiento de los pernos de anillo de retención , un pistón principal / empujador dispuesto en la pieza inferior , que realiza un movimiento de elevación y que porta una placa de mesa con cámara de cilindro de contrapresión , en la que está guiado un pistón de contrapresión , un mecanismo de ajuste central dispuesto coaxialmente respecto al eje de elevación…
Equipo y procedimiento para transferir piezas de trabajo a y desde una herramienta.
(03/10/2018) Equipo para transferir piezas de trabajo a y desde una herramienta, en particular una herramienta de corte y mecanización de varias etapas, con una parte superior que incluye una etapa de corte formada por al menos un troquel de corte , una placa de guía y placa de presión y al menos una parte inferior que contiene al menos una placa de corte y placa de presión para cortar una pieza en bruto a partir de una banda plana , varias etapas de mecanización (9, 10, 11, 12 y 9.1, 10.1, 11.1, 12.1) que se encuentran sobre una trayectoria circular (K1, K2; K3, K4), compuestas por elementos activos en forma de…
Equipo y procedimiento para retirar/expulsar una retícula de estampado/pieza conformada interiormente y eyección de una pieza cortada en una prensa de corte de precisión.
(11/01/2017) Equipo para retirar una retícula de estampado, expulsar una pieza conformada interiormente y eyectar una pieza cortada en una prensa de corte de precisión, con un cilindro de dentado anular dispuesto en la pieza superior , en el que está conducido un émbolo de dentado anular , que a través de una cámara de presión puede someterse a un fluido hidráulico para generar una fuerza de dentado anular (FR) que actúa sobre pernos de dentado anular , un cilindro principal dispuesto en la pieza inferior , en el que está conducido un émbolo principal/vástago de empuje , que a través de una cámara de presión (59a, 59b) puede someterse…
Dispositivo y procedimiento para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar una pieza.
(09/03/2016) Dispositivo para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar en una prensa con un portaherramientas accionado por un accionamiento y que ejecuta una carrera vertical entre OT (punto muerto superior) y UT (punto muerto inferior) y un cabezal para corte de precisión dispuesto por encima del portaherramientas , que incluye un cilindro principal , en el que se aloja un émbolo de dentado anular que se encuentra sobre el eje de la carrera (HUA, que lleva asociados varios pernos de presión de dentado anular dispuestos coaxialmente con el eje de la carrera (HA), conducidos axialmente en una placa superior fijada al cilindro principal…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACIÓN DE UNA PIEZA DE PARED DELGADA.
(29/12/2010) Procedimiento para la fabricación de una pieza de trabajo , en particular una sección de un tubo, en cuyo caso una tira de material estará sujeta entre una placa de fijación con una cubeta y una placa de guía destinada a la conducción de un patrón impresor , y mediante el patrón impresor es perfilado un contorno para la pieza en la cubeta de la placa de fijación , después de lo cual tiene lugar el recorte de un contorno interior y posteriormente el estiramiento de una zona de la pared de la pieza entre el contorno interior y el resto de la tira de material , a continuación de lo cual se recorta un contorno exterior de la pieza de la tira de…
(16/11/2006) Prensa de corte fino para la fabricación de piezas con cortes de precisión de una lámina de metal, o para modificar la forma de una pieza mediante una herramienta, de la cual una parte está colocada en una placa de sujeción de herramientas superior y otra parte está colocada en una placa de sujeción de herramientas inferior , en cuyo caso una maza está asignada a una de las placas de sujeción de herramientas , la cual se apoya contra un elemento fijado a la máquina a través de al menos una unidad de pistón propulsor de la maza , la cual está conectada fijamente a través de al menos dos columnas de guía con un elemento opuesto, también fijado a la máquina , el cual está colocado sobre la otra placa de sujeción de herramientas , en cuyo caso la maza puede desplazarse…
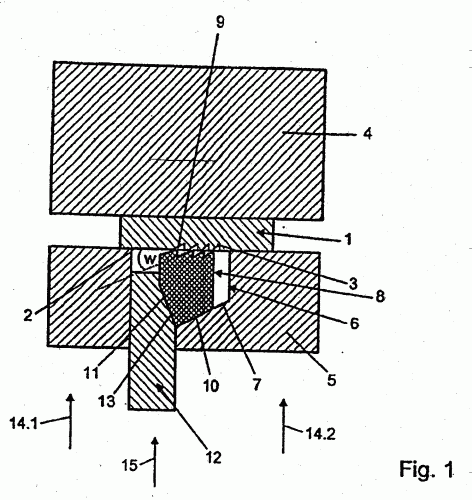
PROCEDIMINETO PARA MECANIZACION DE UNA PIEZA Y EL CORRESPONDIENTE DISPOSITIVO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2004). Ver ilustración. Inventor/es: SCHWAB, MARTIN, KUNZ, OTTO. Clasificación: B21K1/30, B21J5/12.
Procedimiento para la producción de una pieza de trabajo mantenida con una fuerza de apretadura entre una sufridera y una guía , de tal modo que un perfil o bien un engranaje de precisión es moldeado en una superficie de una pieza de trabajo por medio de una pieza moldeada , caracterizado en que, la pieza moldeada es conducida en ángulo agudo (w) en la dirección de la fuerza de apretadura , o con un movimiento de giro o empuje contra la superficie de la pieza de trabajo.
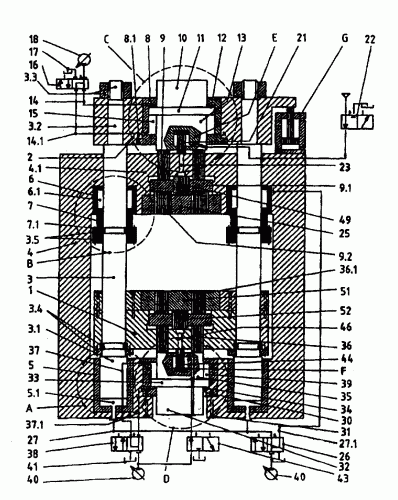
PRENSA DE CORTE DE PRECISION CON CILINDRO DENTADO ANULAR Y CILINDRO CONTRA-ESTAMPA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2004). Ver ilustración. Inventor/es: BALTSCHUN, HORST. Clasificación: B21D28/16.
EN LA PRENSA DE CORTE DE PRECISION ACCIONADA HIDRAULICA O MECANICAMENTE, EL PUNZON DE PRENSA SE UNE EN UNION DE FUERZA A UN TRAVESAÑO A TRAVES DE COLUMNAS . EN EL TRAVESAÑO SE INTEGRA EL CILINDRO DE ANILLO DE RETENCION (C) Y EL PUNZON ABSORBE LA FUERZA DE APOYO DEL CILINDRO DE ANILLO DE RETENCION. DURANTE LA CARRERA DE TRABAJO NO SE PRODUCE NINGUN MOVIMIENTO RELATIVO ENTRE EL CILINDRO DE ANILLO DE RETENCION (C) CON EL EMBOLO Y EL PUNZON . EN EL CABEZAL TRANSVERSAL INFERIOR DEL SOPORTE SE DISPONE EL CILINDRO DE CONTRAPRESION (D). DURANTE LA CARRERA DE TRABAJO NO SE PRODUCE NINGUN MOVIMIENTO RELATIVO EN LA HERRAMIENTA ENTRE EL CILINDRO DE CONTRAPRESION (D) Y LA PIEZA. LA FUERZA DE TRABAJO DEL ACCIONAMIENTO PRINCIPAL NO SE REDUCE A TRAVES DE LA FUERZA DE APRIETE DEL CILINDRO DE ANILLO DE RETENCION Y DEL CILINDRO DE CONTRAPRESION.
{kind=link}
{kind=link}