CIP-2021 : B29C 45/54 : y tornillos de plastificación.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/54[4] › y tornillos de plastificación.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/54 · · · · y tornillos de plastificación.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de alimentación de un aparato simultáneamente con al menos dos corrientes de materiales termoplásticos y dispositivo de alimentación para aplicar el procedimiento.
(03/12/2014) Un procedimiento de alimentación de un aparato con al menos una primera corriente (ST1) de un primer material termoplástico (A) en estado sólido y simultáneamente con al menos una segunda corriente (ST2) de un segundo material termoplástico (B) en estado sólido, en el que la temperatura de fusión (MTa) de dicho primer material termoplástico (A) es superior a la temperatura de fusión (MTb) de dicho segundo material termoplástico (B), en el que el aparato se alimenta por gravedad a través de una entrada (20a) con dicha primera corriente (ST1) de material termoplástico (A), caracterizado porque se usa una tubería de alimentación para alimentar…
Máquina de fundición por inyección para piezas moldeadas de elastómero y de durómero.
(08/08/2012) Máquina de fundición por inyección para piezas moldeadas de elastómero y de durómero con equipo dellenado y con equipo de inyección y herramienta de reticulación que se pueden atemperar en cada casode forma separada, caracterizada porque el equipo de llenado tiene una carcasa de tornillo sin fin , provistacon una atemperación separada, con tornillo sin fin y pistón, a través de la cual se puede calentar el plásticoa procesar a una temperatura no crítica para la reacción de reticulación, y porque el equipo de inyección estáconstituido por cilindro anular con pistón anular y núcleo de cilindro , en el que el cilindro anular y elnúcleo de cilindro están provistos con elementos calefactores , a través…
PROCEDIMIENTO Y SISTEMA PARA REDUCIR LA DEGRADACION DE POLIMERO DE PRODUCTOS EN LAS MAQUINAS DE MOLDEO POR INYECCION DE DOS ETAPAS.
(01/04/2003). Ver ilustración. Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: CHOI, CHRISTOPHER W.M., UNTERLANDER, RICHARD M.
SE DESCRIBE UN PROCEDIMIENTO Y SISTEMA PARA ACCIONAR UNA MAQUINA DE MOLDEO POR INYECCION EN DOS ETAPAS, CARACTERIZADOS PORQUE EL MOVIMIENTO DEL PISTON DE INYECCION DEL RECIPIENTE DE DESCARGA SE ENCUENTRA COORDINADO CON EL MOVIMIENTO DEL TORNILLO PLASTIFICADOR Y EL FLUJO DE MATERIAL FUNDIDO DENTRO DEL RECIPIENTE DE DESCARGA, DE MANERA QUE EL PISTON PROPORCIONE UNA MINIMA RESISTENCIA AL FLUJO DE MATERIAL FUNDIDO DENTRO DEL RECIPIENTE DE DESCARGA AL MISMO TIEMPO QUE SE EVITA LA PRODUCCION DE HUECOS O DE AIRE DENTRO DEL MATERIAL FUNDIDO. LAS FUERZAS INDESEADAS DE CIZALLAMIENTO A LOS QUE ESTA EXPUESTO EL MATERIAL FUNDIDO QUEDAN ASI REDUCIDAS, DISMINUYENDOSE DE IGUAL MODO LOS PRODUCTOS DE DEGRADACION DEL MATERIAL FUNDIDO QUE APARECERIAN SI SE ACTUARA DE OTRO MODO.
(16/09/2002) UN APARATO DE PRESION POR INYECCION PARA MOLDEAR/UNIR PIEZAS SEPARADAS. EL APARATO TIENE UNA MESA DE TRABAJO CON UNA PRIMERA Y UNA SEGUNDA ESTACIONES DE TRABAJO PARA INYECTAR UN MATERIAL EN UN MOLDE. HAY UN CONJUNTO MOVIL DE EXTRUSION/INYECCION QUE TIENE UNA PORCION EXTRUSORA PARA EXTRUIR EL MATERIAL Y UNA PORCION DE INYECCION PARA INYECTAR EL MATERIAL. LA PORCION EXTRUSORA Y LA PORCION DE INYECCION SE ENCUENTRAN EN COMUNICACION FLUIDA DE TAL MODO QUE EL MATERIAL ES ALIMENTADO DE LA PORCION EXTRUSORA A LA PORCION DE INYECCION ANTES DE LA INYECCION DEL MATERIAL DESDE LA PORCION DE INYECCION AL MOLDE. LA PORCION DE INYECCION DEL CONJUNTO DE EXTRUSION/INYECCION TIENE UN ELEMENTO DE BOQUILLA…
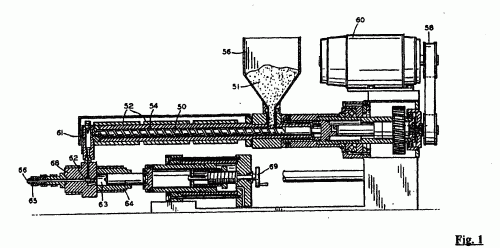
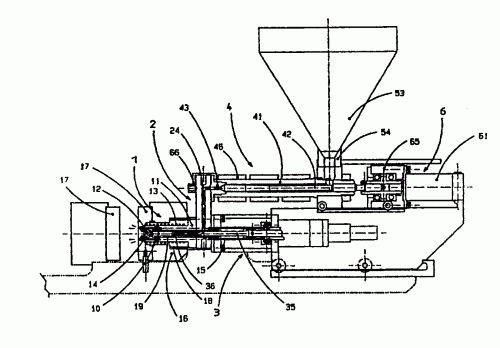
MAQUINA DE MOLDEO POR INYECCION CON SISTEMA INTEGRADO DE CANAL CALIENTE.
(01/07/1999). Ver ilustración. Solicitante/s: ETTLINGER KUNSTSTOFFMASCHINEN GMBH. Inventor/es: GANZ, MARTIN, SILLMANN, PAUL.
MAQUINA DE MOLDEO POR INYECCION PARA FABRICAR PEQUEÑAS PIEZAS DE PLASTICO, CON UNA UNIDAD DE ACCIONAMIENTO , UN PLASTIFICADOR Y UNA BOQUILLA DE CANAL CALIENTE QUE PRESENTA UN ESPACIO COLECTOR PARA EL PLASTICO FUNDIDO. UN EMBOLO DE INYECCION PENETRA EN LA BOQUILLA E INYECTA EL MATERIAL PLASTICO ACUMULADO. EN UNA VERSION, EL PLASTIFICADOR Y LA UNIDAD DE ACCIONAMIENTO ESTAN UNIDOS A UN CUERPO MOVIL Y PUEDEN MOVERSE CONJUNTAMENTE CON EL EMBOLO DE INYECCION.
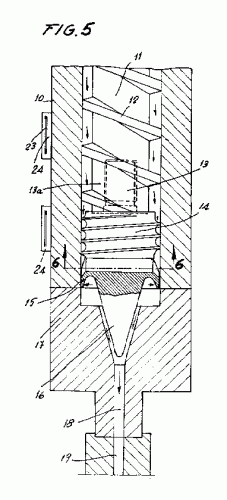
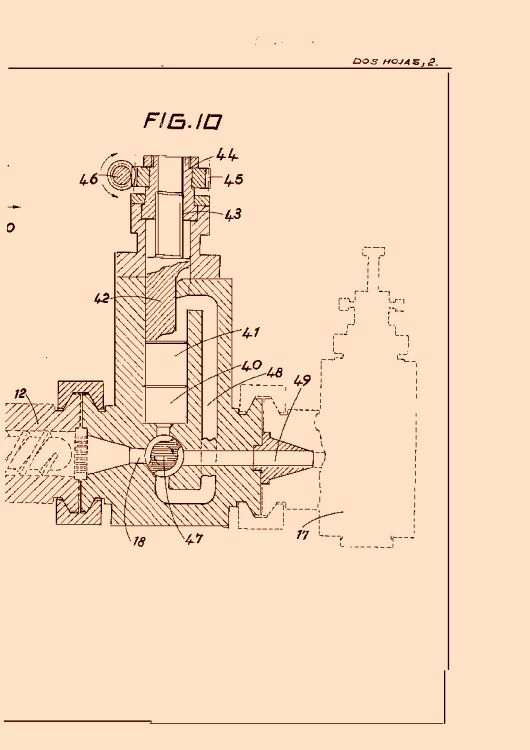
DISPOSITIVO PARA FUNDICION A PRESION.
(01/12/1991). Solicitante/s: LANDSHUTER WERKZEUGBAU ALFRED STEINL GMBH & CO. KG. Inventor/es: STEINL, ALFRED, DIPL.-ING.
EN DISPOSITIVOS CONOCIDOS PARA FUNDICION A PRESION HAY PREVISTO UN ORGANO DE BLOQUEO EN EL CAMPO DE CONEXION ENTRE UNA UNIDAD INYECTORA Y UNA UNIDAD PLASTIFICADA, QUE TIENE LA DESVENTAJA, QUE DESPUES DE CADA CICLO DE RELLENO Y DE INYECCION DEJA RESIDUOS Y RETRASA EN EL MANDO. PARA EVITAR LOS RESIDUOS DEL MATERIAL Y PARA ELEVAR LA PRECISION DE LA DOSIFICACION HAY PREVISTO UN DISPOSITIVO PARA FUNDICION A PRESION, DONDE EL CANAL DE INYECCION , FORMADO SIN ORGANO DE BLOQUEO, DE LA UNIDAD DE INYECCION TIENE UNA SUPERFICIE DE ASIENTO TRONCOCONICA PARA LA PUNTA CONICA DEL EMBOLO DE INYECCION , DONDE UN TRAMO DE DIFUSOR SE ADHIERE PARA LA HERRAMIENTA DE MOLDE DEL PERFIL AMPLIADO CONSTANTE. EL DISPOSITIVO ES APROPIADO ESPECIALMENTE PARA LA FUNDICION A PRESION DE GOMA, CAUCHO O MEZCLAS DE SEMEJANTES.
CIERRE PERFECCIONADO PARA HUSILLOS DE PISTON EN LAS MAQUINAS DE INYECCION DE PLASTICO.
(01/01/1990). Ver ilustración. Solicitante/s: PEÑA ROCA, JUAN.
CIERRE PERFECCIONADO PARA HUSILLOS DE PISTON EN LAS MAQUINAS DE INYECCION Y EXTRUSION DE PLASTICO. EL CIERRE PERFECCIONADO OBJETO DE LA PRESENTE SOLICITUD, CONSISTE EN UN TAPON DE LANZA DE CONFIGURACION SENSIBLEMENTE CONICA QUE SE PROLONGA EN OTRA ZONA CILINDRICA EN CUYA PARTE ANTERIOR Y EN LA BASE DE LA ZONA CONICA EXISTEN UNOS LABIOS EXPANSIBLES LOS CUALES EN EL MOMENTO DE ADELANTYARSE EL HUSILLO HACIA LA DIRECCION DE INYECCION POR EFECTO DEL PISTON PRODUCE UN EFECTO QUE SE TRADUCE EN CIERRE MEDIANTE LA TOLERANCIA YA PREESTABLECIDA QUE PERMITE EL PASO DEL PLASTICO DURANTE LA CARGA Y CIERRA EN EL MOMENTO DE LA INYECCION, DADO QUE EL MATERIAL DE ACERO ESPECIAL TRATADO ES ELASTICO DE INYECCION, CON EL ESPACIO NECESARIO ENTRE LA RECAMARA DE INYECCION Y LA PUNTA DE LANZA SEGUN PECULIARIDADES ESPECIFICAS Y QUIMICAS DEL PLASTICO, COLOR Y PIEZA A MOLDEAR.
UNA MÁQUINA PERFECCIONADA PARA LA PRODUCCIÓN DE CUERPOS HUECOS DE MATERIA TERMOPLÁSTICA.
(16/10/1960). Ver ilustración. Solicitante/s: PIRELLI S.P.A..
Máquina perfeccionada para la producción de cuerpos huecos de materia termoplástica, que comprende medios para la plastificación y extrusión de la materia termoplástica bajo forma de tubo; por lo menos, un par de semimoldes; por lo menos, una tobera de soplado independiente de los medios para la extrusión de la materia bajo forma de tubo, pudiendo tanto los semimoldes como la tobera de soplado acercarse y alejarse de dichos medios, caracterizada por el hecho de que la tobera de soplado está provista de medios para su enfriamiento continuo.
{kind=link}
{kind=link}
{kind=link}
{kind=link}