Máquina de fundición por inyección para piezas moldeadas de elastómero y de durómero.
Máquina de fundición por inyección (1) para piezas moldeadas de elastómero y de durómero con equipo dellenado (2) y con equipo de inyección (3) y herramienta de reticulación (4) que se pueden atemperar en cada casode forma separada,
caracterizada porque el equipo de llenado (2) tiene una carcasa de tornillo sin fin (14), provistacon una atemperación (15) separada, con tornillo sin fin (7) y pistón, a través de la cual se puede calentar el plásticoa procesar a una temperatura no crítica para la reacción de reticulación, y porque el equipo de inyección (3) estáconstituido por cilindro anular (16) con pistón anular (9) y núcleo de cilindro (18), en el que el cilindro anular (16) y elnúcleo de cilindro (19) están provistos con elementos calefactores (17, 19), a través de los cuales se puede calentarel plástico a una temperatura que se encuentra en una medida insignificante por debajo de la temperatura dereticulación de la masa de moldeo empleada.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2002/009565.
Solicitante: CARL FREUDENBERG KG.
Nacionalidad solicitante: Alemania.
Dirección: HOHNERWEG 2-4 69469 WEINHEIM ALEMANIA.
Inventor/es: MALIG, CHRISTOPH, GROSS, HEINZ, DR., EPING,UDO, SCHROIFF,VOLKER, STEINL,PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/54 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › y tornillos de plastificación.
- B29C45/74 B29C 45/00 […] › de la unidad de inyección.
- B29C45/78 B29C 45/00 […] › de la temperatura.
PDF original: ES-2390339_T3.pdf
Fragmento de la descripción:
Máquina de fundición por inyección para piezas moldeadas de elastómero y de durómero
Campo técnico
La invención se refiere a una máquina de fundición por inyección para piezas moldeadas de elastómero y de durómero con equipo de relleno y con equipo de inyección y con herramientas de reticulación que se pueden atemperar por separado, respectivamente.
Las máquinas de fundición por inyección están muy extendidas. Para conseguir un buen aprovechamiento de las máquinas, se pretenden tiempos de vulcanización lo más cortos posible. El tiempo de vulcanización de componentes con espesores de pared de 1 cm es de varios minutos.
Estado de la técnica
Para reducir el tiempo de vulcanización, se conoce a través de la publicación de patente US 4.370.115 una máquina de fundición por inyección, en la que entre el equipo de llenado y la herramienta de reticulación se inserta una instalación de calefacción que trabaja de forma periódica, en la que una parte del elastómero introducido a presión por el equipo de llenado se calienta a una temperatura, que corresponde aproximadamente a la temperatura de reticulación en la herramienta de reticulación. El proceso de reticulación se repite en cada proceso de inyección. Tiene lugar una especie de reticulación previa del elastómero, de manera que la reticulación definitiva se acorta mucho en el tiempo en la herramienta de reticulación. Sin embargo, un dispositivo de este tipo tiene el inconveniente de que en la zona de calefacción se pueden producir endurecimientos, que impiden el proceso de inyección. En las máquinas de fundición por inyección habituales para la fabricación de piezas moldeadas de elastómero y de durómero, la masa de moldeo es plastificada en el equipo de llenado a una temperatura no crítica para la reacción de reticulación la mayoría de las veces entre 70º y 90º Celsius. Solamente después de la inyección en la herramienta de reticulación, que está precalentada a la temperatura de reticulación, se inicia la reacción de reticulación. La reticulación alcanza su velocidad máxima cuando la masa moldeada ha alcanzado la temperatura de reticulación. A través de la conductividad térmica reducida de masas de moldeo de reticulación se determina el tiempo del ciclo del proceso de inyección individual esencialmente por el tiempo de reticulación. La duración del transporte de calor desde la pared de la herramienta hasta el interior de la pieza moldeada es en este caso decisiva para conseguir la velocidad máxima de reticulación.
El documento GB 1 019 557 A describe una máquina de fundición por inyección para la fabricación de artículos de goma, en la que el equipo de fundición presenta un cilindro anular caliente. Sin embargo, no tiene lugar un control de la curva de la temperatura sobre todo el proceso de inyección.
En la máquina de fundición por inyección según el documento FR 2 297 132 A, tiene lugar un control de la temperatura, siendo calentado el cilindro anula. Pero tampoco aquí se tiene en cuenta el calentamiento previo de la temperatura no crítico para una reticulación del elastómero. De manera similar se procede en el documento FR 723 465 A, en el documento DE 693 035 C y en el documento DE 33 20 520 C.
Por último, todavía hay que mencionar las publicaciones EP 0 287 001 A, EP 0 860 263 A, EP 0 824 057 A, EP 0 391 323 y GB 533 685 A, que se ocupan de máquinas de fundición por inyección.
Representación de la invención
La invención tiene el cometido de desarrollar una máquina de fundición por inyección, como se representa especialmente en el documento GB 1 019 557 A, para elevar su productividad. El tiempo de reticulación en la herramienta de reticulación de piezas moldeadas especialmente de pared fina debe reducirse claramente. Además, la pieza moldeada debe presentar una estructura de reticulación más uniforme.
El cometido planteado se soluciona con las características de la reivindicación 1. Las reivindicaciones dependientes 2 a 4 representan configuraciones ventajosas de la idea de la invención.
De acuerdo con la invención, el equipo de inyección propiamente dicho se calienta a una temperatura que está en una medida insignificante por debajo de la temperatura de reticulación. En ensayos se ha mostrado que a través de esta medida se reduce muy considerablemente el tiempo de vulcanización. El tiempo de residencia del elastómero en el equipo de inyección se reduce con preferencia a un mínimo. No son necesarias partes adicionales en la máquina de inyección, como por ejemplo el recorrido de calefacción especial.
La máquina de fundición por inyección está provista de manera conocida con un equipo de llenado, un equipo de inyección y una herramienta de reticulación, que se pueden calentar especialmente. Para conseguir un tiempo de residencia lo más corto posible de las masas de moldeo después de abandonar el equipo de llenado, se provee el equipo de inyección con un cilindro anular con pistón anular. La calefacción del cilindro anular y del núcleo del cilindro se puede realizar a través de elementos calefactores configurados de forma correspondiente. Estos
2 5
elementos calefactores se pueden regular al mismo tiempo y de forma sincronizada. La ventaja del calentamiento previo de las masas moldeadas en el equipo de inyección reside en que inmediatamente después del llenado de la cavidad en la herramienta de reticulación, se inicia la reticulación a velocidad máxima. A pesar de las malas propiedades de conductividad térmica de las masas de moldeo a reticular, se consigue una distribución en gran medida homogénea de la temperatura sobre toda la sección transversal.
Esto tiene como consecuencia de nuevo una estructura de reticulación en gran medida uniforme sobre todo el espesor del componente, puesto que las reacciones de reticulación se inician en todas las zonas del material precalentado casi a temperatura de reticulación dentro de la cavidad casi al mismo tempo con velocidad máxima. De esta manera, se consigue una alta calidad de las piezas moldeadas de elastómero con un tiempo de ciclo recortado en la fabricación de las piezas. Con preferencia, se calienta el espacio cilíndrico al menos al 90 % de la temperatura de reticulación. Se consiguen resultados muy favorables cuando el calentamiento se realiza a temperaturas de 95 a 98 % de la temperatura de reticulación. En general se selecciona el volumen de la masa moldeada contenida en el espacio cilíndrico y calentada casi a temperatura de reticulación de tal manera que corresponde al volumen de la cavidad de la herramienta. De esta manera se asegura una sustitución completa de la masa moldeada en el espacio cilíndrico. El espacio anular del pistón se puede cerrar sobre su lado inferior por medio de una corredera. A través de una configuración correspondiente de la carrera del pistón se puede variar el volumen para procesos de inyección individuales.
Breve descripción del dibujo
Con la ayuda del dibujo adjunto se explica a continuación la invención. Se muestra en representación esquemática lo siguiente:
La figura 1 muestra una máquina de fundición por inyección durante el llenado.
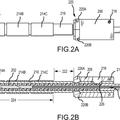
La figura 2 muestra la máquina de fundición por inyección de forma esquemática después del llenado.
La figura 3 muestra la máquina de fundición por inyección preparada para el proceso de inyección, y
La figura 4 muestra la máquina de fundición por inyección después de la realización del proceso de inyección.
Realización de la invención
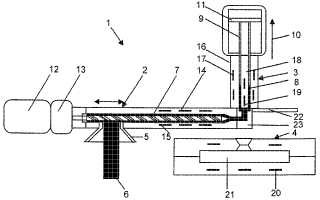
En la figura 1 se representa de forma esquemática una máquina de fundición por inyección 1, que está constituida por el equipo de llenado 2, el equipo de inyección 3 y la herramienta de reticulación 4. La máquina de fundición por inyección 1 se representa durante el proceso de llenado. La masa de molde 6 introducida en la zona de entrada 5 es transportada por el tornillo sin fin 7 y el pistón del equipo de llenado 2 en el espacio anular 8 del equipo de inyección. El pistón anular 9 se mueve en este caso hacia arriba, como se indica con la flecha 10. En el extremo superior del pistón anular 9 está colocado el pistón de presión 11, que se necesita para el proceso de inyección. El tornillo 7 es accionado a través del motor 12 bajo la interconexión... [Seguir leyendo]
Reivindicaciones:
1. Máquina de fundición por inyección (1) para piezas moldeadas de elastómero y de durómero con equipo de llenado (2) y con equipo de inyección (3) y herramienta de reticulación (4) que se pueden atemperar en cada caso de forma separada, caracterizada porque el equipo de llenado (2) tiene una carcasa de tornillo sin fin (14) , provista 5 con una atemperación (15) separada, con tornillo sin fin (7) y pistón, a través de la cual se puede calentar el plástico a procesar a una temperatura no crítica para la reacción de reticulación, y porque el equipo de inyección (3) está constituido por cilindro anular (16) con pistón anular (9) y núcleo de cilindro (18) , en el que el cilindro anular (16) y el núcleo de cilindro (19) están provistos con elementos calefactores (17, 19) , a través de los cuales se puede calentar el plástico a una temperatura que se encuentra en una medida insignificante por debajo de la temperatura de
reticulación de la masa de moldeo empleada.
2. Máquina de fundición por inyección de acuerdo con la reivindicación 1, caracterizada porque los elementos calefactores (17, 19) del cilindro anular (16) y del núcleo del cilindro (18) se pueden regular al mismo tiempo y de manera sincronizada.
3. Máquina de función por inyección de acuerdo con una de las reivindicaciones 1 ó 2, caracterizada porque el
volumen de la masa de moldeo (6) contenida en el espacio anular del pistón (8) , que se reticula caliente casi a temperatura de reticulación, corresponde al volumen de la cavidad de la herramienta (21) .
4. Máquina de función por inyección de acuerdo con una de las reivindicaciones 1 a 3, caracterizada porque el espacio anular del pistón (8) se puede cerrar en el lado inferior por medio de una corredera (22) .
Patentes similares o relacionadas:
Procedimiento para producir un producto moldeado por inyección, producto moldeado por inyección correspondiente y uso de fibras de cáscara de girasol especialmente preparadas como aditivo, del 20 de Noviembre de 2019, de SPC Sunflower Plastic Compound GmbH: Procedimiento para producir un producto moldeado por inyección que comprende las siguientes etapas: (a) procesamiento de cáscaras de […]
DISPOSITIVO PARA CONTROLAR LA TEMPERATURA DE UN ELEMENTO EXTERNO, del 23 de Octubre de 2019, de RIPLEG GRUP SL: 1. Dispositivo para controlar la temperatura de un elemento externo que contiene un intercambiador de calor externo provisto de al menos dos conductos (101, […]
Procedimiento para la fabricación de una pieza de construcción de material compuesto, del 16 de Octubre de 2019, de BASF SE: Procedimiento para la fabricación de una pieza de construcción de material compuesto , que comprende un cuerpo moldeado de una espuma de polímero termoplástico […]
 Sistema de moldeo por inyección y método para fabricar un componente, del 25 de Septiembre de 2019, de Extrude to Fill, Inc: Un aparato de moldeo por inyección de extrusión para relleno que comprende:
un barril que incluye un extremo asociado con un molde a través de una […]
Sistema de moldeo por inyección y método para fabricar un componente, del 25 de Septiembre de 2019, de Extrude to Fill, Inc: Un aparato de moldeo por inyección de extrusión para relleno que comprende:
un barril que incluye un extremo asociado con un molde a través de una […]
MÉTODO DE MOLDEO CIENTÍFICO AUTOAJUSTADO POR APRENDIZAJE RECURRENTE EN TIEMPO REAL, del 28 de Junio de 2018, de CAMPO Y RAMOS, Juan Carlos: Descripción técnica: método de moldeo científico de inyección conformado por la combinación de procesos, herramentales, materiales y técnicas de análisis con […]
Dispositivo para medir, controlar y/o ajustar una temperatura, del 30 de Agosto de 2017, de PRIAMUS SYSTEM TECHNOLOGIES AG: Dispositivo para medir, controlar y/o ajustar una temperatura, especialmente la temperatura de la pared de herramienta de una herramienta para la fundición inyectada, mediante […]
Procedimiento para el calentamiento y la regulación de la temperatura de una herramienta de fabricación calentada con un portador de calor líquido y/o en forma de vapor, del 29 de Marzo de 2017, de Mitras Composites Systems GmbH: Procedimiento para el calentamiento y la regulación de una temperatura de una herramienta calentada con un portador de calor líquido y/o en forma […]
Máquina extrusora particularmente para compuestos termoplásticos, del 22 de Febrero de 2017, de Semplice S.p.A: Una máquina extrusora que comprende un cilindro de extrusión internamente hueco , al menos un elemento calentador asociado con dicho cilindro de extrusión , al menos […]