CIP-2021 : B23K 35/00 : Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte.
CIP-2021 › B › B23 › B23K › B23K 35/00[m] › Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte.
Notas[t] desde B21 hasta B32: CONFORMACION
B23K 35/02 · caracterizados por las propiedades mecánicas, p. ej. por la forma.
B23K 35/04 · · especialmente concebidos para servir de electrodos (contactos de encendido en las operaciones de soldadura o corte por arco B23K 9/26).
B23K 35/06 · · · de sección no circular; con dispositivos particulares, p. ej. en el interior.
B23K 35/08 · · · · con varios núcleos; múltiples.
B23K 35/10 · · · · con varias capas de material envolvente o de enfundado.
B23K 35/12 · · no especialmente concebidos para servir de electrodos.
B23K 35/14 · · · para la soldadura sin fusión.
B23K 35/16 · · · de sección no circular; con dispositivos particulares, p. ej. en el interior (B23K 35/14 tiene prioridad).
B23K 35/18 · · · · con varios núcleos; múltiples.
B23K 35/20 · · · · con varias capas de metal envolvente o de enfundado.
B23K 35/22 · caracterizados por la composición o naturaleza del material.
B23K 35/24 · · Empleo de materiales específicos para la soldadura sin fusión o la soldadura (B23K 35/34 tiene prioridad).
B23K 35/26 · · · en los que el principal constituyente funde a menos de 400°C.
B23K 35/28 · · · en los que el principal constituyente funde a menos de 950°C.
B23K 35/30 · · · en los que el principal constituyente funde a menos de 1.550°C.
B23K 35/32 · · · en los que el principal constituyente funde a más de 1.550°C.
B23K 35/34 · · comprendiendo cuerpos que facilitan el trabajo de los metales cuando éstos se calientan.
B23K 35/36 · · Empleo de composiciones no metálicas especificadas, p. ej. como revestimientos, como fundentes (B23K 35/34 tiene prioridad ); Empleo de materiales de soldadura con fusión o sin fusión especificados asociados al empleo de composiciones no metálicas especificadas, en el que el empleo de dos materiales es importante (empleo de materiales especificados para la soldadura con o sin fusión B23K 35/24).
B23K 35/362 · · · Empleo de composiciones especificadas de fundentes (B23K 35/365, B23K 35/368 tienen prioridad).
B23K 35/363 · · · · por soldadura sin fusión o soldadura.
B23K 35/365 · · · Empleo de composiciones no metálicas especificadas como revestimientos, sean solas, sean ligadas al empleo de materiales especificados para la soldadura con o sin fusión.
B23K 35/368 · · · Empleo de composiciones no metálicas especificadas para hilos forrados, sean solas, sean ligadas al empleo de materiales especificados para la soldadura con o sin fusión.
B23K 35/38 · · Empleo de medios ambientales específicos, p. ej. atmósferas particulares rodeando la zona de trabajo.
B23K 35/40 · Fabricación de hilos o de barras para la soldadura sin fusión o la soldadura (procedimientos que implican una sola técnica, ver las clases apropiadas, p. ej. B05D, B21C).
CIP2021: Invenciones publicadas en esta sección.
METODO PARA LA UNION DE PARTES BLANDAS QUE CONSTAN DE FUNDICION DE ACERO EXTRADURO DE MANGANESO O DE VIAS DE ACERO DE MANGANESO CON UNA VIA DE ACERO DE CARBONO.
(16/01/1995). Solicitante/s: VAE AKTIENGESELLSCHAFT. Inventor/es: BLUMAUER, JOHANNES, DIPL.-ING.
EN UN METODO PARA LA UNION DE PARTES BLANDAS QUE CONSTAN DE FUNDICION DE ACERO EXTRADURO DE MANGANESO AUSTENICO, COMO POR EJEMPLO, CORAZON DE AGUJAS, O VIAS DE ACERO DE MANGANESO CON UNA VIA DE ACERO DE CARBONO AL UTILIZAR UNA PIEZA INTERMEDIA DE ACERO AUSTENITICO POBRE EN CARBONO, DONDE, EN PRIMER LUGAR SE SUELDA LA PIEZA INTERMEDIA 3 CON LA VIA O CON LA VIA DE CONEXION DONDE SE SUELDA SEGUN EL CORTADO DE LA PIEZA INTERMEDIA SOBRE UNA LONGITUD DE MENOS DE 25 MM. EN EL SEGUNDO PROCESO DE SOLDADURA DE LA PIEZA INTERMEDIA CON LA PARTE QUE CONSTA DE FUNDICION DE ACERO EXTRADURO DE MANGANESO O DE VIAS DE ACERO DE MANGANESO. LA PIEZA INTERMEDIA SE PONE PARTIENDO DE UN ACERO AUSTENITICO BAJO EN CARBON CON NB Y/O TI ESTABILIZADOS, CONCRETAMENTE DE UN ACERO CR-NI Y SE LLEVA A CABO EN UNA CONEXION EN UNA CONEXION EN EL TRATAMIENTO DEL CALOR DE UNA PRIMERA UNION DE SOLDADURA, CONCRETAMENTE EN UN RECOCIDO DE DIFUSION A UNA TEMPERATURA QUE OSCILA ENTRE 350 0 C.
ELECTRODO PARA SOLDAR POR RESISTENCIAS CHAPAS DE ACERO DE SUPERFICIES REFINADAS Y PROCEDIMIENTO PARA SU FABRICACION.
(16/02/1994). Solicitante/s: HOESCH STAHL AKTIENGESELLSCHAFT METALLWERK PLANSEE GESELLSCHAFT M.B.H. Inventor/es: FUCHS, AXEL, ECK, RALF, DR., BERSCH, BERNHARD, DR.
EL INVENTO SE REFIERE A UN ELECTRODO PARA SOLDAR POR RESISITENCIAS CHAPAS DE ACERO DE SUPERFICIES REFINADAS. EN SU SUPERFICIE DE TRABAJO HAY UNIDO UNA PLAQUITA FINA DE UN METAL DE ALTA FUSION FIJO, CON EL PERNO DE ELECTRODO O LA TAPA DE ELECTRODO. LA ORIENTACION DEL GRANO DEL METAL DE ALTA FUSION ESTA AJUSTADO TRASVERSALMENTE AL EJE DE ELECTRODOS Y EL MATERIAL LAMINADO TIENE UN GRANO EXTENDIDO PLANO.
MEJORAS EN O EN RELACION CON ESTRUCTURAS METALICAS PARA RESISTIR EL DESGASTE A TEMPERATURAS ELEVADAS.
(01/11/1993). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: QURESHI, JAVAID IQBAL, ANDERSON, MICHAEL EARL, KAUFMAN, ROLAND HENRY, SPAHR, WILLIAM LESTER.
SE PROPORCIONA UNA ESTRUCTURA METALICA LAMINADA Y UN METODO PARA RECUBRIMIENTO DURO DE METALES A BASE DE ACERO INOXIDABLE PARA OPONERSE AL DESGASTE DE COMPONENTES DE TURBINAS DE VAPOR A TEMPERATURAS ELEVADAS. LA ESTRUCTURA METALICA LAMINADA EMPLEA UNA CAPA DE RECARGA INTERCALADA ENTRE EL METAL BASE DE ACERO INOXIDABLE Y UNA CAPA DE RECUBRIMIENTO DURO. LA CAPA DE RECARGA CONSTA ESENCIALMENTE DE NIQUEL O ALEACION A BASE DE NIQUEL Y SE ELIGE PARA TENER UN COEFICIENTE DE EXPANSION TERMICA QUE ESTA ENTRE EL DEL METAL BASE Y EL DEL MATERIAL DE REVESTIMIENTO DURO. ESTA ESTRUCTURA MEJORADA PRODUCE UN DEPOSITO RELATIVAMENTE LIBRE DE GRIETAS, QUE PUEDE PROPORCIONAR MAYOR VIDA DE SERVICIO PARA COMPONENTES DE TURBINA CON MENOS TIEMPO MUERTO DEBIDO A REPARACIONES.
DISPOSITIVO PARA SOLDAR CHAPAS EN ANGULO.
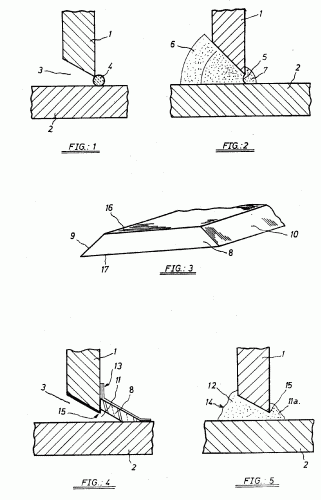
(16/01/1993). Ver ilustración. Solicitante/s: COMERCIAL AUTOGENA ELECTRICA, S.A. Inventor/es: ARTAZA, JOSE RAMON.
DISPOSITIVO PARA SOLDAR CHAPAS EN ANGULO, DEL TIPO DE AQUELLOS DE CERAMICA QUE SE DISPONEN POR UNA DE LAS CARAS DE UNA DE LAS CHAPAS A SOLDAR, LA ACHAFLANADA, Y POR EL LADO MAS PROXIMO A LA OTRA CHAPA, QUE ESENCIALMENTE SE CARACTERIZA PORQUE LA PIEZA DE CERAMICA PRESENTA UNA SECCION TRANSVERSAL TRAPECIAL, LA QUE POR SUS CARAS LATERALES MENORES RECTAS, SE APOYA EN LAS DOS CARAS DE LAS CHAPAS A SOLDAR, PROCURANDO QUE EL EXTREMO MAS INFERIOR DEL BORDE ACHAFLANADO DE UNA DE LAS DOS CHAPAS QUEDE A MODO DE PICO SOBRESALIENTE POR DEBAJO DEL VERTICE INFERIOR DE UNA DE LAS CARAS MENORES DE LA PIEZA, DE FORMA QUE LA SOLDADURA OCUPA EL ESPACIO ENTRE PIEZAS Y EL ESPACIO POR DEBAJO DE LA PIEZA CERAMICA RECOGIENDO EL CITADO PICO SOBRESALIENTE Y CONSTITUYENDO UNA CAMARA POR DEBAJO DE LA PIEZA CERAMICA, CON LO QUE SOLDANDO POR UN LADO SE CONSIGUE LA SOLDADURA DE UNA DE LAS CHAPAS CONTRA LA OTRA, POR LOS DOS LADOS DE LA PRIMERA.
PROCEDIMIENTO DE SOLDADURA AL HORNO BAJO ATMOSFERA ENRARECIDA Y CONTROLADA DE DOS PIEZAS.
(01/07/1992). Solicitante/s: INNOVATIQUE S.A. Inventor/es: GABRIEL, MARCEL.
EL PROCEDIMIENTO SEGUN LA INVENCION CONSISTE EN INTERCALAR, ENTRE LASDOS PIEZAS Y , DONDE SE DEBE EFECTUAR LA SOLDADURA, POR UNA PARTE, UNA PLAQUETA U HOJILLA DE METAL REFRACTARIO , TAL COMO MO, TL, HF, ZR, NB, W, O UNA ALEACION QUE CONTIENE, POR LO MENOS, UNO DE ESTOS ELEMENTOS Y, POR OTRA PARTE, UNA PLAQUETA U HOJILLA DE COBRE, ALEACION CUPROSA, TITANIO, ALEACION DE TITANIO, NIQUEL O ALEACION DE NIQUEL, ESTANDO EL COMPUESTO METALICO DE APORTE Y ENTONCES COLOCADO ENTRE DICHAS PLAQUETAS Y Y DICHAS PIEZAS Y . LA INVENCION PERMITE EN PARTICULAR RESOLVER LOS PROBLEMAS RESULTANTES DE LOS FENOMENOS DE DILATACION DIFERENCIAL ENTRE LAS DOS PIEZAS A SOLDAR.
PROCESO PARA CONECTAR ACERO AL MANGANESO AUSTENITICO A CARRILES DE AGUJAS DE CARBONO O BAJA ALEACION DE RAILES DE ACERO.
(01/12/1991) EL PROCESO DE ESTE INVENTO COMPRENDE LAS SIGUIENTES ETAPAS: A) EL REALIZAR UN MIEMBRO INTERMEDIO QUE TENGA LA SIGUIENTE COMPOSICION "A": C 0,4 - 0,6% MN 12 - 15% MO 1,5 - 2,5% NI 3 - 15% EL BALANCE ES FE E IMPUREZAS, LAS CUALES ESTAN NORMALMENTE PRESENTES EN EL ACERO; O TIENEN LA SIGUIENTE COMPOSICION "B"; C 0,2% MAX. MN 3,5 - 6,5% CR 22 - 30% NI 9 - 25% EL BALANCE ES FE E IMPUREZAS LAS CUALES ESTAN NORMALMENTE EN EL ACERO, DICHO MIEMBRO INTERMEDIO TIENE ADEMAS UNA SECCION OBLICUA PROXIMA A ESA DE LA AGUJA DEL CARRIL, SOBRE UN LADO, Y A AQUEL DEL RAIL SOBRE EL OTRO LADO, DICHO MIEMBRO INTERMEDIO TIENE UNA LONGITUD ENTRE 100 Y 200 MM. B) EL SOLDADOR POR MEDIO DE UN PROCEDIMIENTO NO EMPLEANDO MATERIAL DE SOLDADURA, DICHO MIEMBRO INTERMEDIO PARA EL CARBON O RAILES DE ACERO DE BAJA ALEACCION. C) ENFRIAR…
(16/06/1991). Solicitante/s: EATON CORPORATION. Inventor/es: MENGEL, KEITH EUGENE.
LA PRESENCIA DE POROSIDAD EN LOS DEPOSITOS DE CEMENTACION PRODUCIDOS POR SOLDADURA AL ARCO TRANSFERIDA POR PLASMA SE REDUCE SIGNIFICATIVAMENTE, MEZCLANDO UN AGENTE REDUCTOR DE LA POROSIDAD, PREFERIBLEMENTE ALUMINIO Y/O MANGANESO, CON EL POLVO DE CEMENTACION.
PROCEDIMIENTO PARA LA FABRICACION DE MATERIALES DE SOLDADURA DE VARIOS COMPONENTES QUE SE FUNDEN DE FORMA CONGRUENTE.
(16/12/1990) EL INVENTO SER REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE UNA SOLDADURA DE COMPOSICION EUTECTICA, SOBRE TODO CON UN PORCENTAJE DE UNA FASE INTERMETALICA FRAGIL, LA CUAL FUNDE PRACTICAMENTE SIN RETRASO DURANTE EL PROCESO DE SOLDADURA, AL ALCANZAR LA TEMPERATURA EUTECTICA SIN POSEER SIN EMBARGO LAS DESVENTAJAS DE MANEJO DE MATERIALES DE SOLDADURA FRAGILES. EL MATERIAL DE SOLDADURA SEGUN EL INVENTO TIENE UNA ESTRUCTURA NO HOMOGENEA, POR CAPAS, DONDE SE APLICA SOBRE UN CUERPO BASICO DE UNA COMPONENTE A UNA COMPONENTE B DE TAL FORMA QUE TENGA LUGAR UN ENTREMEZCLADO MECANICO Y/O TERMICO ENTRE LOS COMPONENTES EN UNA ZONA LIMITE DE TAL…
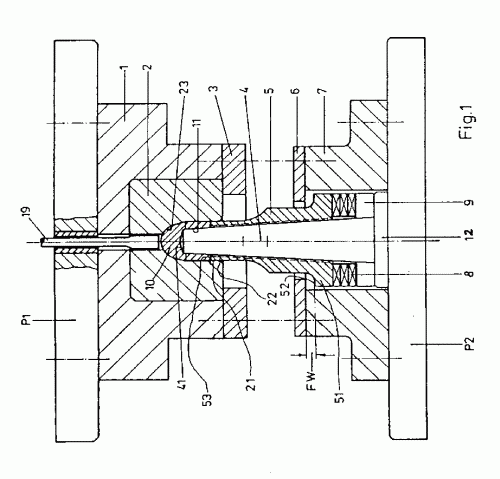
DISPOSICION PARA REGENERAR ELECTRODOS PARA LA SOLDADURA POR PUNTOS Y PROCEDIMIENTO CORRESPONDIENTE.
(01/04/1989). Ver ilustración. Solicitante/s: KAESELER, WERNER.
DISPOSICION PARA REGENERAR ELECTRODOS PARA LA SOLDADURA POR PUNTOS Y PROCEDIMIENTO CORRESPONDIENTE. ES CONOCIDA UNA DISPOSICION DE COFORMADO EN LA QUE ELECTRODOS FUERTEMENTE DEFORMADOS PARA LA SOLDADURA POR PUNTOS SE REGENERAN DE MANERA CONSECUTIVA EN DOS MATRICES DIFERENTES, CONSERVANDOSE LA CAPA DE DIFUSION ORIGINADA POR EL USO. SE PRETENDE CONSEGUIR QUE EL RECONFORMADO SE LLEVE A CABO EN UNA SOLA OPERACION DE TRABAJO. LA DISPOSICION DE CONFORMADO COMPRENDE UNA MATRIZ AHONDADA EN UNA ZONA CILINDRICA HUECA DE LA MISMA, Y EL MACHO ESTA RODEADO DE UN MACHO EXTERIOR QUE AVANZA MEDIANTE LA FUERZA DE UN RESORTE, EL CUAL ESTA RODEADO DE UN MACHO EXTERIOR QUE AVANZA MEDIANTE LA FUERZA DE UN RESORTE, EL CUAL ESTA AJUSTADO A LA ZONA CILINDRICA HUECA DE LA MATRIZ. UNA ZONA CONICA DE CENTRAJE ESTA DISPUESTA DE MANERA PREVIA A LA ZONA CILINDRICA HUECA DE LA MATRIZ. LOS ELECTRODOS USADOS PARA LA SOLDADURA POR PUNTOS, PUEDEN RESTAURARSE MULTIPLES VECES MEDIANTE LA DISPOSICION DE CONFORMADO. FIGURA 1.
PROCEDIMIENTO PARA LA UNION POR SOLDADURA DE PIEZAS DE CORAZON.
(16/03/1979). Solicitante/s: VEREINIGTE OSTERREICHISCHE EISEN-UND STAHLWERKE- A,LPINE MON.
Procedimiento para la unión por soldadura de piezas de corazón constituidas con carriles constituidos por acero al carbono, por mediación de una pieza intermedia a base de un acero austenítico pobre en carbono, caracterizado porque primero se suelda la pieza intermedia con el carril de regulación o carril de empalme, particularmente mediante soldadura a tope por chispa, porque se limita la longitud de la pieza intermedia soldada al carril de regulación con a lo sumo 20 a 25 mm, preferiblemente 15 a 20mm, y porque en una segunda operación de soldadura se suelda la pieza de corazón de acero duro al manganeso con la pieza intermedia, preferiblemente mediante soldadura a tope por chispa, teniendo lugar el enfriamiento después de la segunda operación de soldadura con mayor rapidez que el enfriamiento después de la primera operación de soldadura.
PROCEDIMIENTO DE TRATAMIENTO PARA EL DECAPADO Y LA PROTECCION DE PIEZAS DE ALUMINIO Y ALEACCIONES DE ESTE METAL QUE DEBAN SOLDARSE A BAJA TEMPERATURA.
(16/05/1977). Solicitante/s: SOCIETE ANONYME DES USINES CHAUSSON.
Resumen no disponible.
PERFECCIONAMIENTOS EN ELECTRODOS NO FUSIBLES.
(16/07/1976). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT.
Resumen no disponible.
{kind=link}
{kind=link}