CIP-2021 : B29C 65/06 : utilizando fricción, p. ej. soldadura por rotación.
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/06[2] › utilizando fricción, p. ej. soldadura por rotación.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/06 · · utilizando fricción, p. ej. soldadura por rotación.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA EL ACOPLAMIENTO ESTANCO DE UN CONJUNTO DE TUBO/UNION T CONJUNTO DE TUBO/UNION CORRESPONDIENTE.
(16/05/2007) Procedimiento para el acoplamiento estanco de un conjunto de tubo/unión fabricado a partir de material plástico, que comprende las etapas siguientes: a) formación de un primer elemento constituido por una sección extrema de un tubo (T) con un diámetro exterior predeterminado (DT); b) formar un segundo elemento constituido por una unión con una parte tubular que presenta una superficie interna sustancialmente cilíndrica o troncocónica con un diámetro interior (DR) ligeramente inferior al diámetro exterior (DT) del tubo; c) alineación de dicho primer elemento y dicho segundo elemento a lo largo de un eje longitudinal (L); d) rotación relativa alrededor de dicho eje (L) y compresión mutua axial de dichos elementos de modo que generen calor como resultado de la fricción y…
METODO Y APARATO PARA LA SOLDADURA POR VIBRACION DE COMPONENTES DE TERMOPLASTICO.
(16/06/2006) Un método para formar una unión soldada por vibración entre unos primer y segundo miembros y una pieza de unión , de tal manera que dichos miembros y dicha pieza de unión están compuestos, al menos en parte, de material termoplástico, comprendiendo dicho método proporcionar una cabeza vibratoria ; proporcionar dicha pieza de unión , que tiene una primera porción destinada a soldarse a dichos primer y segundo miembros , y una segunda porción , que se extiende desde dicha primera porción para ser montada en un elemento de fijación o aplique unido a dicha cabeza vibratoria , y para soportar dicha primera porción desde dicho aplique ; montar la segunda porción de dicha pieza de unión en dicho aplique unido a dicha cabeza vibratoria ; montar dichos primer y segundo miembros en…
PROCEDIMIENTO PARA FABRICAR UN CARTER DE ACEITE DE PLASTICO CON FILTRO DE ACEITE INTEGRADO.
(16/03/2006) Procedimiento para fabricar un cárter de aceite de plástico con filtro de aceite integrado, que comprende los siguientes pasos: La inserción del filtro de tela no tejida en una sección de superficie integrada en el cárter de aceite, que forma la primera semibandeja de filtro, la disposición del cárter de aceite con el filtro de tela no tejida insertado en la primera mitad de herramienta, la disposición de la segunda semibandeja de filtro en la segunda mitad de herramienta, el cierre de las mitades de herramienta de tal forma que el borde de la sección de superficie del cárter de aceite, que forma la primera semibandeja de filtro, quede presionado sobre el borde de la segunda semibandeja…
METODO DE SOLDADURA POR FRICCION AGITACION DE UN BORDE CON UNA PLACA.
(16/12/2005) Un método de soldadura de fricción agitación para soldar unos miembros primero y segundo a lo largo de una línea de soldadura continua que presenta un cambio brusco de dirección, que comprende las operaciones de: poner en contacto los miembros por la línea de soldadura; insertar una herramienta de soldadura de fricción agitación en la línea de soldadura, y mientras gira dicha herramienta moverla para efectuar la soldadura de fricción agitación a lo largo de una primera parte de dicha línea de soldadura, con el eje central de la herramienta inclinado a lo largo de la dirección de movimiento de dicha herramienta; cuando la herramienta alcanza la posición (P5) de dicho cambio de dirección de la línea de soldadura, retirar la herramienta de los…
PROCEDIMIENTO Y DISPOSITIVO DE SOLDADURA POR FRICCION-AGITACION CON REFRIGERACION SIMULTANEA.
(16/06/2005). Ver ilustración. Solicitante/s: EADS DEUTSCHLAND GMBH. Inventor/es: PALM, FRANK, SCHEGLMANN, GERHARD, RITHER, KLAUS.
Procedimiento de soldadura por fricción-agitación que usa una refrigeración combinada de gas y agua, caracterizado porque el líquido refrigerante se rocía de forma localizada sobre la zona posterior y las zonas laterales del punto de soldadura contiguas a la herramienta del pin por parte de un anillo de refrigeración en línea con la herramienta del pin y porque, además, una tobera de gas en línea con la herramienta del pin sopla gas refrigerante desde delante, sobre la herramienta del pin y sobre el líquido refrigerante que sale del anillo de refrigeración.
METODO DE SOLDADURA POR VIGRACION Y HERRAMIENTA PARA SU REALIZACION.
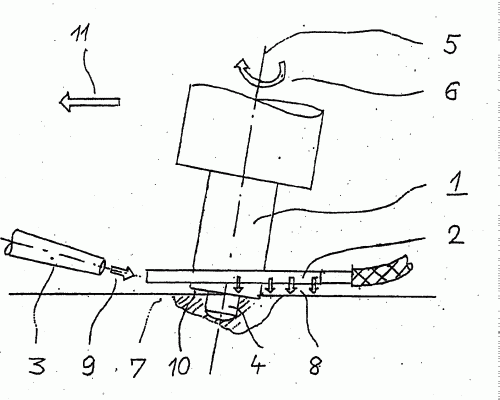
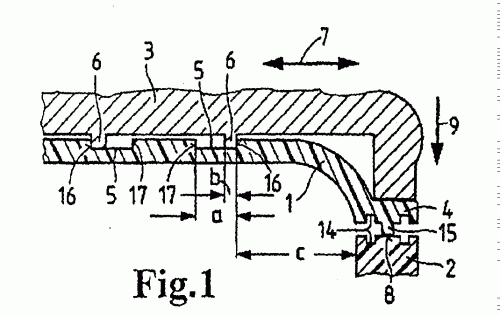
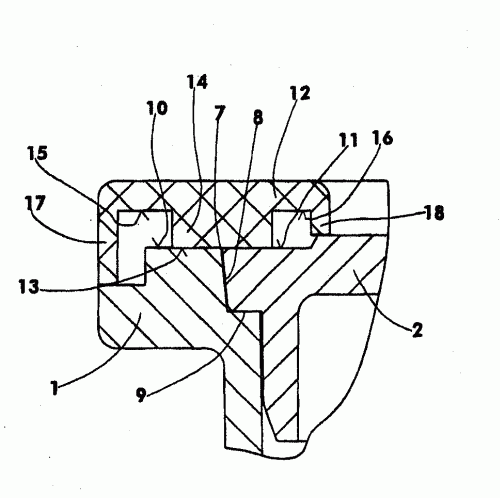
(16/04/2005). Ver ilustración. Solicitante/s: FILTERWERK MANN & HUMMEL GMBH. Inventor/es: MULLER, MATTHIAS, JESSBERGER, THOMAS.
Método de soldadura por vibración de dos componentes , unidos entre sí en una superficie de soldadura , en el que la herramienta transmite al componente vibrante el movimiento de vibración y el otro componente está dispuesto fijo, y la herramienta comprime el componente vibrante contra el componente fijo en una dirección más o menos vertical al movimiento de vibración , presentando el componente vibrante por lo menos una cavidad o elevación en forma de relieve, mediante las cuales se transmite el movimiento de vibración de la herramienta al componente vibrante , caracterizado porque la cavidad o elevación es una instrucción o un logotipo.
METODO PARA FABRICAR PRODUCTOS FLEXIBLES PREFABRICADOS DE MULTIPLES CAPAS Y PRODUCTOS QUE CONTENGAN PERFILES DE SELLADO MEJORADOS RESULTANTES DE ELLO.
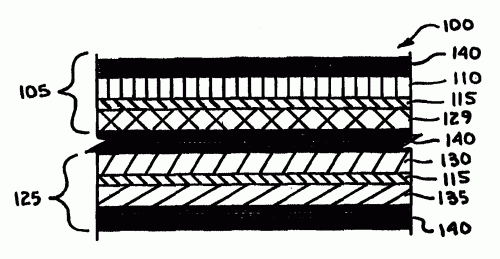
(01/07/2004). Ver ilustración. Solicitante/s: LITELINER, L.L.C. Inventor/es: GALLAGHER, JOSEPH E., JR.
ESTA INVENCION SE REFIERE A UN PRODUCTO FLEXIBLE PREFABRICADO CON CAPAS MULTIPLES QUE SE PUEDE UTILIZAR COMO FORRO DE UNA ENVOLTURA EXTERIOR O COMO PRODUCTO AUTONOMO. SE COLOCA UN MATERIAL DE SUBSTRATO DE TEJIDO PARALELAMENTE A UNA MEMBRANA DE PELICULA SINTETICA PARA OBTENER UN ESTRATIFICADO DE DOS CAPAS, ASI COMO UNA O VARIAS CAPAS DE TEJIDO QUE CONSTITUYEN UN SUBSTRATO EXTERIOR, DE FORMA QUE CREA ESTRATIFICADOS DE CAPAS MULTIPLES. SE COLOCA ESTRATEGICAMENTE UNA PELICULA TERMOPLASTICA ENTRE LAS CAPAS PARA AUMENTAR LA ADHERENCIA. SE MONTAN UNO O VARIOS ESTRATIFICADOS O BIEN CAPAS SEPARADAS DE LOS MATERIALES DESCRITOS ANTERIORMENTE, MEDIANTE UN PROCEDIMIENTO DE SOLDADO DE ALTA FRECUENCIA, Y LUEGO SE CORTA PARA OBTENER FORMAS BI O TRIDIMENSIONALES, QUE, CUANDO SE ADHIEREN, CONSTITUYEN O BIEN UN FORRO DE ELEMENTOS PREFABRICADOS, O UN PRODUCTO AUTONOMO PREFABRICADO. LA FORMA EN CUESTION PUEDE SER, POR EJEMPLO, GUANTES, CALCETINES, CAMISAS, ZAPATOS, SOMBREROS, CHAQUETAS O PANTALONES.
SISTEMA TERMOPLASTICO SOLDADO POR FRICCION Y METODO PARA SOLDAR DOS PIEZAS A SOLDAR TERMOPLASTICAS.
(16/04/2004) Un artículo termoplástico soldado por fricción, que comprende una primera pieza a soldar termoplástica y una segunda pieza a soldar termoplástica soldadas por fricción, teniendo cada una de dicha primera y dicha segunda piezas a soldar termoplásticas una superficie de emparejamiento, en el que a. al menos una de dicha primera y segunda piezas a soldar está compuesta de un termoplástico reforzado con fibras; b.dicha superficie de emparejamiento de dicha primera pieza a soldar termoplástica y dicha superficie de emparejamiento de dicha segunda pieza a soldar termoplástica están unidas en una región de fusión; c.dicha superficie de emparejamiento de dicha primera pieza a soldar estaba comprendida, antes de la soldadura, de una restricción al flujo lateral de la masa fundida entre las piezas a soldar,…
PROCEDIMIENTO DE SOLDADURA POR FROTAMIENTO CON VARIOS CABEZALES.
(16/04/2004). Ver ilustración. Solicitante/s: CRASSER, LEONHARD. Inventor/es: CRASSER, LEONHARD.
Procedimiento de soldadura por frotamiento con varios cabezales para soldar simultáneamente las superficies de junta de marcos de perfiles abiertos o cerrados, en que los extremos de las barras perfiladas de los marcos se sujetan por ambos costados en los cabezales de soldadura por frotamiento junto a las superficies de junta y se aprietan las superficies de junta una contra otra, caracterizado por el hecho de que las respectivas barras perfiladas de los marcos se sujetan por ambos costados en los cabezales de soldadura por frotamiento junto a las superficies de junta y se aprietan las superficies de junta una contra otra, de manera que con ayuda de los cabezales de soldadura por frotamiento se transfieren vibraciones que desplazan los extremos libres de las barras perfiladas en dirección X, Z e Y, Z, oscilando esencialmente a contra fase, y en que los cabezales de soldadura por frotamiento dispuestos en ambos extremos libres de cada barra perfilada individual también oscilan esencialmente a contra fase.
PROCEDIMIENTO PARA AJUSTAR LA FRECUENCIA DE TRABAJO DE UN SISTEMA DE SOLDADURA POR VIBRACION ORBITAL.
(01/01/2003). Solicitante/s: BRANSON ULTRASCHALL NIEDERLASSUNG DER EMERSON TECHNOLOGIES GMBH & CO. Inventor/es: LOTZ, WILFRIED, DR., PRIEM, HEIKO, REITMAYER, GERD.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA EL AJUSTE DE LA FRECUENCIA DE TRABAJO DE UN SISTEMA DE SOLDADURA DE VIBRACION ORBITAL, DONDE UN CABEZAL DE RECEPCION DE PIEZA DE TRABAJO SUJETO EN UN RESORTE ES ACCIONADO POR ELECTROIMANES Y SE APOYA EN UN PLANO DE OSCILACION EN APLICACION DE OSCILACION ORBITAL PARA LA SOLDADURA DE PIEZAS DE TRABAJO, EN PARTICULAR DE PLASTICO. SE MODIFICA LA FRECUENCIA EN UNA ZONA DE FRECUENCIAS PREVIAMENTE DADAS, DE MODO QUE SE DETERMINA LA FORMA GEOMETRICA DE LA OSCILACION Y SE ELIGE LA FRECUENCIA CON UNA FORMA DE OSCILACION LA MEJOR POSIBLE, SIENDO AJUSTADA COMO FRECUENCIA DE TRABAJO.
SOLDADOR POR FRICCION QUE TIENE UN ACCIONAMIENTO QUE PRODUCE MOVIMIENTO ORBITAL.
(01/12/2002) UNA SOLDADORA POR FROTAMIENTO ACCIONADA ELECTROMAGNETICAMENTE PRODUCE MOVIMIENTO ORBITAL EN LAS SUPERFICIES DE CONTACTO ENTRE LAS PIEZAS (NORMALMENTE DE MATERIAL TERMOPLASTICO) PARA UNIR LAS PIEZAS MEDIANTE FUSION GENERADA POR FRICCION. ESTA SOLDADORA TAMBIEN SE PUEDE HACER FUNCIONAR ALTERNATIVAMENTE PARA QUE PRODUZCA FUERZAS VIBRATORIAS ALTERNATIVAS PROPORCIONANDO, DE ESTE MODO, FLEXIBILIDAD PARA SELECCIONAR UN MODO ORBITAL O ALTERNATIVO, DEPENDIENDO DE LA JUNTA A SOLDAR. LA VELOCIDAD DEL MOVIMIENTO ES CONTROLABLE PREFERIBLEMENTE POR LA FRECUENCIA RESONANTE DE LA ESTRUCTURA ACCIONADA AJUSTANDO LA FRECUENCIA DE LA FUENTE DE ALIMENTACION…
(01/02/2002). Ver ilustración. Solicitante/s: ZF FRIEDRICHSHAFEN AG. Inventor/es: MERZ, JOHANN.
SE DESCRIBE UN RECIPIENTE PARA UN MEDIO FLUIDO, REALIZADO CON MATERIAL PLASTICO, Y QUE COMPRENDE UN BOTE DE RECIPIENTE QUE PUEDE CERRARSE CON UNA TAPA . EL BOTE DE RECIPIENTE Y LA TAPA ESTAN MUTUAMENTE ADAPTADOS, POR LO QUE A SU POSICION SE REFIERE, SOBRE UNA LINEA DE SEPARACION DEL MOLDE, Y FIJADOS POR UN DISPOSITIVO DE CENTRADO . TANTO EL BOTE DEL RECIPIENTE COMO LA TAPA COMPRENDEN UNA SUPERFICIE QUE SON ADYACENTES ENTRE SI. UNA PLACA SOLDADA , IGUALMENTE DE PLASTICO, SE PONE EN CONTACTO CON LAS SUPERFICIES ADYACENTES DEL BOTE DEL RECIPIENTE Y LA TAPA , AJUSTANDOSE DICHA PLACA A LAS SUPERFICIES ADYACENTES . EL BOTE DEL RECIPIENTE Y LA TAPA VAN INTERCONECTADOS HERMETICAMENTE POR LA PLACA SOLDADA , UTILIZANDOSE UN PROCESO DE SOLDADURA POR FRICCION. ESTA CONFIGURACION PERMITE IMPEDIR QUE ENTREN EN EL RECIPIENTE DEL MEDIO FLUIDO PARTICULAS DE PLASTICO PROCEDENTES DE LOS RESIDUOS LATERALES DURANTE LA SOLDADURA POR FRICCION.
ENREJADOS GEOFISICOS DE GRAN SUPERIFICIE, MUY RESISTENTES A LA TRACCION, Y SU EMPLEO COMO ENREJADO DE DRENAJE Y DE REFUERZO, ASI COMO EN CALIDAD DE CERCADOS.
(16/12/2001). Solicitante/s: NAUE-FASERTECHNIK GMBH & CO. KG. Inventor/es: HEERTEN, GEORG, DR.-ING., MULLER, VOLKHARD, PRIEWICH, STEPHAN, UEHLEMANN, WERNER.
Procedimiento para la fabricación continua de enrejados geofísicos de gran superficie, constituidos por varillas de material sintético termoplásticas entrecruzadas que están unidas entre sí mediante soldadura en sus zonas de cruce, caracterizado porque se emplean varillas de material sintético monocapa, homogéneas, orientadas molecularmente y de gran resistencia a la tracción, y una pluralidad de zonas de cruce dispuestas una tras otra y en forma yuxtapuesta se sueldan simultáneamente mediante el empleo de la técnica de soldadura por vibración, en procesos cíclicos.
SOPORTE ELASTICO FLEXOR PARA APARATO VIBRATORIO.
(01/08/2001). Solicitante/s: EMERSON ELECTRIC CO.. Inventor/es: LOVETT, DONALD, C., LOTZ, WILFRID.
SE PRESENTA UN SOPORTE DE MUELLE FLEXURAL PARA UN APARATO VIBRADOR QUE COMPRENDE UN PRIMER MIEMBRO SUBSTANCIALMENTE ESTACIONARIO , UN SEGUNDO MIEMBRO DISPUESTO DE FORMA OPUESTO Y SEPARADO DEL PRIMER MIEMBRO Y DISEÑADO PARA SUFRIR UN MOVIMIENTO DE TRASLACION EN UN PLANO, Y UNA PLURALIDAD DE MUELLES FLEXURALES ALARGADOS QUE ACOPLAN LOS MIEMBROS ENTRE SI. CADA MUELLE ESTA PROVISTO EN SUS EXTREMOS DE UN REBORDE RESPECTIVO , CUYA PARTE INFERIOR ES EMPUJADA A AJUSTAR CON LA SUPERFICIE DEL MIEMBRO ASOCIADO . UNOS MEDIOS DE FIJACION AJUSTABLES PROVOCAN QUE LA PRESION DE AJUSTE SEA DE TAL MAGNITUD QUE EVITE EL MOVIMIENTO RELATIVO ENTRE EL REBORDE Y LA SUPERFICIE DEL MIEMBRO CUANDO EL SEGUNDO MIEMBRO SUFRE UN MOVIMIENTO, ELIMINANDO SUBSTANCIALMENTE DE ESTA FORMA LA CORROSION POR ROZAMIENTO QUE PREVIAMENTE SE MANIFESTABA EN LOS MUELLES. ADEMAS, CADA MUELLE ESTA CONFIGURADO PARA FORMAR UN BRAZO CONICO DE ANCLAJE DE SUJECION CONSTANTE.
PRODUCCION DE PARTES MOLDEADAS POR INYECCION EXENTAS DE LINEA DE SOLDADURA.
(01/05/2000). Solicitante/s: S. C. JOHNSON & SON, INC.. Inventor/es: DEMAREST, SCOTT, W., BUHLER, JAMES, E., BOBINGER, KARL, J.
SE PRESENTAN UN MECANISMO DE MOLDEADO A INYECCION Y UN METODO PARA SU USO PARA LA FORMACION DE UNA SECUENCIA SIMPLE DE OPERACIONES DE PARTES DEL CUERPO DE UN ENVASE CILINDRICO LIBRES DE LINEAS DE UNION QUE TIENEN UNA ABERTURA CENTRAL EN UN EXTREMO. LA ABERTURA SE FORMA MEDIANTE LA ELIMINACION DE LA PARTE SUPERIOR CENTRAL DEL CUERPO DEL ENVASE . ESTE CUERPO DE ENVASE PRODUCIDO POR ESTE MECANISMO PUEDE USARSE PARA PRODUCIR UN ENVASE DE DISPENSACION PRESURIZABLE.
(01/05/1999). Solicitante/s: UNIVERSITY OF MANCHESTER INSTITUTE OF SCIENCE AND TECHNOLOGY. Inventor/es: EL-SOBKY, HOBAB.
UNA JUNTA ENTRE DOS TUBOS HUECOS SE FORMA INSERTANDO LOS TUBOS EN EL INTERIOR DEL MANGUITO . EL MANGUITO ESTA HECHO DE UN MATERIAL SIMILAR O COMPATIBLE AL DE LOS TUBOS QUE HAN DE SER UNIDOS. LOS TUBOS SE MANTIENEN EN SU POSICION MIENTRAS QUE SE HACE GIRAR EL MANGUITO . DEBIDO A LAS FUERZAS DE CORTE ROTACIONALES Y TANGENCIALES, PRODUCIDAS ENTRE LAS SUPERFICIES DEL MANGUITO Y DE LOS TUBOS LAS CAPAS MULTIPLES DE ESTAS SUPERFICIES FORMAN UNA MEZCLA UNIFORME. ESTA ACCION DE MEZCLA ELIMINA LA LINEA DE SOLDADURA PRESENTE EN LOS SISTEMAS CONOCIDOS.
SOLDADURA POR FRICCION DE MOVIMIENTO CICLICO.
(16/08/1998). Solicitante/s: THE WELDING INSTITUTE. Inventor/es: MORLEY, EDWARD, JAMES, MIDLING, OLE, TERJE, SANDVIK, ANDERS.
METODO MEJORADO DE SOLDEO POR FROTAMIENTO DE AGITACION QUE SE BASA EN UN FLUJO MEJORADO DE MATERIAL PLASTIFICADO, TANTO PERPENDICULARMENTE COMO VERTICALMENTE A LA EXTENSION LONGITUDINAL DE LOS ELEMENTOS ENSAMBLADOS ADYACENTES MEDIANTE LA EXPOSICION DEL MATERIAL PLASTIFICADO CREADO A UNA PRESION PERPENDICULAR A LO LARGO DE LA SUPERFICIE DE LOS ELEMENTOS Y PRODUCIENDO UN FLUJO DE MATERIAL SIMULTANEO A LO LARGO DEL PASADOR DE LA SONDA EN LA DIRECCION VERTICAL LO QUE PERMITE QUE EL MATERIAL PLASTIFICADO SE SOLIDIFIQUE POR DETRAS DE LA SONDA. SE PROPORCIONA UNA SONDA NO CONSUMIBLE QUE COMPRENDE UNA PARTE DE BASE CONCAVA CON UN PASADOR INTERCAMBIABLE QUE TIENE UNA SUPERFICIE DE CONFIGURACION ROSCADA Y EN UNA VERSION PREFERIDA COMPRENDE DOS O MAS PALAS QUE SOBRESALEN LATERALMENTE.
PROCEDIMIENTO PARA LA SOLDADURA SIN APORTE TERMICO DE DOS PIEZAS DE MATERIA TERMOPLASTICA.
(16/03/1998). Solicitante/s: OMEGAL (SOCIETE ANONYME). Inventor/es: WIGISHOF, JEAN-JACQUES, FULLENWARTH, JEAN-BERNARD, KIEFFER, GERARD.
PROCESO PARA LA UNION DE DOS PIEZAS DE MATERIA TERMOPLASTICA POR SOLDADURA DE ZONAS EN CONTACTO CON ESTAS PIEZAS LLEVADAS A FUSION SIN APORTE TERMICO EXTERIOR, BAJO LA ACCION DE UNA VIBRACION APLICADA A UNA DE LAS PIEZAS, DEL TIPO EN EL QUE UNA DE ESTAS PIEZAS COMPRENDE UN CORDON "O MURETE" CUYO CAMPO ESTA EN CONTACTO BAJO PRESION CON LA SUPERFICIE DE LA OTRA PIEZA; CARACTERIZADO EN QUE DICHO MURETE ESTA PREVISTO A UNA DISTANCIA LO MAS PEQUEÑA POSIBLE DEL BORDE EXTERIOR DE LA PIEZA QUE LO LLEVA, Y A UNA DISTANCIA DEL BORDE INTERIOR DE LA OTRA PIEZA APROXIMADAMENTE IGUAL A LA SEMIAMPLITUD DE DICHA VIBRACION.
METODO Y APARATO PARA PRODUCIR UNA UNION SOLDADA CON PRESION DIFERENCIAL EN UNA BANDA TERMOPLASTICA.
(16/10/1997) SE PREVE UN NUEVO METODO Y APARATO PARA FABRICAR UNA UNION SOLDADA MEJORADA ENTRE TRAMOS SUPERPUESTOS DE BANDA TERMOPLASTICA (U.L.). LA JUNTA SOLDADA INCLUYE UNA REGION CENTRAL Y UNA REGION PERIFERICA ADYACENTE. LA PRESION EN LA UNION DE LA BANDA DURANTE LA FORMACION SE DESCONECTA PRIMERO EN LA REGION PERIFERICA Y POSTERIORMENTE EN LA REGION CENTRAL. UNA VERSION DEL APARATO PARA FABRICAR TAL UNION INCLUYE UN YUNQUE , UN ELEMENTO CENTRAL DE RETENIDA DE BANDA , UN ELEMENTO PERIFERICO DE RETENIDA DE BANDA , Y UN MECANISMO PARA MOVER EL YUNQUE SECUENCIALMENTE A TRES POSICIONES. EN UNA PRIMERA POSICION LOS TRAMOS DE BANDA SUPERPUESTOS SE PRESIONAN ENTRE EL YUNQUE Y LOS ELEMENTOS DE RETENIDA CENTRAL Y PERIFERICO. EN LA…
FABRICACION DE UNA ESTRUCTURA DE PLASTICO COMPUESTA, PARTICULARMENTE EL COLECTOR DE ADMISION EN UN MOTOR DE COMBUSTION INTERNA.
(01/05/1997). Solicitante/s: ROVER GROUP LIMITED. Inventor/es: SMITH, GORDON, FREDERICK, PARR, THOMAS, GRAHAM.
SE PRESENTA UNA ESTRUCTURA COMPUESTA DE PLASTICO EN FORMA DE DOS PIEZAS DE UN ALOJAMIENTO PARA UN DISTRIBUIDOR DE ENTRADA QUE SE FORMA UNIENDO UN PRIMER COMPONENTE A UN SEGUNDO COMPONENTE EN UN PAR DE CARAS DE UNION NO PLANAS INDICADAS POR UNA LINEA DE UNION . LAS PARTES SUPERIORES (37, 38, 39 Y 40) DE LAS CARAS DE UNION DEFINEN UNOS HUECOS QUE SE ELIMINAN SUBSTANCIALMENTE CUANDO UNA LENGUETA DISPUESTA SOBRE EL PRIMER COMPONENTE SE SUELDA A UNA SUPERFICIE ABULTADA DISPUESTA SOBRE EL SEGUNDO COMPONENTE HACIENDO VIBRAR UN COMPONENTE CON RELACION AL OTRO. EN DONDE LA CARA DE UNION ESTA INCLINADA HACIA UNA FUERZA DE SUJECION DE REDUCE LA DISTANCIA PROYECTANTE DE LA LENGUETA. EL PRIMER COMPONENTE ES MAS FLEXIBLE QUE EL SEGUNDO COMPONENTE PARA PERMITIR QUE LAS CARAS DE UNION SE CONFORMEN BAJO LA CARGA DE LA FUERZA DE SUJECION.
CONTENEDOR Y METODO PARA FABRICARLO.
(01/02/1997). Solicitante/s: DUMA AB. Inventor/es: SAMS, BERNARD, POORE, CYRIL.
UNIDAD DE CONTENEDOR QUE COMPRENDE UN COMPONENTE DE CONTENEDOR FORMADO INTEGRALMENTE QUE COMPRENDE UNA CAJA Y UN CIERRE , QUE INCLUYE UNA TAPA SELLADA INICIALMENTE CON UN SELLO ORIGINAL . UNA PIEZA DE FONDO INDEPENDIENTE PARA EL CONTENEDOR QUEDA ASEGURADA PERMANENTEMENTE A LA CAJA DEL COMPONENTE DEL CONTENEDOR QUE CONTIENE EL PRODUCTO, PREFERIBLEMENTE SOLDANDO MEDIANTE ROTACION-FRICCION LA PIEZA DE FONDO Y LA CAJA, ESTANDO COMPUESTAS AMBAS DE POLIPROPENO. EL COMPONENTE SE ORIENTA CON EL CIERRE MIRANDO HACIA ABAJO Y EL PRODUCTO SE VIERTE A TRAVES DEL EXTREMO ABIERTO DE LA CAJA. LA PIEZA DE FONDO SE COLOCA ENTONCES EN EL EXTREMO ABIERTO DE LA CAJA DEL CONTENEDOR Y SE SUELDA MEDIANTE ROTACION-FRICCION A LA CAJA. SE PUEDE INSERTAR EN LA CAJA UNA PARTICION A FIN DE DEFINIR UN ESPACIO PARA EL PRODUCTO CORRESPONDIENTE AL VOLUMEN DEL PRODUCTO.
PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR PARAMETROS DE LA MAQUINA EN SOLDADURA POR FRICCION.
(16/02/1996). Solicitante/s: BRANSON ULTRASCHALL NIEDERLASSUNG DER EMERSON TECHNOLOGIES GMBH & CO. Inventor/es: EHRENSTEIN, GOTTFRIED, PROF. DR. ING., SCHLARB, ALOIS, DIPL.-ING.
EN UNA SOLDADURA POR FRICCION LINEAL PUEDE SUBDIVIDIRSE EL PROCESO DE SOLDADURA EN VARIAS FASES. LA CALIDAD DE LA UNION POR SOLDADURA DEPENDE DE LAS CONDICIONES DE VIBRACION REINANTES DURANTE LAS FASES DE PROCESO DE DOLDADURA. CON ARREGLO AL INVENTO LA MAQUINA ESTA EQUIPADA CON UN SISTEMA DE MEDIDA Y REGULACION DEL RECORRIDO DE LA UNION SOLDADA PARA CONTROLAR LAS FASES DEL PROCESO DE SOLDADURA DE UNA FORMA SENCILLA Y REGULAR LA VELOCIDAD DE SOLDADURA EN CADA FASE.
CIRCUITO DE CONTROL DE TIEMPO PARA DISPOSITIVOS SOBRE LOS QUE SE OPERA NEUMATICAMENTE.
(01/05/1995). Solicitante/s: SIGNODE CORPORATION. Inventor/es: TOPPEL, ROBERT, CRITTENDEN, DAVID E.
UN CIRCUITO DE TEMPORIZACION PARA UN DISPOSITIVO SOBRE EL QUE SE OPERA POR PRESION NEUMATICA TAL COMO UNA HERRAMIENTA DE SUJECION CON FLEJES, ES CONTROLABLE MANUALMENTE PARA PROPORCIONAR UN FLUJO DE FLUIDO A UN DEPOSITO A TRAVES DE UNA VALVULA DE CONTROL DEL VALOR DEL FLUJO DE FLUIDO DE UNA FUENTE DE SUMINISTRO DE AIRE . UNA VALVULA NORMALMENTE ABIERTA, SOBRE LA QUE SE PUEDE OPERAR POR PRESION SE LOCALIZA EN UNA PRIMERA LINEA DE FLUJO DE FLUIDO Y SE CIERRA CUANDO LA PRESION EN EL DEPOSITO SE INCREMENTA HASTA LA PRESION PARA INTERRUMPIR EL FLUJO DE FLUIDO AL DISPOSITIVO PARA TERMINAR SU OPERACION.
DISPOSICION DE RESORTE DE LAMINA PARA LA CABEZA OSCILANTE DE UNA MAQUINA DE SOLDAR DE VIBRACION.
(16/02/1995) LA DISPOSICION DE RESORTE DE LAMINA ESTA DETERMINADA PARA LA CABEZA OSCILANTE DE UNA MAQUINA DE SOLDAR DE VIBRACION PARA LA UNION DE DOS PIEZAS DE FORMA DE PLASTICO RELATIVAMENTE MOVIBLES ENTRE SI (5, 5') Y RODEA LA MAYOR PARTE DE LOS RESORTES DE LAMINA (6') QUE CON UNO DE SUS EXTREMOS ESTAN FIJAS A UNA CARCASA DE CABEZA OSCILANTE RIGIDA Y CON OTRO DE SUS EXTREMOS A UNA PLETINA OSCILANTE CON UN DISPOSITIVO DE SUJECION PARA EL QUE ESTAN FIJADOS UNA DE LAS PIEZAS DE FORMA DE MATERIAL PLASTICO (5, 5'). SE GARANTIZA UNA FABRICACION A PRECIO ASEQUIBLE CUANDO LOS RESORTES DE LAMINA SON CONSTRUIDOS MEDIANTE ELEMENTOS DE RESORTE (6') INDEPENDIENTES UNO DE OTRO Y CUANDO CADA UNO DE AMBOS EXTREMOS DE CADA ELEMENTO DE RESORTE SE UNE MEDIANTE UNA UNION ATORNILLADA (9, 9') DESMONTABLE CON LA CARCASA DE CABEZA OSCILANTE , MEJOR…
APARATO PARA FORMAR UNA JUNTA ACODADA EN BANDA FLEXIBLE TERMOPLASTICA.
(01/01/1994) SE PROPORCIONA UN APARATO PARA CREAR UNA CONFIGURACION PERFECCIONADA DE LONGITUD DE SUPERPOSICION (L1, L2) DE BANDA FLEXIBLE TERMOPLASTICA PARA ADAPTAR LA FORMACION DE UNA JUNTA PERFECCIONADA ENTRE LAS PORCIONES DE LA BANDA. EL APARATO INCLUYE ELEMENTOS PRIMERO Y SEGUNDO DE AJUSTE O ACOPLAMIENTO, DEFINIENDO RESPECTIVAMENTE SUPERFICIES CURVAS PRIMERA Y SEGUNDA PARA ACOPLAR LONGITUDES DE BANDA PRIMERA Y SEGUNDA RESPECTIVAMENTE POSICIONANDO LAS PORCIONES DE LA JUNTA ENTRE LOS ELEMENTOS DE AJUSTE DE LA BANDA EN LA RELACION DE SUPERPOSICION A LO LARGO DE UNA ZONA DE INTERFAZ Y POSICIONAR LA PORCION POSTERIOR DE CADA LONGITUD DE BANDA A EXTENDERSE EN UN PLANO…
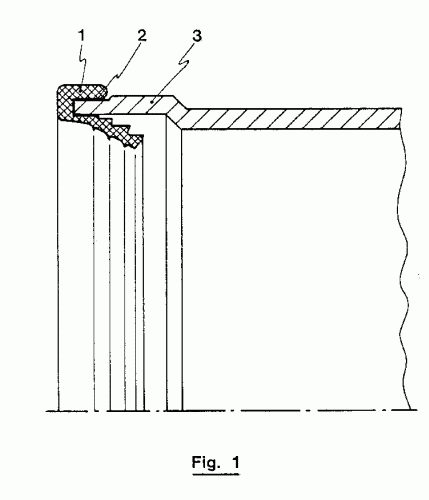
EMPALME PARA TUBERIA DE RESINA A BASE DE CLORURO DE VINILLO QUE COMPRENDE UN ANILLO DE ESTANQUEIDAD DE CAUCHO TERMOPLASTICO.
(01/04/1989). Ver ilustración. Solicitante/s: DRAKA POLVA B.V. Inventor/es: GUITONEAU, HANS.
EMPALME PARA TUBERIA DE RESINA A BASE DE CLORURO DE VINILO QUE COMPRENDE UN ANILLO DE ESTANQUEIDAD DE CAUCHO TERMOPLASTICO. EL ANILLO DE ESTANQUEIDAD QUE ESTA FIJADO EN EL EMPALME POR SOLDADURA ESTA REALIZADO A PARTIR DE UNA MEZCLA PARCIALMENTE VULCANIZADA DE UN COPOLIMERO DE ETILENO CON AL MENOS UN MONOMERO COPOLIMERIZABLE Y DE 5 A 75% EN PESO DE LA MEZCLA DE UN POLIMERO DE HALOGENURO DE VINILO O DE VINILIDENO.
CONJUNTO DE FIJACION MEDIANTE SOLDADURA POR FROTAMIENTO ROTATIVO.
(16/06/1987) Conjunto de fijación mediante soldadura por frotamiento rotativo que incluye un elemento de base circular hecho de material termoplástico, un dispositivo para hacer girar dicho elemento de base de modo que su superficie inferior sea soldada por frotamiento rotativo en un substrato, un elemento de soporte vertical que tiene una parte de pestaña circunferencial de un diámetro ligeramente superior al diámetro de dicho elemento de base y que presenta una parte de placa de montaje de una sola pieza que se extiende transversalmente respecto a dicha parte de pestaña, un dispositivo para conectar dicha parte de pestaña con dicho elemento de base de modo que dicho elemento de soporte vertical pueda girar alrededor de dicho, elemento…
DISPOSITIVO DE FIJACION DE UNA SOLA PIEZA DE TERMOPLASTICO.
(16/05/1987). Solicitante/s: ILLINOIS TOOL WORKS INC..
Dispositivo de fijación de una sola pieza de termoplástico que incluye un elemento de base de forma simétrica provisto de una superficie de soldadura por fricción, una pastilla de adhesivo activable por calor sujeta en la parte central de dicha superficie de soldadura por fricción alrededor del eje de rotación de dicho elemento de base, y una pluralidad de segmentos deflectores formados integralmente en dicha superficie de soldadura por fricción en una pluralidad de distancias radiales a partir de dicho eje de rotación, eligiéndose la forma de dicho elemento de base y el espesor de dicha pluralidad de segmentos deflectores para que una la recta imaginaria procedente de dicho eje de rotación y que pasa a través del borde marginal externo de cada segmento, deflector interceptado se extienda por debajo del plano radial que pasa a través del borde marginal externo del segmento deflector más interno.
UN METODO Y UN APARATO PARA SOLDAR JUNTAS POR FROTAMIENTO ROTATIVO DOS SUPERFICIES OPUESTAS DE COMPONENTES TERMOPLASTICOS.
(16/03/1987). Solicitante/s: METAL BOX P.L.C..
METODO Y APARATO PARA SOLDAR JUNTAS POR FROTAMIENTO ROTATIVO DE DOS SUPERFICIES OPUESTAS DE COMPONENTES TERMOPLASTICOS. CONSISTE EN APLICAR LOS COMPONENTES ENTRE SI Y MOVERLOS LLEVANDOLOS A LA POSICION DE MONTADOS; APLICAR UNA PRESION RADIAL A LOS COMPONENTES MONTADOS EN LA REGION DE LAS DOS SUPERFICIES OPUESTAS; Y MIENTRAS SE APLICA LA PRESION RADIAL, HACER GIRAR LOS COMPONENTES RELATIVAMENTE ENTRE SI A UNA VELOCIDAD Y TIEMPO SUFICIENTES. CUENTA CON MEDIOS PARA MEDIR UN PARAMETRO QUE ES FUNCION DE LA FUERZA REQUERIDA PARA PRODUCIR EL MOVIMIENTO RELATIVO. TAMBIEN CUENTA CON MEDIOS PARA LA SELECCION DE LA PRESION RADIAL, DE ACUERDO CON VALOR DEL PARAMETRO MEDIDO.
UN APARATO DE SOLDAR POR FROTAMIENTO ROTATIVO.
(01/03/1987). Solicitante/s: METAL BOX P.L.C..
UN APARATO PARA SOLDAR FOR FROTAMIENTO ROTATIVO. CONSTA DE UNA MAQUINA DE SOLDAR POR FROTAMIENTO ROTATIVO QUE TIENE UNA CABEZA DE SOLDAR, UN CONJUNTO DE PISTON Y UN MECANISMO DE ALIMENTACION. EL CONJUNTO DE PISTON ES ACCIONADO DESDE UN EJE Y EL MECANISMO DE ALIMENTACION COMPRENDE UNA TORRETA GIRATORIA MONTADA SOBRE UN EJE QUE ES ACCIONADA DESDE EL EJE MEDIANTE UN MECANISMO DE ARRASTRE DE CRUZ DE MALTA. LA CABEZA DE SOLDAR ES ACCIONADA POR UN SERVOMOTOR DE C.C. DE BAJA INERCIA QUE FUNCIONA MEDIANTE UN CONTROLADOR LOGICO PROGRAMABLE Y SINCRONIZADO DESDE UNA UNIDAD DE CONMUTACION ACCIONADA DESDE EL EJE.
UN APARATO DE SOLDAR POR FROTAMIENTO ROTATIVO.
(01/03/1987). Solicitante/s: METAL BOX P.L.C..
APARATO DE SOLDAR POR FROTAMIENTO ROTATIVO. COMPRENDE UN BASTIDOR QUE INCLUYE UN MOTOR DE ACCIONAMIENTO DE C.A. QUE ACTIVA UN EJE DE ACCIONAMIENTO PRINCIPAL A TRAVES DE UNA UNIDAD DE REDUCCION DE LA VELOCIDAD ENGRANADA DE UNA CORREA DE ACCIONAMIENTO Y DE UN EMBRAGUE NEUMATICO ; UN VOLANTE PARA ROTACION MANUAL DEL EJE DE ACCIONAMIENTO DURANTE LA PREPARACION; UN MECANISMO DE ALINEACION ; UN MECANISMO DE ARRASTRE POR CRUZ DE MALTA; UN CONJUNTO DE PISTON ACCIONADO DESDE EL EJE , OPERANTE PARA EMPUJAR AL RECIPIENTE AL LUGAR DE TRABAJO EN APLICACION CON UNA CABEZA DE SOLDADURA; Y UN SERVOMOTOR CONTROLADO POR UNA UNIDAD DE CONMUTACION . TIENE UTILIDAD PARA SOLDAR COMPONENTES DE PLASTICO.
SISTEMA DE FIJACION MEDIANTE SOLDADURA POR FRICCION.
(16/04/1985). Solicitante/s: ILLINOIS TOOL WORKS INC..
PROCEDIMIENTO DE FIJACION DE UN DISPOSITIVO DE MATERIA TERMOPLASTICA A UNA PIEZA DE SOPORTE.COMPRENDE LA UNION POR FUSION A LA PIEZA SOPORTE DEL DISPOSITIVO TERMOPLASTICO MEDIANTE EL CALOR POR FRICCION GENERADO AL APLICAR UNA FUERZA CON COMPONENTE AXIAL Y TANGENCIAL A UNA SUPERFICIE DE FIJACION DEL DISPOSITIVO TERMOPLASTICO; Y LA INTERRUPCION AUTOMATICA DE LA ROTACION DE DICHO DISPOSITIVO CUANDO SE HA CONSEGUIDO UNA MAGNITUD PREDETERMINADA DE FUSION.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}