CIP-2021 : B29C 45/12 : utilizando dos o más moldes fijos, p. ej. en tándem.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/12[2] › utilizando dos o más moldes fijos, p. ej. en tándem.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/12 · · utilizando dos o más moldes fijos, p. ej. en tándem.
CIP2021: Invenciones publicadas en esta sección.
Molde de inyección y procedimiento de inyección asociado.
(11/04/2018) Molde de inyección que comprende al menos una primera parte de molde , al menos una segunda parte de molde posicionada frente a la primera parte de molde , estando la primera parte o la segunda parte de molde configurada para ser móvil axialmente con respecto respectivamente a la segunda parte o la primera parte de molde entre al menos una posición de apertura del molde de inyección y una posición de cierre del molde de inyección , al menos un primer puesto de trabajo denominado puesto de inyección y al menos un segundo puesto de trabajo denominado puesto de puesta de inserto, comprendiendo la primera parte de molde :
- al menos un primer cargador móvil configurado para desplazarse al menos en rotación al menos entre el primer puesto y el segundo puesto , estando dicho primer cargador posicionado entre la primera…
Herramienta de moldeo a presión de una máquina de moldeo a presión.
(25/12/2013) Herramienta de moldeo a presión de una máquina de moldeo a presión con un primer molde que presenta una primera pieza de molde y una segunda pieza de molde que se pueden desplazar de forma lineal para el cierre de molde y la apertura de molde y forman entre sí al menos una cavidad de molde y con al menos un recorrido del molde, en donde al menos un molde adicional que presenta una tercera y cuarta pieza de molde que para el cierre de molde y para la apertura de molde se pueden desplazar en la misma dirección respecto a las piezas de moldes del primer molde y forme entre sí al menos una cavidad de molde adicional, en donde una pieza de molde del primer molde y una pieza de molde del segundo molde está dispuestos espalda con espalda y alojan entre sí un elemento intermedio que presenta…
PROCEDIMIENTO PARA LA FABRICACION DE UN ACRISTALAMIENTO PLASTICO, ESPECIALMENTE PARA AUTOMOVILES.
(16/03/2007). Solicitante/s: SAINT-GOBAIN VITRAGE. Inventor/es: BRAVET, JEAN-LOUIS, MAURER, MARC.
LA INVENCION SE REFIERE A UN PRODUCTO, AL MENOS EN PARTE TRANSPARENTE, Y DE GRAN CALIDAD OPTICA, EQUIVALENTE A LA DE UN ACRISTALAMIENTO DE VIDRIO, APTO PARA SER HOMOLOGADO COMO ACRISTALAMIENTO DE AUTOMOVIL SEGUN LAS DIFERENTES NORMAS EN VIGOR Y QUE PRESENTA UN ALMA DE MATERIAL PLASTICO CUBIERTA POR UN REVESTIMIENTO QUE COMPRENDE AL MENOS UNA PELICULA DE MATERIAL PLASTICO REVESTIDO POR UNA CAPA ANTIARAÑAZOS. LA INVENCION SE REFIERE TAMBIEN A UN PROCEDIMIENTO DE FABRICACION DE ESTE PRODUCTO Y A SU APLICACION DE COMO ELEMENTO DE CARROCERIA, UNA PARTE DEL CUAL FORMA EL ACRISTALAMIENTO, POR EJEMPLO PARA EL AUTOMOVIL.
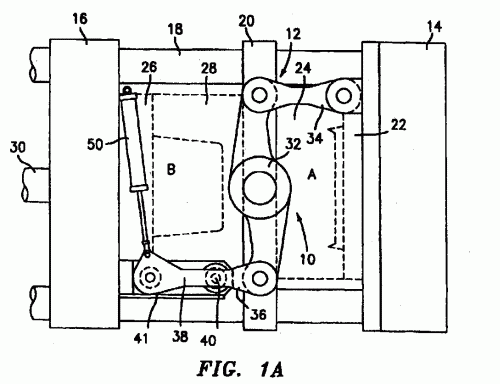
DISPOSITIVO DE ARTICULACION QUE PROPORCIONA CARRERAS DESIGUALES PARA UN MOLDE EN PAQUETE.
(16/12/2004). Ver ilustración. Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: SCHAD, ROBERT, D., TENG, ALEX.
LA PRESENTE INVENCION SE REFIERE A CONEXIONES PARA MOLDES DE APILAMIENTO, QUE CREAN CARRERAS DESIGUALES, PARA SU UTILIZACION EN UNA MAQUINA DE MOLDEO POR INYECCION, Y FABRICAR PIEZAS MOLDEADAS DE DIFERENTES TAMAÑOS. LAS CONEXIONES PARA MOLDES DE APILAMIENTO COMPRENDEN CONEXIONES PARA MOVER CADA UNO DE POR LO MENOS DOS MONTAJES DE MOLDE, ENTRE UNA POSICION CERRADA DE MOLDE Y UNA POSICION ABIERTA DE MOLDE, Y PARA SEPARAR LAS MITADES DE MOLDE QUE FORMAN LOS MONTAJES DE MOLDE, POR MEDIO DE LONGITUDES DESIGUALES DE CARRERA.
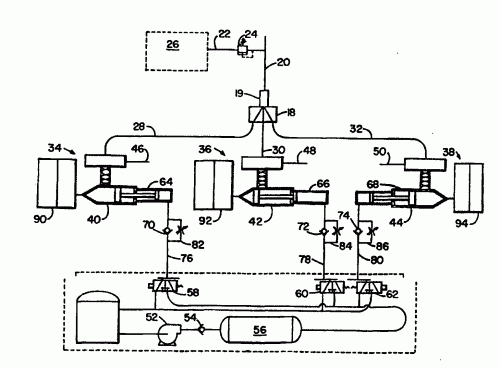
APARATO Y PROCEDIMIENTO PARA DISTRIBUIR POLIMEROS TERMOPLASTICOS FUNDIDOS A MAQUINAS DE MOLDEO.
(16/04/2000). Ver ilustración. Solicitante/s: EASTMAN CHEMICAL COMPANY. Inventor/es: MCLEOD, ANDREW, ERVIN, HASELTINE, DOUGLAS, MARK, WINDES, LARRY, CATES, STRAND, MARC, ALAN.
SE DESCRIBE UN PROCESO Y UN APARATO PARA DISTRIBUIR MATERIAL TERMOPLASTICO FUNDIDO A VARIAS MAQUINAS MOLDEADORAS, QUE FUNCIONAN EN UNA SECUENCIA TEMPORIZADA. LA INVENCION ES APLICABLE ESPECIALMENTE A LA TRANSFERENCIA DE UN POLIESTER (NORMALMENTE TEREFTALATO DE POLIETILENO O UN COPOLIMERO DEL MISMO) FUNDIDO DIRECTAMENTE A MAQUINAS DE MOLDEO POR INYECCION, PARA PRODUCIR ARTICULOS PLASTICOS MOLDEADOS.
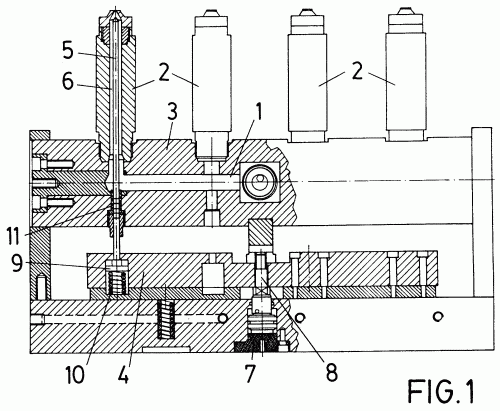
INYECTOR DE PREFORMAS DE MATERIAL TERMOPLASTICO.
(16/11/1997). Ver ilustración. Solicitante/s: SANTOYO PADILLA,JOSE.
1. INYECTOR DE PREFORMAS DE MATERIAL TERMOPLASTICO, QUE SIENDO DEL TIPO MULTIBOQUILLA EN DONDE SE PREVEN RESISTENCIAS CALEFACTORAS SE CARACTERIZA, ESENCIALMENTE, PORQUE PARTE DE UNA CAMARA UNICA DE RECEPCION DE MATERIAL FUNDIDO CON LA CUAL SE ALIMENTAN TODAS LAS BOQUILLAS DEL CONJUNTO INYECTOR , LAS CUALES ESTAN GOBERNADAS SIMULTANEAMENTE POR UNA PLACA PORTA OBTURADOR PARA CADA UNA DE LAS BOQUILLAS INYECTORAS, QUE PRESENTAN LA PECULIARIDAD DE QUE SU DIAMETRO INTERNO ES PROPORCIONAL AL DIAMETRO DEL PUNZON OBTURADOR TANTO UNA RELACION DE CAMARA INTERNA Y POR TANTO DE CAUDAL DE SALIDA EN LA BOQUILLA , EN FUNCION DE LA DISTANCIA DE LAS BOQUILLAS INYECTORAS AL PUNTO DE ENTRADA DE MATERIAL FLUIDO PARA INYECTAR Y CONSTITUIR LA PREFORMA.
MAQUINA PARA EL MOLDEADO A INYECCION SECUENCIAL.
(16/10/1997) UNA MAQUINA PARA EL MOLDEADO A INYECCION TIENE AL MENOS DOS ESTACIONES DE MOLDEADO (A, B). CADA ESTACION DE MOLDEADO INCLUYE UN PAR DE PLATINAS (24, 26 Y 27) QUE ACTUAN COMO MITADES DE MOLDE PARA ABRIRSE Y CERRARSE DE FORMA SECUENCIAL, UNA UNIDAD DE SEPARACION DEL ARTICULO MOLDEADO Y UNA ARMADURA PARA LA MAQUINA . UN PRIMER MIEMBRO SE MONTA DE FORMA SEPARABLE SOBRE DICHA ESTRUCTURA, Y SE SUMINISTRAN MEDIOS PARA MOVER EL PRIMER MIEMBRO HASTA Y DESDE DICHA ESTRUCTURA CON RESPECTO A AL MENOS UN PRIMER EJE. UN SEGUNDO MIEMBRO SE MONTA DE FORMA MOVIL SOBRE DICHO PRIMER MIEMBRO, Y SE SUMINISTRAN MEDIOS PARA MOVER DICHO SEGUNDO MIEMBRO HACIA Y DESDE DICHO MIEMBRO CON RESPECTO A AL MENOS UN SEGUNDO EJE. UNA CABEZA PARA LA SEPARACION…
MAQUINA DE MOLDEO POR INYECCION CON HERRAMIENTA ESCALONADA.
(16/03/1996). Solicitante/s: HERBST, RICHARD. Inventor/es: HERBST, RICHARD.
UNA MAQUINA DE MOLDEO POR INYECCION TIENE UNA HERRAMIENTA ESCALONADA , EN LA QUE DOS PARTES DE LA HERRAMIENTA EXTERIORES ENCIERRAN ENTRE SI UN PAQUETE CENTRAL Y EL PAQUETE CENTRAL FORMA POR LAS DOS CARAS CON LAS PARTES DE LA HERRAMIENTA CAVIDADES DE MOLDEO, ASI COMO UNA ABERTURA DE UNION Y CANALES DE ALIMENTACION CON LAS CAVIDADES DE MOLDEO. LA MAQUINA DE MOLDEO POR INYECCION ABARCA ADEMAS UNA UNIDAD DE ACCIONAMIENTO Y DE CIERRE PARA CAUSAR UN MOVIMIENTO RELATIVO ENTRE LAS PARTES DE LA HERRAMIENTA Y EL PAQUETE CENTRAL (13,13'), PARA UNA APERTURA O UN CIERRE DE LAS CAVIDADES DE MOLDEO. FINALMENTE, LA MAQUINA DE MOLDEO POR INYECCION ABARCA ADEMAS UN GRUPO DE MOLDEO POR INYECCION QUE SE PUEDE UNIR A LA ABERTURA DE UNION , EL CUAL DURANTE EL MOVIMIENTO RELATIVO ENTRE LAS PARTES DE LA HERRAMIENTA Y EL PAQUETE CENTRAL ESTA UNIDO A LA ABERTURA DE UNION . EL GRUPO DE MOLDEO POR INYECCION ESTA UNIDO DIRECTAMENTE CON EL PAQUETE CENTRAL.
MAQUINA DE MOLDEO POR INYECCION SECUENCIAL.
(16/06/1995). Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: SCHAD, ROBERT, D., BROWN, PAUL B.
SE DESCRIBE UNA MAQUINA DE MOLDEO POR INYECCION Y UN METODO DE FUNCIONAMIENTO. TIENE UNA PLURALIDAD DE ACCESORIOS PARA MOLDEAR UNA PLURALIDAD DE PIEZAS EN UN CICLO DE SOLAPAMIENTO EFICIENTE UTILIZANDO UNAS UNIDADES DE INYECCION DE PLASTICO FUNDIDO PRIMARIA Y SECUNDARIA, UNA PLURALIDAD DE UNIDADES DE INYECCION DISPUESTAS EN VARIAS HILERAS QUE INCLUYEN PIEZAS DE MOLDEO EN UNA ORIENTACION INVERSA O UNIFORME. ADEMAS, SE DESCRIBE UNA MAQUINA DE MOLDEO POR INYECCION QUE TIENE UNA UNIDAD DE INYECCION Y UNA PLATINA MOVIL CENTRAL QUE SOPORTA DISTRIBUIDORES EXTERIORES QUE SE COMUNICAN CON MEDIOS MOLDES. LOS MEDIOS MOLDES ESTAN UNIDOS POR PINZAMIENTO A LO LARGO DE UN PRIMER EJE Y LA UNIDAD DE INYECCION ESTA UNIDA POR PINZAMIENTO A LA PLATINA A LO LARGO DE UN SEGUNDO EJE GENERALMENTE PERPENDICULAR AL PRIMER EJE.
MAQUINA MOLDEADORA DE INYECCION EN TANDEM CON ALIMENTACION DIRECTA A LOS MOLDES.
(01/12/1994). Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: VON BUREN, STEFAN, PAULOVIC, ANTON STEFAN.
SE EXPONE UNA MAQUINA MOLDEADORA DE INYECCION EN LA CUAL UN MECANISMO DE SUMINISTRO DE COMPUESTO DE MOLDEO QUE TIENE UN MECANISMO DE BOQUILLA ES MOVIBLE EN RELACION A UNA PLURALIDAD DE ESTACIONES DE MOLDES. SE HAN PREVISTO MECANISMOS DE SUJECCION AUXILIARES AL MECANISMO SUMINISTRADOR O A LAS ESTACIONES DE MOLDEO PARA PONER UN SELLO COMPUESTO EN CADA ESTACION DE MOLDEO. SE PREVEE DE MECANISMOS DE ENERGIA APROPIADOS PARA FINALIZAR EL SELLO.
PERFECCIONAMIENTOS EN LOS COLECTORES DE COLADA PARA MAQUINAS DE MOLDEO POR INYECCION.
(01/04/1977). Solicitante/s: CONTINENTAL CAN COMPANY.
Resumen no disponible.
UN ADAPTADOR PARA LA EXTRUSION DE MATERIALES PLASTICOS.
(01/05/1976) Un adaptador para la extrusión de materiales plásticos, para su inserción entre dos fuentes de su ministro de materiales plastificados por lo menos, y una matriz para la coextrusión de una lámina plana de múltiples capas de material termoplástico, caracterizado por comprender un cuerpo superior dotado de un paso central que se extiende hasta una de las superficies de dicho cuerpo y que comunica con dos pasos separados entre sí que se extienden a través de dicho cuerpo hasta la cara opuesta del mismo, quedando dotado además dicho cuerpo de un primer orificio transversal situado en un plano di rectamente alineado con el punto de unión de dicho paso central y los mencionados pasos separados entre sí, quedando una válvula de tapón situada en el interior de dicho orificio transversal, pudiendo girar…
{kind=link}
{kind=link}
{kind=link}