CIP-2021 : B23K 26/00 : Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
CIP-2021 › B › B23 › B23K › B23K 26/00[m] › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
Notas[n] de B23K 26/00: - Este grupo principal cubre :
- tratamiento con láser para la obtención de una capa debilitada, con o sin eliminación de material;
- procesado por láser de impacto;
- aparatos para tratamientos de superficies mediante láser;
- ablación laser.
- Este grupo principal no cubre :
- deposición asistida por láser, cubierta por la subclase C23C;
- sinterización láser, cubierta por el grupo B22F 3/105 para polvos metálicos, por el grupo B29C 67/04 para plásticos, por el grupo C03B 19/06 para vidrio o por el grupo C04B 35/64 para cerámicos;
- decapado químico asistido por láser, cubierto por el grupo C23F 1/00 .
B23K 26/02 · Colocación o vigilancia de las piezas, p. ej. con relación al punto de impacto; Alineación, apuntamiento o focalización del haz de rayos láser.
B23K 26/03 · · Vigilancia, p. ej. monitorización, de las piezas.
B23K 26/035 · · Alineación del haz de rayos láser (automáticamente B23K 26/042).
B23K 26/04 · · Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
B23K 26/042 · · · Alineado automático del haz de rayos láser.
B23K 26/044 · · · · Seguimiento de las uniones.
B23K 26/046 · · · Enfocado automático del haz de rayos láser.
B23K 26/06 · · Determinación de la configuración del haz de rayos, p. ej. con ayuda de máscaras o de focos múltiples.
B23K 26/062 · · · por control directo del haz de rayos láser.
B23K 26/0622 · · · · por impulsos de conformado.
B23K 26/064 · · · por medio de elementos ópticos, p. ej. lentes, espejos o prismas.
B23K 26/066 · · · · utilizando máscaras.
B23K 26/067 · · · Separando el haz de rayos en múltiples rayos, p.ej. focos múltiples.
B23K 26/073 · · · Determinación de la configuración para el punto del láser.
B23K 26/08 · Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
B23K 26/082 · · Sistemas de escaneo, es decir, dispositivos que implican el movimiento del haz de rayos láser respecto al cabezal del láser.
B23K 26/10 · · con un soporte fijo.
B23K 26/12 · bajo ambientes o atmósfera especial, p. ej. en un recinto.
B23K 26/122 · · en un líquido, p.ej. bajo el agua.
B23K 26/14 · con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
B23K 26/142 · · para la eliminación de subproductos.
B23K 26/144 · · conteniendo partículas la corriente de fluido, p.ej. polvo.
B23K 26/146 · · conteniendo un líquido la corriente de fluido.
B23K 26/16 · Eliminación de subproductos, p. ej. de partículas o de vapores producidos durante la operación (con ayuda de una corriente de fluido B23K 26/142).
B23K 26/18 · utilizando capas absorbentes sobre el material a trabajar, p. ej. para marcado o protección.
B23K 26/20 · Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
B23K 26/21 · · por soldadura.
B23K 26/211 · · · con interposición de un material especial para facilitar la conexión entre las partes.
B23K 26/22 · · · Soldadura por puntos.
B23K 26/24 · · · Soldadura por costuras.
B23K 26/242 · · · · Soldadura en angulo, es decir, implicando un cordon de sección sustancialmente triangular uniendo dos partes.
B23K 26/244 · · · · soldadura de traslape por costuras.
B23K 26/26 · · · · de costuras rectilíneas.
B23K 26/262 · · · · · para costuras longitudinales de tubos.
B23K 26/28 · · · · de costuras curvadas planas.
B23K 26/282 · · · · · de secciones de tubo.
B23K 26/30 · · · · de costuras tridimensionales.
B23K 26/302 · · · · · de costuras helicoidales.
B23K 26/32 · · tomando en consideración las propiedades del material involucrado.
B23K 26/322 · · · involucrando piezas de metal recubiertas (utilizando capas absorventes en la pieza B23K 26/18).
B23K 26/323 · · · involucrando piezas de materiales metálicos heterogéneos.
B23K 26/324 · · · involucrando piezas no metálicas.
B23K 26/34 · Soldadura láser con otros fines que no sean los de unión.
B23K 26/342 · · Soldadura de recarga.
B23K 26/346 · combinado con soldadura o corte cubierto por los grupos B23K 5/00 - B23K 25/00, p.ej. combinado con soldadura por resistencia.
B23K 26/348 · · combinado con soldadura al arco, p.ej. TIG [tungsten inert gas], MIG [metal inert gas] o soldadura de plasma (haz de rayos laser para iniciar el arco de soldadura o de corte B23K 9/067).
B23K 26/351 · para ajuste o puesta a punto de componentes eléctricos.
B23K 26/352 · para tratamiento superficialt.
B23K 26/354 · · por fusión.
B23K 26/356 · · por procesos de impulsos.
B23K 26/359 · · proporcionando una línea o un patrón de línea, p. ej. una línea punteada de iniciación.
B23K 26/36 · Retirada de material (B23K 26/55, B23K 26/57 tienen prioridad).
B23K 26/361 · · por desbarbado o refilado mecánico (B23K 26/351 tiene prioridad).
B23K 26/362 · · Grabado láser.
B23K 26/364 · · · para la realización de hendiduras o surcos, p. ej. para marcar una hendidura para inicio de rotura.
B23K 26/38 · · mediante escariado o corte.
B23K 26/382 · · · mediante escariado.
B23K 26/384 · · · · de orificios de forma especial.
B23K 26/386 · · · · de orificios ciegos.
B23K 26/388 · · · · Trepanado, es decir, horadado por movimiento del punto de impacto del haz alrededor de un eje.
B23K 26/40 · · tomando en consideración las propiedades del material involucrado.
B23K 26/402 · · · involucrando material no metálico, p.ej. aislantes.
B23K 26/50 · Trabajo por transmisión del haz de láser a través o dentro de la pieza.
B23K 26/53 · · para modificar o reformar el material interior de la pieza, p.ej. para la producción de fisuras de iniciación de rotura.
B23K 26/55 · · para crear rechupes en el interior de las piezas, p.ej. para la formación de canales o modelos de flujo.
B23K 26/57 · · entrando el haz de láser en una cara de la pieza desde la cual es transmitido a través del material de la misma para trabajar en una cara diferente, p.ej. para efectuar eliminación, unión por fusión, modificaciones o reformas.
B23K 26/60 · Tratamiento preliminar.
B23K 26/70 · Operaciones o equipo auxiliar.
CIP2021: Invenciones publicadas en esta sección.
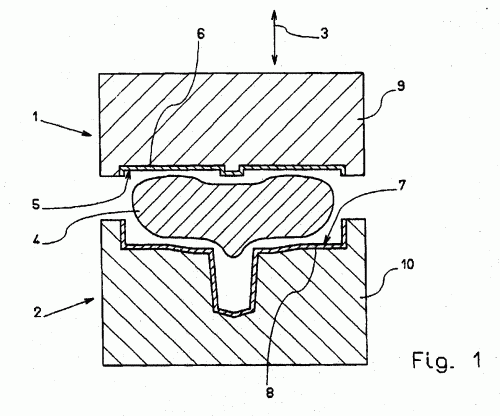
PROCEDIMIENTO DE SOLDADURA POR LASER PARA FILTROS DE ACEITE DE CAJAS DE CAMBIO AUTOMATICAS.
(01/06/2006) Un procedimiento para la soldadura mediante láser de dos semicarcasas de un filtro hechas de plástico y utilizadas en filtros de aceite para transmisiones automáticas, caracterizado porque dos semicarcasas de un filtro se sitúan superpuestas dentro de un útil , cuyos elementos definen conjuntamente una cavidad, destinada a recibir las dos semicarcasas del filtro, la cual se corresponde esencialmente con el contorno tridimensional de dichas semicarcasas del filtro superpuestas, y las semicarcasas del filtro son soldadas a lo largo de sus márgenes comunes utilizando luz de láser, estando una semicarcasa…
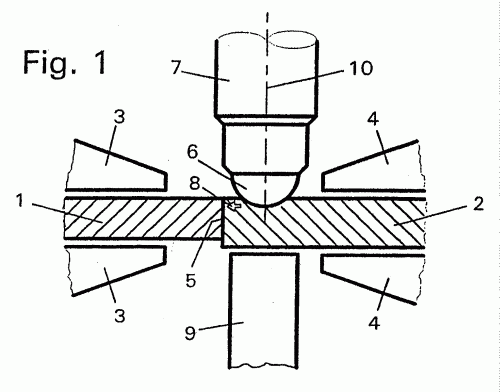
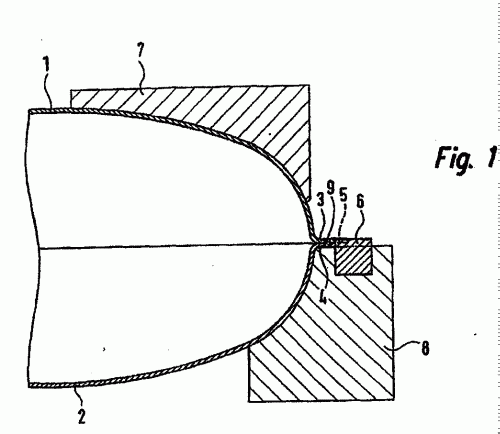
PROCEDIMIENTO DE SOLDADURA LASER PARA CHAPAS DE ACERO REVESTIDAS.
(01/05/2006) EL OBJETIVO DE LA INVENCION ES UN PROCEDIMIENTO PARA LA UNION DE DOS CHAPAS DE ACERO, DE LAS QUE AL MENOS UNA MUESTRA UN RECUBRIMIENTO CON UN PUNTO DE FUSION REDUCIDO, EN PARTICULAR UN RECUBRIMIENTO DE ZINC. PARA CONSEGUIR UNA ZONA DE DESGASIFICACION PARA EL VAPOR DE ZINC GENERADO, SE PROPONE DE ACUERDO CON LA INVENCION LA DISPOSICION DE LA CHAPA ANTES DE LA SOLDADURA EN LA ZONA DE COSTURA BAJO UN ANGULO ({AL}) AGUDO SEGUN BORDES DE CONTACTO UNO SOBRE OTRO Y SE CONFIGURE LA COSTURA DE SOLDADURA COMO COSTURA DE GARGANTA. ADEMAS SE PROPONE DE ACUERDO CON LA INVENCION, EN EL CANTEADO DE LA PARTE DE CHAPA, QUE SE SUELDEN SUS LADOS FRONTALES, DE FORMA QUE SE CANTEEN MEDIANTE DOS MORDAZAS DE CORTE MOVILES UNA CONTRA OTRA EN FORMA DE TIJERA, DONDE LOS CANTOS DE CORTE MUESTRAN AL MENOS UNA ROTURA EN LAS MORDAZAS DE…
PROCEDIMIENTO DE MICROESTRUCTURACION DIRECTA DE MATERIALES.
(16/03/2006). Ver ilustración. Solicitante/s: FORSCHUNGSVERBUND BERLIN E.V.. Inventor/es: BOYLE, MARK, ROSENFELD, AKARDI, HERTEL, INGOLF, STOIAN, RAZWAN, KORN, GEORG, THOSS, ANDREAS.
Procedimiento de microestructuración directa de materiales por medio de al menos un impulso individual ultracorto o una secuencia de impulsos con aportación de energía definida al material, ajustándose la energía y la duración del impulso en función del material a mecanizar, caracterizado porque se dirigen sucesivamente al menos dos impulsos de láser o trenes de impulsos conformados en el tiempo hacia la superficie del material a mecanizar y se ajusta la distancia de dos impulsos o trenes de impulsos consecutivos para que sea más pequeña o igual que picosegundos, con lo que el impulso siguiente incide en el material a mecanizar mientras dura todavía la variación producida en el primer impulso.
COJINETE SOLDADO POR LASER Y PROCEDIMIENTO DE FABRICACION DEL MISMO.
(16/08/2005). Ver ilustración. Solicitante/s: FEDERAL-MOGUL CORPORATION. Inventor/es: SANDY, MICHAEL, R., STAHL, TARRY, D.
COJINETE-CASQUILLO BIMETALICO QUE TIENE UNA JUNTA AXIAL SOLDADO CON LASER, DE MANERA QUE SIMULTANEAMENTE LA CAPA INTERIOR BLANDA Y LA CAPA EXTERIOR DURA DEL COJINETE SON CONTINUAS Y HOMOGENEAS SIN FISURA INTERIOR O SUPERFICIAL. SE CORTAN LOS BORDES DE LA JUNTA Y SE LES HACE CHOCAR PARA CREAR UNA RANURA AXIAL EN LA SUPERFICIE INTERIOR DE LA CAPA EXTERIOR. DURANTE LA OPERACION DE SOLDADURA CON LASER, EL MATERIAL EN FUSION QUE PROCEDE DE LA CAPA INTERIOR CIRCULA HACIA EL INTERIOR DE LA RANURA , PARA CONSTITUIR UN FORRO SIN FISURAS EN EL COJINETE.
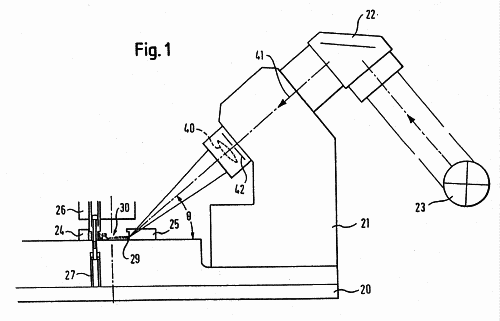
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR LOS EXTREMOS DE RECIPIENTES TUBULARES, EN ESPECIAL DE TUBOS.
(16/07/2005). Solicitante/s: IWKA PACUNIUN GMBH. Inventor/es: IWKA PACUNIUN GMBH.
La invención se refiere a un procedimiento para soldar los extremos de contenedores tubulares, especialmente tubos, rellenos de un medio fluido, y hechos de un material plano de paredes delgadas, que pueda ablandarse o fundirse por el calor, en el cual el contenedor tubular se sostiene de manera tal que el extremo a soldar sea accesible y que el contenedor tubular pueda calentarse a determinada temperatura en el extremo accesible, a lo largo de un área periférica, para que pueda soldarse, y el extremo calentado se comprime a lo largo de una costura de soldadura que se extiende longitudinalmente en posición perpendicular a la extensión longitudinal del contenedor; y donde el contenedor tubular se sostiene en una posición estática, un rayo láser se dirige hacia la pared interior del contenedor tubular por medio de un elemento desviador fuera de dicho contenedor tubular, y el elemento desviador se hace girar para calentar al área periférica.
PROCEDIMIENTO Y DISPOSITIVO PARA SECCIONAR PIEZAS DE TRABAJO PLANAS DE MATERIAL DE ROTURA FRAGIL.
(16/07/2005). Ver ilustración. Solicitante/s: SCHOTT GLAS CARL-ZEISS-STIFTUNG TRADING AS SCHOTT GLAS. Inventor/es: HAUER, DIRK, HOETZEL, BERNDT.
Procedimiento para seccionar piezas de trabajo planas de material de rotura frágil, en el que un rayo láser con un perfil de rayo de forma lineal, con mancha de refrigeración subsiguiente, es movida a lo largo de una línea de separación con contorno prefijado, caracterizado porque se genera sobre la pieza de trabajo una mancha focal de forma lineal por escaneado del rayo láser, y durante cada movimiento de escaneado se proporcionan datos de trayectoria de la línea de separación de tal manera que la mancha focal de forma lineal experimente una curvatura correspondiente a la curvatura del contorno de la línea de separación , y su longitud sea ajustada también en función de la curvatura del contorno de la línea de separación mediante ajuste de la amplitud del escaneado.
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA DE CHAPAS CON UN LASER.
(16/07/2005). Ver ilustración. Solicitante/s: ELPATRONIC AG. Inventor/es: WILDMANN, DANIEL, AEBERSOLD, HANS, VAN DER SCHAAR, MARTIN.
Dispositivo para la unión por soldadura de chapas en unión a tope por medio de láser, en el que al menos una de las chapas es deformada plásticamente delante o en la zona de soldadura con un cuerpo de aplastamiento , caracterizado porque el cuerpo de aplastamiento está configurado como bola de aplastamiento para la reducción de un intersticio, presente en el punto de unión , entre las chapas y está alojado de forma giratoria en un soporte de fijación.
DISPOSITIVO DE SOLDADURA POR LASER PARA PIEZAS METALICAS Y ENCHUFE DE CONTACTO.
(16/07/2005). Ver ilustración. Solicitante/s: FRAMATOME CONNECTORS INTERNATIONAL S.A.. Inventor/es: WAFFENSCHMIDT, HEINRICH.
Procedimiento para la fabricación de una banda de contactos plana en el que: - se estampan piezas brutas de fleje de acero con sectores laterales a partir de la parte central de una banda, - ambos sectores de la pieza bruta de acero se doblan sobre una parte basal continua, de tal forma que sus bordes longitudinales libres entran en contacto con el eje longitudinal del enchufe de contacto plano, y - los bordes longitudinales se sueldan entre sí por el extremo libre del enchufe de contacto, mediante un dispositivo de soldadura por láser que comprende: - una montura de láser para sujetar el láser, - un sistema de lente para enfocar el haz de láser sobre un foco , y - una mesa para sujetar la pieza metálica que se va a soldar, caracterizado porque el haz de láser incide con un ángulo agudo è sobre la parte saliente del enchufe de contacto plano , de tal forma que se forma un punto de soldadura elíptico en la punta, entre los sectores.
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA MOLDEADA EN PROFUNDIDAD FORMADA POR EMBUTICION DE UNA LAMINA TERMOPLASTICA.
(01/06/2005). Solicitante/s: BENECKE-KALIKO AKTIENGESELLSCHAFT. Inventor/es: VOGT, GUNTER, OHLINGER, RAINER.
Procedimiento para la fabricación de una pieza moldeada obtenida por embutición profunda de una lámina termoplástica, - en el que la superficie de la lámina termoplástica es provista de una estructura en profundidad positiva por medio de un rodillo de estampación que presenta una estructura en profundidad negativa, bajo la acción de calor y de presión, y - en el que una parte de la lámina es después embutida en un dispositivo de embutición profundo, caracterizado porque la estructura en profundidad negativa del rodillo de estampación es comprimida por lo menos en una extensión de la superficie del rodillo de estampación, en las áreas superficiales en las que se produce una dilatación durante el proceso de embutición profunda.
PROCEDIMIENTO DE PERFORACION CON LASER PARA LA FABRICACION DE DISPOSITIVOS DE FORMACION DE TEXTILES Y PELICULAS.
(16/05/2005) MIEMBROS DE SOPORTE Y UN METODO PARA LA FORMACION DE MIEMBROS DE SOPORTE A UTILIZAR EN LA PRODUCCION DE NO-TEJIDOS, ESPECIALMENTE DE NO TEJIDOS TIPO TEJIDOS DE PUNTO Y PELICULAS. UN MIEMBRO DE SOPORTE TOPOGRAFICO COMPRENDE UN CUERPO QUE TIENE UNA SUPERFICIE SUPERIOR QUE COMPRENDE UN PATRON DE UNA PLURALIDAD DE PICOS Y VALLES Y UNA PLURALIDAD DE APERTURAS. LAS APERTURAS TIENEN UNA PORCION SUPERIOR CONICA RODEADA POR UN GRUPO DE PICOS Y VALLES. LA LINEA CENTRAL A LA DISTANCIA DE LA LINEAS CENTRALES DE LAS APERTURAS ADYACENTES ES MENOR QUE EL DIAMETRO MAYOR DE LA PORCION SUPERIOR CONICA DE LAS APERTURAS. EL MIEMBRO DE SOPORTE TOPOGRAFICO SE FORMA SEGUN UN PROCESO DESENFOCADO A BASE DE ENFOCAR UN HAZ DE RAYOS LASER DE MODO QUE EL PUNTO FOCAL QUEDE DEBAJO DE LA…
MAQUINA COMBINADA DE PRENSA PUNZONADORA Y DE LASER.
(16/05/2005) Una máquina combinada de prensa punzonadora y de corte con láser que tiene al menos un par de punzón y troquel que actúan conjuntamente fijados a un primer bastidor , una mesa portapieza fijada a dicho primer bastidor, medios de sujeción acoplados móvilmente a dicho primer bastidor para sujetar y mover a una hoja de trabajo sobre dicha mesa portapieza, cuyo par de punzón y troquel actúa conjuntamente para punzonar dicha hoja de trabajo, un sistema de corte con láser que tiene un cabezal para el corte con láser superpuesto sobre un emplazamiento particular en dicha mesa portapieza, una salida de haz láser de dicho cabezal de láser para efectuar trabajo en dicha hoja de trabajo, y un segundo bastidor situado junto a dicho primer bastidor y que tiene un miembro en voladizo …
CORTE DE MATERIALES ULTRA-DUROS.
(16/03/2005). Solicitante/s: DE BEERS INDUSTRIAL DIAMOND DIVISION (PROPRIETARY) LIMITED. Inventor/es: CULLEN, BARRY JAMES.
Un procedimiento para cortar un material ultra-duro que incluye la etapa de usar un haz de láser para efectuar el corte; caracterizado porque el haz de láser es un haz de láser de placa.
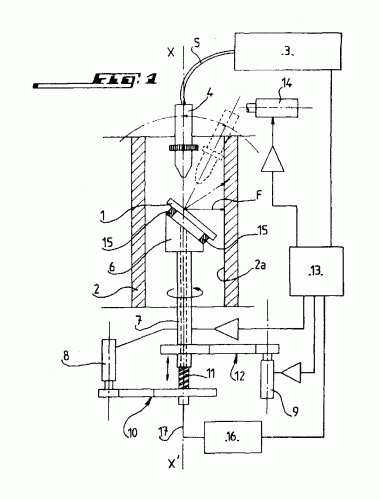
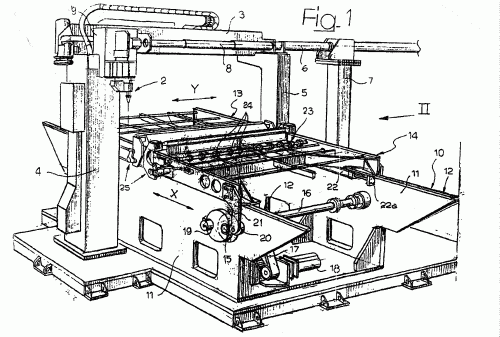
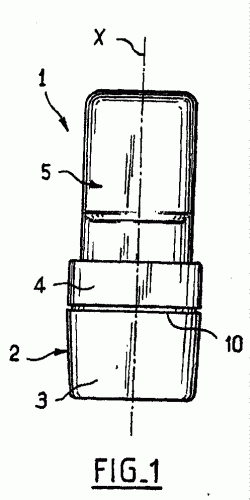
APARATO Y PROCEDIMIENTO DE TRATAMIENTO POR LASER DE LA PARED DE UN CILINDRO DE UN MOTOR DE COMBUSTION INTERNA.
(01/02/2005). Ver ilustración. Solicitante/s: AUTOMOBILES PEUGEOT AUTOMOBILES CITROEN. Inventor/es: GILLET, BERNARD.
LA INVENCION SE REFIERE A UN APARATO Y UN PROCEDIMIENTO DE TRATAMIENTO CON LASER DE LOS CILINDROS, POR EJEMPLO LOS DE UN MOTOR DE COMBUSTION INTERNA. SE CARACTERIZA POR QUE COMPRENDE UN ESPEJO PLANO COLOCADO EN EL INTERIOR DE UN CILINDRO SOBRE UN SOPORTE INCLINADO EN UN ANGULO DETERMINADO CON RESPECTO AL EJE (X X ) DEL CILINDRO Y MEDIOS DE ENLACE ENTRE EL ESPEJO Y EL SOPORTE QUE PUEDAN SER EXCITADOS POR UN CIRCUITO DE MANDO PARA PROVOCAR PEQUEÑOS DESPLAZAMIENTOS DEL ESPEJO CON RESPECTO AL SOPORTE . LA INVENCION TIENE APLICACION EN EL AMBITO DEL AUTOMOVIL.
PROCEDIMIENTO PARA DESMONTAR PANELES DE VIDRIO DE UN MARCO.
(16/01/2005). Ver ilustración. Solicitante/s: CARGLASS LUXEMBOURG SARL - ZUG BRANCH. Inventor/es: KIERNAN, MICHAEL, NOEL, DAVIES, CHRISTOPHER, CLEMENT, ROBERT, MARC.
Un procedimiento para desmontar un panel de vidrio de un marco al cual el panel está pegado por material adhesivo interpuesto, comprendiendo el procedimiento: i) disponer un medio de suministro de energía luminosa contiguo al panel de vidrio; y, ii) operar el medio de suministro de energía luminosa para transmitir energía luminosa a través del panel de vidrio para desmontar el panel de vidrio del marco ; caracterizado porque el medio de suministro de energía luminosa comprende un aparato de lámpara de destellos por descarga eléctrica en gas.
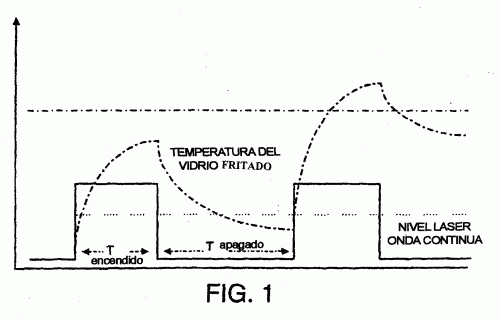
SEPARACION DE PANELES DE VIDRIO.
(16/01/2005). Solicitante/s: CARGLASS LUXEMBOURG SARL. Inventor/es: KIERNAN, MICHAEL, NOEL, DAVIES, CHRISTOPHER, CLEMENT, ROBERT, MARC.
Paneles acristalados, como por ejemplo los parabrisas de vehículo pegados a un bastidor soporte , se sueltan por disposición primero de un medio de suministro de energía luminosa adyacente al panel y posterior transmisión de energía luminosa desde el medio de suministro a través del panel , por medio del cual liberar eficazmente el panel del bastidor. La luz puede estar pulsada según un régimen predeterminado puede ser entregada por una lámpara de descarga que tiene una rápida atenuación de intensidad, o láser pulsado de onda casi continua. El mecanismo de liberación del panel puede ser por degradación térmica del material de pegado, despegue del material en una superficie, o dentro del cuerpo del panel, o una combinación de dichos mecanismos.
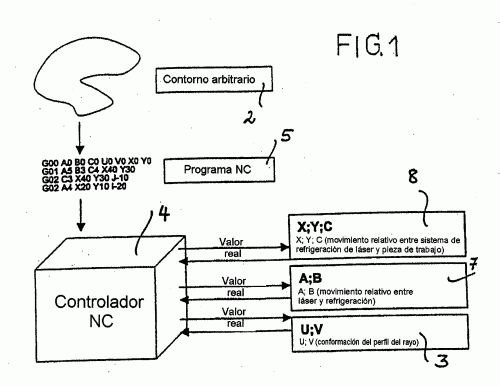
METODO PARA FABRICAR UNA PIEZA DE TRABAJO MEDIANTE SOLDADURA POR DEPOSITO.
(16/12/2004) Un método de construir un artículo mediante soldadura de deposición, que comprende, en combinación, las operaciones o pasos de: construir en una memoria de ordenador , o medios de almacenamiento de datos equivalente, un primer archivo de datos que es una definición de un modelo de volumen tridimensional de un artículo ; ejecutar un programa de ordenador, dentro de un ordenador , que lee el primer archivo de datos y realiza un algoritmo que suprime la construcción del modelo de volumen tridimensional del artículo definido por el primer archivo de datos , siendo suprimida la construcción del modelo de volumen tridimensional del artículo dirigiendo una representación del ordenador de una herramienta dentro del algoritmo para eliminar una sucesión de partes de volumen incremental…
PROCEDIMIENTO Y DISPOSITIVO PARA LA MECANIZACION DE COMPONENTES DE PESO LIGERO.
(01/12/2004) Procedimiento para la mecanización de componentes de peso ligero, que contienen aleaciones de titanio, para componentes de conductos que se emplean en la fabricación de aviones, con un láser , que está colocado en al menos una dirección del movimiento con relación a los componentes a mecanizar y se colocan los componentes de peso ligero a mecanizar, con las siguientes etapas del procedimiento: - el accionamiento de los dispositivos de sujeción que reciben los componentes de peso ligero con relación al cabezal de rayo láser , - la ejecución de procesos de corte y soldadura, respectivamente, en los componentes de peso ligero colocados a través del cabezal de rayo láser , - la introducción de una corriente de gas…
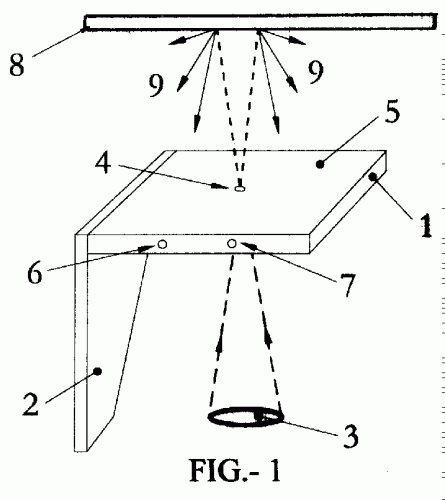
PANTALLA ABSORBENTE DE RADIACION LASER REFLEJADA.
(01/10/2004). Ver ilustración. Solicitante/s: UNIVERSIDAD DA CORUÑA. Inventor/es: ALVAREZ FEAL,JOSE CARLOS, RAMIL REGO,ALBERTO, YAEZ CASAL,ARMANDO.
Pantalla absorbente de radiación láser reflejada. Está estructurada en base a una chapa metálica de cierto espesor que puede tener tamaño variable pero suficiente para cubrir todo el espacio a proteger de la radiación reflejada en la pieza y que se mantendrá, mediante el soporte adecuado , en una posición fija y precisa respecto del cabezal o de la ventana de salida de la radiación láser de modo que permita el paso del haz focalizado a través de un estrecho taladro efectuado en la chapa. La superficie de la chapa expuesta a la radiación reflejada tendrá un acabado superficial tal que le proporcione una alta absorción a la longitud de onda de la radiación láser incidente. Dispondrá de un sistema de refrigeración, con entrada y salida (6 y 7) que permita evacuar la energía absorbida y evitar la elevación excesiva de su temperatura.
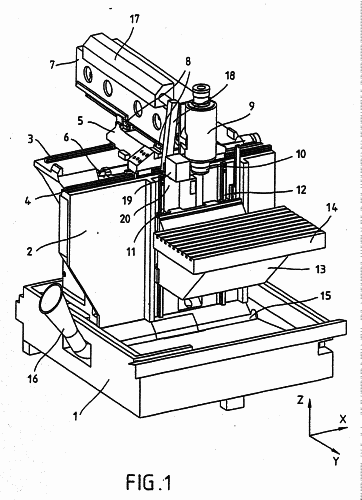
MAQUINA HERRAMIENTA PARA EL MECANIZADO CON UTILES DE CORTE Y LASER.
(01/09/2004). Ver ilustración. Solicitante/s: DECKEL MAHO GMBH. Inventor/es: FRIEDRICH, WILFRIED.
Máquina herramienta para el mecanizado de piezas mediante herramientas por arranque de viruta y mediante rayo láser, que comprende una unidad de mecanizado con un husillo de trabajo motorizado para el mecanizado de piezas con herramientas por arranque de viruta, una fuente de rayos láser con un sistema de guiado del rayo para el mecanizado de piezas mediante rayo láser y una mesa de trabajo desplazable a motor para amarrar por lo menos una pieza, caracterizada porque el sistema de guiado del rayo está dispuesto en la unidad de mecanizado , decalado con respecto al husillo de trabajo.
PROCEDIMIENTO Y DISPOSITIVO PARA LA TRANSFERENCIA DE UNA PIEZA BRUTA DE PERFIL HUECO.
(16/07/2004) Procedimiento para la transferencia de una pieza bruta de perfil hueco preformada en una herramienta de formación con una juntura a unir por soldadura hacia un puesto de soldadura de una máquina de soldar , que es adecuada para la fabricación de perfiles huecos que se pueden utilizar en la fabricación de automóviles, donde la pieza bruta es agarrada por un dispositivo de transferencia , que está configurado para la descarga de la herramienta de formación y para la carga de la máquina de soldar, la juntura de la pieza bruta es alineada con la ayuda del dispositivo de transferencia de tal forma que esta juntura está alineado con el puesto de soldadura de la máquina de soldar. los bordes de la juntura son colocados de la manera deseada, y los bordes colocados de la juntura son prensado entre sí al menos en la región de puesto…
PROCEDIMIENTO PARA LA FABRICACION DE HERRAMIENTAS PARA FORJA EN CALIENTE Y HERRAMIENTAS OBTENIDAS POR DICHO PROCEDIMIENTO.
(01/07/2004). Ver ilustración. Solicitante/s: TECHNOGENIA S.A.. Inventor/es: DEZERT, DIDIER, DUCOIN, FRANCK, MAYBON, GUY.
SEGUN LA PRESENTE INVENCION, SE REALIZA UNA HERRAMIENTA DE FORJADO EN CALIENTE MEDIANTE DEPOSITO POR FUSION DE ALEACION(ES) METALICA(S) CON ALTA RESISTENCIA EN CALIENTE SOBRE UN SUBSTRATO , MEDIANTE UN LASER POTENTE. SE PUEDEN USAR VENTAJOSAMENTE SUPERALEACIONES A BASE DE COBALTO O DE NIQUEL. LA HERRAMIENTA DE FORJADO EN CALIENTE REALIZADA DE ESTA MANERA TIENE UNA DURACION DE VIDA BASTANTE SUPERIOR A LA DE LA HERRAMIENTA REALIZADA POR LOS PROCEDIMIENTOS DE RECARGA TRADICIONALES.
METODO PARA LA FABRICACION DE CABEZALES DE IMPRESION POR CHORROS DE LIQUIDO Y CABEZAL FABRICADO POR DICHO METODO.
(01/07/2004) PROCEDIMIENTO PARA FABRICAR CABEZALES DE GRABACION POR CHORRO LIQUIDO, CADA UNO DE LOS CUALES RECIBE UNOS ORIFICIOS DE DESCARGA (2G) PARA DESCARGAR LIQUIDO, UNA CHAPA (2B, 21) DE ORIFICIOS DE DESCARGA, QUE LLEVA DISPUESTOS EN ELLA LOS ORIFICIOS DE DESCARGA, Y PARA REALIZAR EL TRATAMIENTO DE ABLACION DE ORIFICIOS QUE PASAN A SER LOS ORIFICIOS DE DESCARGA POR EL USO DE UNA MASCARA PARA PROYECTAR LA IMAGEN DE LA MASCARA SOBRE LA CHAPA DE ORIFICIO DE DESCARGA, CON UN RAYO LASER COHERENTE (L) COMO FUENTE DE LUZ, COMPRENDE LOS PASOS SIGUIENTES DE FORMACION DE UNA CAPA HIDROFUGA SOBRE LA SUPERFICIE DE LA CHAPA DE ORIFICIO DE DESCARGA (2B, 21) EN EL LADO DE DESCARGA DEL LIQUIDO; Y REALIZAR EL PROCESO DE ABLACION POR IRRADIACION DEL RAYO LASER…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA CARCASA EN EL TIPO DE CONSTRUCCION DE SEMICASCARAS PARA UN SILENCIADOR O SIMILAR PARA AUTOMOVILES.
(01/06/2004). Ver ilustración. Solicitante/s: J. EBERSPACHER GMBH & CO. Inventor/es: LINSLER, RAINER, SCHUG, NORBERT, ANDRE, JOACHIM, COLLET, JIRG-EIKE.
Procedimiento para la fabricación de una carcasa en el tipo de construcción de semicáscaras para un silenciador, catalizador o similar para automóviles, en el que las semicáscaras prefabricadas se colocan superpuestas con los bordes planos de sus cáscaras y las semicáscaras ensambladas son unidas por soldadura en la región de los bordes planos (3 y 4, respectivamente) de sus cáscaras, caracterizado porque las semicáscaras están provistas en el borde de las cáscaras con escotaduras de colocación y las semicáscaras están colocadas superpuestas con las escotaduras de colocación coincidentes, alineadas entre sí, y parejas correspondientes de escotaduras de colocación coincidentes son colocadas en posición por medio de pasadores de colocación que engranan en unión positiva antes de una unión por soldadura de los bordes de las cáscaras.
PROCEDIMIENTO PARA LA REALIZACION RAPIDA DE PROTOTIPOS, POR MEDIO DE UN LASER, DE UN POLVO O DE UNA MEZCLA DE POLVOS, ESPECIALMENTE CERAMICOS.
(16/05/2004) Procedimiento para la realización rápida de prototipos, por medio de un láser, de un polvo o de una mezcla de polvos, especialmente cerámicos, comprendiendo las etapas consistentes en: 1/ obtener una sucesión de secciones superpuestas numeradas de un objeto que se trate de realizar, a partir de una representación tridimensional de dicho objeto, 2/ extender bajo la forma de una fina capa el polvo o la mezcla de polvos calentada a una temperatura próxima a la temperatura de sinterizado de dicho polvo o de dicha mezcla de polvos, 3/ calentar a la temperatura de sinterizado barriendo con ayuda de un haz láser una parte seleccionada de la capa, que corresponde a una de las secciones (10) numeradas del objeto que se trata…
ESTRUCTURAS EMPAREDADAS DE MULTIPLES CHAPAS.
(01/05/2004) UN PROCEDIMIENTO PARA LA FABRICACION DE UNA ESTRUCTURA DE RELLENO DE METAL EXPANDIDO QUE CONSISTE EN LIMPIAR LAS PIEZAS CORRESPONDIENTES ANTES DE CADA PASO DE UNION DEL PROCESO PARA RETIRAR LOS OXIDOS METALICOS Y RESIDUOS QUE ENTORPECERIAN LOS PASOS DE UNION. LAS HOJAS NUCLEO SE COLOCAN CARA A CARA Y SE INTRODUCE UN ACCESORIO DE DISTRIBUCION DE GAS A PRESION ENTRE UN BORDE Y SE SUELDA EN SU LUGAR CORRESPONDIENTE. LAS HOJAS NUCLEO SE PRESIONAN ENTRE SI Y SE SUELDAN POR LASER FORMANDO UN PAQUETE NUCLEO A LO LARGO DE UNAS LINEAS QUE FORMARAN LAS LINEAS DE UNION ENTRE LAS HOJAS NUCLEO CUANDO EL PAQUETE NUCLEO SE EXPANDA SUPERELASTICAMENTE. ENCIMA…
DISPOSITIVO PARA SOLDADURA A TOPE CON LASER DE CHAPAS METALICAS (CHAPAS CORTADAS A MEDIDA), PROVISTO DE RODILLOS MAGNETICOS PARA DESPLAZAR LAS CHAPAS A LA POSICION DE SOLDADURA Y MORDAZAS ACTIVADAS MAGNETICAMENTE PARA SUJETAR LAS CHAPAS.
(01/05/2004). Ver ilustración. Solicitante/s: SAT SPA. Inventor/es: CAPRIOGLIO, LUIGI.
Dispositivo para soldadura a tope con láser de chapas metálicas, que comprende: dos tableros substancialmente coplanares , para soportar dos tableros respectivos (A, B) que se deben soldar a tope, una plantilla de posicionado para situar las chapas metálicas con precisión, estando montada dicha plantilla de forma móvil entre una posición inferior no operativa y una posición elevada operativa, que se proyecta sobre el plano de los tableros de soporte de las chapas metálicas (A, B), medios para alimentar una primera chapa metálica (A) que debe ser soldada causando que ésta se deslice en dicho primer tablero de soporte hasta que el borde conductor de dicha primera chapa metálica (A) entre en contacto con dicha plantilla de posicionado , después que ésta última se ha conducido a su posición elevada operativa.
DISPOSITIVO DE MECANIZACION POR LASER EXCIMER DE ORIFICIOS O DE FORMAS DE CONFIGURACION VARIABLE.
(16/04/2004). Solicitante/s: SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MOTEURS D'AVIATION, "S.N.E.C.M.A.". Inventor/es: FOURNIER, GERARD ALBERT FELIX, VIGNEAU, JOEL OLIVIER ALFRED ABEL.
Dispositivo láser para la formación de orificios con perfil variable usados para, p.e., orificios de refrigeración de palas de turbina. El dispositivo comprende una pieza en la que se va a formar un orificio. Un láser produce un haz que pasa a través de un dispositivo de enfoque sobre la pieza. Se utilizan unidades de control para desplazar la pieza, para variar el perfil del orificio formado. Se incluye una reivindicación independiente para un proceso de formación de orificios que utiliza el aparato.
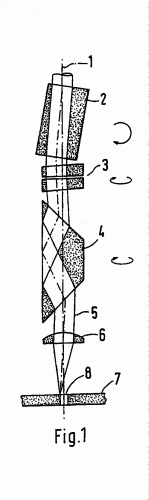
DISPOSITIVO OPTICO PARA LA PERFORACION POR MEDIO DE RAYO LASER.
(01/04/2004). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: STREIBL, NORBERT, KUEHNLE, GOETZ.
Dispositivo óptico para la perforación por medio de rayo láser con una disposición óptica, dispuesta en la trayectoria de los rayos, acoplada con un accionamiento y que presenta un rotador de la imagen , para la conducción del rayo láser sobre una trayectoria de corte circular de acuerdo con parámetros ajustables y con una óptica de enfoque dispuesta detrás de la disposición, que enfoca el rayo láser sobre una pieza de trabajo , caracterizado porque el rotador de la imagen está acoplado con el accionamiento de una manera giratoria separada y de esta manera lleva a cabo la conducción del rayo sobre la trayectoria de corte, siendo ajustables los parámetros fuera del rotador de la imagen giratorio.
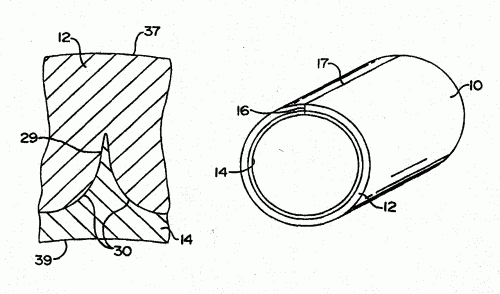
ACOPLADOR GIRATORIO DE FIBRAS OPTICAS PARA APLICACIONES DE SOLDADURA LASER DE ALTA POTENCIA.
(01/04/2004) UN APARATO DE SOLDADURA POR LASER, PARA LA SOLDADURA DEL REVESTIMIENTO DE LA SUPERFICIE INTERIOR DE UN TUBO, INCLUYE UN MANGUITO GIRATORIO QUE ENCIERRA UN CABLE DE FIBRA OPTICA. UN LASER ESTACIONARIO GENERA ENERGIA LUMINOSA PARA LAS OPERACIONES DE SOLDADURA, LLEVADAS A CABO POR EL MANGUITO GIRATORIO . SE COLOCA UN ACOPLADOR OPTICO ENTRE EL LASER Y EL MANGUITO GIRATORIO . UNA INSTALACION DE INTERCONEXIONES ENTRE CABLE GIRATORIO , RECIBE LA ENERGIA LUMINOSA COLIMADA Y ENFOCADA DE LA INSTALACION OPTICA FIJA, Y LA APLICA AL CABLE DE FIBRA OPTICA , QUE LLEVA LA ENERGIA LUMINOSA A LA SUPERFICIE INTERIOR DE UN TUBO PARA PRODUCIR UNA SOLDADURA DEL REVESTIMIENTO.…
METODO PARA PRODUCIR UN TUBO METALICO DE COBRE.
(16/03/2004). Ver ilustración. Solicitante/s: NEXANS. Inventor/es: MEYER, MICHAEL, HARTEN, FRIEDRICH, ARNTZ, HANS-JOACHIM.
Un procedimiento para la producción de un tubo de metal, en el que una banda de cobre es extraída de modo continuo desde una fuente de suministro de banda y conformada como un tubo ranurado con los bordes de la banda empalmados, y en el que los bordes de banda son soldados con láser, caracterizado por lo siguiente: a) se utiliza una banda de cobre o aleación de cobre b) previamente a la soldadura se dota mecánicamente de rugosidad al menos a la zona de los bordes de la banda, con una profundidad de rugosidad por encima de Ro=12, 5 µm y c) previamente a la soldadura se moja al menos la zona de los bordes de la banda con un hidrocarburo líquido.
SISTEMA DE FIJACION DE HAPTICA PARA LENTES INTRAOCULARES EMPLEANDO UN LASER DE DIODO.
(01/03/2004). Solicitante/s: CIBA VISION AG. Inventor/es: WISSMAN, LAWRENCE, Y., O\'CONNOR, JOHN J.
TESTEMA PARA UNIR UN COMPLEMENTO EN LENTES INTRAOCULARES UTILIZANDO UN RAYO LASER QUE OPERA CERCA DE LA GAMA DE INFRARROJOS CON UN RAYO LASER DE DIRECCION COAXIAL QUE ACUTA EN LA GAMA VISIBLE. UNA PARTE DEL COMPLEMENTO SE INSERTA DENTRO DE LA LENTE A TRAVES DE UN HUECO RADIAL Y SE EXPONE A TRAVES DEL CRUCE DEL HUECO AXIAL DESDE LA SUPERFICIE SUPERIOR DE LA LENTE HASTA EL HUECO RADIAL. LOS RAYOS LASER COAXIALES SON COLIMADOS Y ENFOCADOS ENTONCES UTILIZANDO UN OBJETIVO MICROSCOPICO A TRAVES DE LOS HUECOS AXIALES, SOBRE EL COMPLEMENTO EXPUESTO. EL ENFOQUE DE LOS RAYOS COAXIALES SOBRE LA LENTE Y EL COMPLEMENTO SE FACILITA MEDIANTE EL USO DE UNA CAMARA CCD DE MAGNIFICACION. LOS LASER COAXIALES, QUE SE ENFOCAN TIPICAMENTE EN UN DIAMETRO MENOR QUE ES MAYOR O IGUAL AL DIAMETRO INTERIOR DEL HUECO AXIAL, HACEN CONTACTO CON EL COMPLEMENTO EXPUESTO. CONSECUENTEMENTE , EL COMPLEMENTO SE FUNDE, SE DEJA ENFRIAR, Y SE DEJA COALESCER SOBRE UNA MUESTRA FIJANDO EL COMPLEMENTO A LA LENTE.
HERRAMIENTA PARA AFILAR O CORTAR.
(01/03/2004). Solicitante/s: DIALUX DIAMANTWERKZEUGE GMBH. Inventor/es: GRINEIS, HANS.
Herramienta para afilar o cortar, que está constituida por un cuerpo de base y por una guarnición de corte aplicada por fundición sobre éste por medio de un rayo láser, cuya guarnición está constituida por un metal que contiene substancias duras, un compuesto metálico que contiene substancias duras o una aleación de metal que contiene substancias duras, donde está contenida una porción de una substancia que favorece la humidificación con relación a las substancias duras, caracterizada porque el cuerpo de base está constituido por un metal no ferroso, un compuesto metálico no ferroso o una aleación metálica no ferrosa.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}