CIP-2021 : B23K 9/02 : Soldadura de juntas continuas; Soportes; Piezas insertadas.
CIP-2021 › B › B23 › B23K › B23K 9/00 › B23K 9/02[1] › Soldadura de juntas continuas; Soportes; Piezas insertadas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K).
B23K 9/02 · Soldadura de juntas continuas; Soportes; Piezas insertadas.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para producir un anillo soldado.
(08/04/2020). Solicitante/s: Oetiker Schweiz AG. Inventor/es: MIESSMER,STEFAN.
Procedimiento para producir un anillo soldado, en el que una banda con una longitud correspondiente a la circunferencia del anillo es doblada para formar un anillo y soldada en sus extremos , en el que la soldadura de ambos bordes laterales de anillo es llevada a cabo de fuera hacia dentro, caracterizado por que los extremos de banda que van a ser soldados juntos presentan un desplazamiento en la dirección circunferencial del anillo situado en el plano de banda y la soldadura es llevada a cabo desde ambos bordes laterales de anillo hasta el desplazamiento.
PDF original: ES-2797080_T3.pdf
Método de soldadura por arco sumergido en tándem de acero CSEF con alto contenido en Cr.
(18/03/2020). Solicitante/s: KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.). Inventor/es: Ikai,Kazuya, YAMASHITA,KEN.
Un método de soldadura por arco sumergido en tándem de un acero ferrítico de alto contenido en Cr con resistencia a la fluencia mejorada (CSEF), en el que contenido de Cr de este acero es del 8 % en masa o superior, caracterizándose el método por: soldadura según las condiciones a una velocidad de alimentación del alambre VL de un electrodo principal (15a) de 45 a 90 g/min; una velocidad de alimentación del alambre VT de un electrodo de arrastre (15b) de 60 a 110 g/min; una velocidad v de soldadura de 30 a 55 cm/min; y una cantidad de soldadura por unidad de longitud de 2,8 a 3,8 g/cm.
PDF original: ES-2781076_T3.pdf
Método de producir una construcción en forma de placa con una estructura de doble pared.
(04/04/2018). Solicitante/s: Uponor Infra Oy. Inventor/es: BLOMQVIST, GUNNAR, SILLANPÄÄ,ARI, SÖDERGÅRD,HENRY, TAYLOR,TED.
Un método de producir una construcción en forma de placa que tiene una estructura de doble pared, en el que
- varios perfiles alargados de material termoplástico, que tienen ejes centrales esencialmente rectos, se disponen uno sobre el otro de tal manera que perfiles huecos adyacentes están contiguos entre sí y juntos forman, en términos generales, una pila plana con dos lados opuestos, y
- los perfiles huecos se sueldan juntos uniendo los perfiles huecos juntos por medio de cordones de soldadura, siendo llevado a cabo el soldeo de manera esencialmente simultánea desde ambos lados de la pila mediante soldeo por extrusión usando el mismo material termoplástico que aquel del que están compuestos los perfiles tubulares.
PDF original: ES-2675280_T3.pdf
Método de soldeo eléctrico por un electrogas, con varios electrodos, para chapas de acero gruesas y método de soldeo eléctrico circunferencial por un electrogas, con varios electrodos, para tuberías de acero.
(09/11/2016) Un método de soldeo eléctrico por un electrogas, con varios electrodos, que comprende:
disponer extremos de chapas de acero gruesas que se han de soldar, que tienen un espesor de 80 a 300 mm, frente a frente entre sí para formar una acanaladura entre los extremos de las chapas de acero,
estando la abertura de una raíz de soldadura (RO) de la acanaladura en el intervalo de 0 a 16 mm, y
en el que, cuando la abertura de la raíz de soldadura (RO) está en el intervalo de 0 ≤ RO < 1 mm, la cara de la raíz de soldadura (RF) satisface la relación representada por la fórmula 1; cuando la abertura de la raíz de soldadura (RO) está en el intervalo de 1 ≤ RO < 10 mm, la cara de la raíz de soldadura (RF) satisface la relación representada por la fórmula 2; y cuando la abertura de la raíz…
Método para la formación de junta de soldadura por arco en ángulo y junta de soldadura por arco en ángulo.
(03/08/2016) Un método para formar una junta soldada por arco en ángulo soldando por arco en ángulo al menos una región parcial de porciones de esquina, que son regiones de borde de una porción contigua a por lo menos una de una porción de superficie de lámina y una porción de espesor de lámina de un miembro metálico y una porción de superficie de lámina del otro miembro metálico y tienen al menos una porción girada en al menos una porción de las mismas, en donde el método comprende:
formar un cordón en ángulo con respecto a una región que contiene la porción girada de la porción de esquina por la soldadura por arco en…
Método, sistema y software para la generación de múltiples contornos de paso y por lo tanto el control de una máquina soplete de control numérico (NC) para cortar una parte con la preparación de la soldadura.
(15/07/2015) Método de controlar una máquina de control numérico (CN) que tiene una sola herramienta de corte para cortar de una lámina una pieza con preparación para la soldadura, que comprende:
) combinar parámetros de preparación para la soldadura con una descripción electrónica de la pieza en un editor de geometría para formar un archivo electrónico tridimensional enriquecido o CAM que incluye al menos la geometría bidimensional original de la pieza y los detalles de la soldadura incorporados con cada entidad y/o movimiento definido en el archivo electrónico tridimensional enriquecido o CAM , en el está definida…
Antorcha de soldadura por arco metálico con gas para ranura estrecha.
(03/12/2014) Una antorcha de soldadura por arco metálico con gas para ranura estrecha , que comprende:
un bloque de potencia que tiene conexiones para electricidad, alambre de soldadura de suministro, enfriamiento por agua, y gas de protección ;
un dieléctrico unido al bloque de potencia;
una protección de gas unida al dieléctrico que define un espacio anular entre la protección y el dieléctrico;
una punta de contacto unida al bloque de potencia que recibe y controla la curvatura de un alambre de soldadura de suministro , teniendo la porción de la punta de contacto que está en contacto con el alambre de suministro de soldadura un radio de curvatura más pequeño que el radio natural…
Procedimiento de soldadura de elementos para la industria eléctrica, en particular de paneles de pared sellados de calderas utilizando soldadura MIG/MAG y láser.
(30/07/2014) Procedimiento de soldadura de elementos para la industria eléctrica, en particular de paneles de pared sellados de calderas y generadores de vapor, en el que unos tubos que forman paneles de pared sellados se unen con unas barras planas por medio de un láser de fibra de alta potencia , en el que la soldadura se realiza como una soldadura a tope plana de doble cara sin achaflanado de las caras a unir, caracterizado por el hecho de que la soldadura se realiza a una velocidad de más de 1 m/min, mientras que el rayo láser es irradiado en un baño de fusión, estando formando dicho baño en el proceso de soldadura MAG con protección con gas noble, o bien el…
Método de soldadura por arco eléctrico con protección de gas con multielectrodos orientados con ángulos particulares.
(19/09/2013) Un método de soldadura por arco eléctrico protegida con gas de multielectrodo para un listón entre una placainferior colocada horizontalmente y una placa vertical colocada perpendicularmente sobre la placa inferior ,donde un electrodo delantero y un electrodo trasero están cada uno formado por un alambre de núcleo fundentepara soldadura de arco eléctrico protegida con gas,
donde se fija una distancia de electrodo entre el electrodo delantero y el electrodo trasero de 20 a 35 mm,caracterizado por que se proporciona un alambre de relleno entre el electrodo delantero y el electrodo trasero acontinuación del electrodo delantero, donde las variables L, T, F, X, Y, α, β y γ cumplen las siguientes expresiones:**Fórmula**
donde L representa…
Dispositivo y procedimiento para la soldadura por arco sumergido con arco eléctrico con una carcasa para polvo que presenta una conducción de alimentación de polvo y una conducción de evacuación de polvo.
(29/04/2013) Dispositivo para la soldadura por arco sumergido con arco eléctrico con un depósito colector de polvo , undepósito de almacenamiento de polvo , una cabeza de soldadura y una carcasa para polvo , estandodispuesta una parte de la cabeza de soldadura con electrodo de soldadura dentro de la carcasa para polvo , estando abierta la carcasa para polvo por lo demás cerrada en el lado orientado a la pieza de trabajo y estando conectada a la carcasa para polvo una conducción de alimentación de polvo , caracterizadoporque
a la carcasa para polvo está conectada una conducción de evacuación de polvo , y la conducción deevacuación de polvo está dirigida hacia el depósito colector de polvo , que está unido con el depósito dealmacenamiento de polvo y está conectado a la conducción de alimentación de polvo , estando…
Junta soldada circularmente que presenta excelente resistencia a la fatiga, método para producir la junta soldada circularmente y estructura soldada.
(12/04/2013) Un método para producir una estructura soldada con una junta soldada circularmente que se caracteriza por una excelente resistencia a la fatiga, obteniéndose dicha junta soldada circularmente por medio de soldadura de los extremos de dos piezas de una chapa de acero juntas perpendicularmente, caracterizada por que en un intervalo dentro de 5 mm desde la parte terminal de la junta soldada circularmente es sometida a impacto con un terminal de oscilación ultrasónica, siendo al menos la chapa de acero sobre la cual se ejerce la tensión una que evita la propagación de fisuras debidas a fatiga, cuando el espesor de dicha…
Método para fabricar una estructura de aleación 36 Ni-Fe con soldadura de costura.
(03/10/2012) Un método para soldar una estructura que comprende:
formar una estructura de espesor de pared, longitud y región de costura deseados, en el que la estructura se fabrica a partir de un material base de aleación 36% Ni-Fe; caracterizado por
soldar la estructura a lo largo de la región de costura con un aporte de aleación de 36% Ni-Fe, de exactamente la misma composición que la aleación base de Ni-Fe, de forma que se deja un refuerzo de soldadura en exceso como parte de un cordón de soldadura en la región de la costura;
trabajar en frío el cordón de soldadura de manera que el espesor en la región de costura se reduzca; y
tratar con calor la región de costura en condiciones eficaces que den lugar a que la región de costura tenga una carga de rotura por tracción, un límite de elasticidad, o ambos, iguales o superiores a los del material…
Procedimiento de ensamblado de un tramo de cremallera de plataforma petrolera auto-elevadora.
(22/08/2012) Procedimiento de ensamblado de un tramo de cremallera de plataforma petrolera auto-elevadora,constituido por al menos una placa rectangular (3, 3') que comprende en sus caras laterales longitudinales des dientes , y al menos un elemento de rigidez (8, 8', 9, 9', 10, 10') en forma de semi-cáscara soldadasobre una cara principal de la al menos una placa rectangular (3, 3'), a lo largo de las aristas longitudinales del al menos un elemento de rigidez (8, 8', 9, 9', 10, 10'), caracterizado por el hecho de que:
- se realiza en cada una de las aristas longitudinales del al menos un elemento de rigidez (8, 8', 9, 9', 10,10'), un chaflán interior y un chaflán exterior separados por un talón de espesor T,
- se dispone el al…
PROCEDIMIENTO Y APARATO PARA UNIR COMPONENTES CON MATERIALES DE RELLENO MULTIPLES.
(01/11/2006) UN CONJUNTO DE BOQUILLAS DE GUIA DE MULTIPLES MATERIALES DE RELLENO (12A) PARA LA ALIMENTACION DE HILOS METALICOS DE RELLENO FUSIBLES (10A, 10B) O DE OTRAS FORMAS METALICAS EN JUNTAS METALICAS DE ANCHO REDUCIDO Y ALTA PROPORCION DIMENSIONAL (RELACION DE PROFUNDIDAD A ANCHURA) CON UN CONTROL Y ESTABILIDAD DE LA POSICION DEL METAL DE RELLENO CONFORME ENTRE EN UNA ZONA DE BAÑO FUNDIDO. LOS MULTIPLES MATERIALES DE RELLENO SE ALIMENTAN DE FORMA CONCURRENTE A VELOCIDADES DE ALIMENTACION IGUALES O DIFERENTES. PARA CONTROLAR LA CONSISTENCIA DESEADA PARA CADA UNO DE LOS MULTIPLES MATERIALES DE RELLENO INCLUSO CON CANTIDADES SUSTANCIALES DE COLADA EN LA FORMA DE RELLENO (TRAS HABER SIDO DESENROLLADA DE…
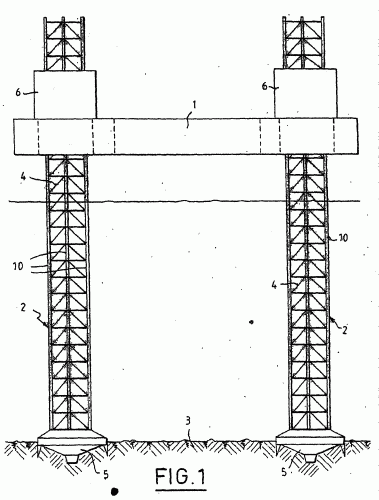
PROCEDIMIENTO PARA LA FABRICACION DE UN SEGMENTO DE UN MIEMBRO DE UNA COLUMNA DE SOPORTE DE UNA PLATAFORMA DE EXPLOTACION EN EL MAR.
(16/05/2006). Ver ilustración. Solicitante/s: TECHNIP FRANCE. Inventor/es: THOMAS, PIERRE-ARMAND, PRIMOT, LOUIS.
Procedimiento para la fabricación de un segmento de un miembro de una pata o columna de soporte de una plataforma de explotación en el mar, comprendiendo dicho miembro una placa principal provista, sobre uno al menos de sus bordes longitudinales, de unos dientes que constituyen una cremallera y al menos un rigidizador de forma semicilíndrica, soldado sobre una cara principal (12A) de la placa principal a lo largo de dos bordes longitudinales , delimitándose entre el rigidizador y la placa un conducto.
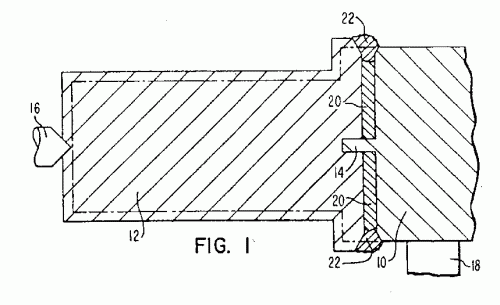
DISPOSITIVO DE UNION DE COMPONENTES METALICOS USANDO UNA BOQUILLA DE APORTACION ALARGADA Y DELGADA.
(01/07/2005) UN MONTAJE DE BOQUILLA GUIA DE RELLENO DE MATERIAL (12A) PARA ALIMENTAR UN HILO DE METAL FUNDIBLE DE RELLENO U OTRAS FORMAS METALICAS AL INTERIOR DE JUNTAS METALICAS DE REDUCIDA ANCHURA Y CON ASPECTO DE ALTA RELACION (RELACION DE LA PROFUNDIDAD RESPECTO A LA ANCHURA) CON REGULACION Y ESTABILIDAD DE LA POSICION DEL METAL DE RELLENO, MIENTRAS PENETRA EN EL CHARCO DE METAL FUNDIDO. SE DISEÑA EL MONTAJE DE BOQUILLA GUIA DE RELLENO DE MATERIAL CON UNA FORMA NO CIRCULAR DE LA SECCION TRANSVERSAL, DELGADA PERO FIRME, CON SU DIMENSION EN ANCHURA SIGNIFICATIVAMENTE MAYOR QUE SU DIMENSION EN GROSOR, Y SE PUEDE EMPLEAR EN JUNTAS SOLDADAS O FUNDIDAS DE OTRA MANERA DE REDUCIDA ANCHURA PARA PROPORCIONAR…
PROCEDIMIENTO Y APARATO PARA UNIR COMPONENTES DE METAL.
(16/07/2004) SE PROPORCIONA UN PROCESO DE SOLDADO Y UN APARATO UTILIZADO EN EL MISMO PARA PROPORCIONAR UNA MEJORA SIGNIFICATIVA EN EL ESTADO DE LA PRESION DE TENSION PERJUDICIAL SOBRE LA CARA RAIZ DE LAS SOLDADURAS, SOBRE TODO EN LA PARED INTERIOR DE LAS SOLDADURAS DE SISTEMAS DE TUBERIAS. EL METODO COMBINA UN DISEÑO MUY FINO DE LA UNION DE LA SOLDADURA CON UN ELECTRODO DE SOLDADURA DELGADO CILINDRICO NO CIRCULAR QUE TIENE UNA FORMA ALARGADA EN SU SECCION TRANSVERSAL. DURANTE EL SOLDADO, LA DIMENSION ALARGADA SE ALINEA EN PARALELO CON LA LONGITUD DE LA UNION DE SOLDADURA. ESTA COMBINACION PERMITE LA UNION DEL SISTEMA DE TUBERIAS Y OTROS COMPONENTES SENSIBLES A LA PRESION RESIDUAL, DE MANERA QUE TANTO LA PREPARACION DE LA UNION DE SOLDADURA INICIAL COMO LA SOLDADURA COMPLETA TIENE UN UNICO ANCHO FINO Y UNA ALTA TASA DE ASPECTO DE…
PROCEDIMIENTO PARA LA ALINEACION AUTOMATICA DEL BISEL DE EMPALME PARA LA SOLDADURA A TOPE DE TUBIERAS Y EL EQUIPO PARA LA REALIZACION DEL PROCEDIMIENTO.
(16/02/2004). Ver ilustración. Solicitante/s: SAIPEM S.P.A.. Inventor/es: BELLONI, ANTONIO, DI STEFANO, LUCA.
LA INVENCION SE REFIERE A UN PROCESO DE SEGUIMIENTO AUTOMATICO DEL BISEL DE UNION PARA LA SOLDADURA BAJO PRESION DE TUBOS COAXIALES QUE OPERA CON MOVIMIENTOS ORBITALES, QUE PERMITE QUE EL MATERIAL DEPOSITADO DE UN NUMERO DE PASOS DE SOLDADURA PRODUZCA UNA CONTINUIDAD DEL MATERIAL ENTRE ESTOS CON LA FORMACION DE UNA UNION SOLDADA SIN LOS DEFECTOS DE "LADO DE FUSION DEFECTUOSA". LA INVENCION TAMBIEN SE REFIERE A UN EQUIPO PARA LA REALIZACION DE UN PROCESO QUE CONSISTE BASICAMENTE EN LA OBSERVACION CONTINUA DE LOS VALORES DE LOS PARAMETROS ELECTRICOS QUE SE REFIEREN A LA TENSION, LA CORRIENTE Y LA IMPEDANCIA DEL ARCO VOLTAICO Y EN LA COMPARACION DE ESTOS VALORES CON VALORES DE MUESTRA FIJADOS Y PRESELECCIONADOS EN UNA UNIDAD DE CONTROL, QUE ACTIVA LA FUENTE DE EXCITACION PARA LA ORIENTACION DE LA ANTORCHA DE SOLDADURA EN EL BISEL DE LA UNION.
PROCEDIMIENTO DE EMPALME DE DOS PIEZAS MEDIANTE SOLDADURA HETEROGENA, Y UTILIZACION DEL MISMO.
(16/05/2003). Ver ilustración. Solicitante/s: FRAMATOME. Inventor/es: FOURNIER, YVES, PEIGNEY, ALAIN, DUNAND-ROUX, LEON.
SE COLOCAN LOS EXTREMOS MECANIZADOS DE LAS PIEZAS FRENTE A FRENTE, DE MODO QUE CONFIGUREN UN CHAFLAN DE SOLDADURA ENTRE ELLAS. SE DEPOSITA UN METAL DE APORTACION EN EL CHAFLAN DE SOLDEO MEDIANTE LA SUPERPOSICION DE CAPAS SUCESIVAS EN LA DIRECCION DEL CHAFLAN CORRESPONDIENTE AL ESPESOR DE LAS PIEZAS POR FUSION DE UN HILO INTRODUCIDO A UNA VELOCIDAD DE ABASTECIMIENTO DEFINIDA EN EL ARCO ELECTRICO FORMADO ENTRE UN ELECTRODO ALIMENTADO EN CORRIENTE DE SOLDEO DE INTENSIDAD Y TENSION DEFINIDAS Y LAS PIEZAS POR SOLDAR. CADA CAPA DE METAL DE APORTACION ESTA CONSTITUIDA ESENCIALMENTE POR UN UNICO CORDON DE SOLDADURA QUE OCUPA TODO EL ANCHO DEL CHAFLAN . LA INTENSIDAD Y TENSION DE LA CORRIENTE ELECTRICA DE SOLDEO Y LA VELOCIDAD DE ABASTECIMIENTO DEL HILO SE DETERMINAN EN FUNCION DEL ANCHO DEL CHAFLAN.
PROCEDIMIENTO Y APARATO PARA SOLDAR EN UNA RANURA CON LA MEDIDA Y CONTROL DE LA TENSION DEL ARCO MEJORADAS.
(01/06/2000). Solicitante/s: GENERAL ELECTRIC COMPANY. Inventor/es: OFFER, HENRY PETER.
SE PRESENTA UN METODO DE DETECCION DE LA TENSION DEL ARCO Y DE CONTROL DE LA POSICION DEL ELECTRODO DURANTE UN PROCESO MECANIZADO DE SOLDADURA POR ARCO ELECTRICO. ESTE METODO DE SOLDADURA UTILIZA UN MODO DE MENOR CONSUMO DE ENERGIA DEL ARCO QUE TIENE UNA GEOMETRIA MEJORADA DE DETECCION DE LA TENSION, Y PERMITE QUE LAS SOLDADURAS SE HAGAN DE MANERA FIABLE ENTRE COMPONENTES QUE TENGAN PEQUEÑAS ANCHURAS DE UNION DE LA SOLDADURA. LA TENSION DEL ARCO SE DETECTA SOLAMENTE DURANTE EL MODO DE MENOR CONSUMO DE ENERGIA. EL METODO MEJORA LA ESTABILIDAD DE LA TENSION Y LA POSICION DEL ARCO DEL PROCESO DE SOLDADURA, EVITANDO EL PROBLEMA DE QUE EL ARCO "ESCALE" POR LAS PAREDES LATERALES DE LA RANURA DE SOLDADURA. EN UN APARATO PARA EVITAR QUE EL ARCO DE SOLDADURA ESCALE POR LA PARED LATERAL DE UNA RANURA DE SOLDADURA SE SUMINISTRAN MEDIOS PARA AJUSTAR LA POSICION AXIAL DEL ELECTRODO DE SOLDADURA COMO FUNCION DE LA TENSION DEL ARCO ENTRE UN ELECTRODO PILOTO Y LA RANURA DE SOLDADURA.
PROCEDIMIENTO DE SOLDADURA Y ESTRUCTURA SOLDADA.
(01/12/1999). Solicitante/s: KVAERNER MASA-YARDS OY. Inventor/es: HEINAKARI, MATTI, ILOLA, ISMO, KAUKONEN, KYOSTI, NIEMINEN, JARI.
UN METODO PARA SOLDAR DOS PLACAS ENTRE SI A LO LARGO DE UNA LINEA DE SOLDADURA SUSTANCIALMENTE VERTICAL ENTRE LAS DOS PLACAS QUE CONSISTE EN UTILIZAR UN DISPOSITIVO DE SOPORTE DE UN BAÑO DE SOLDADURA EN FUSION QUE TIENE UNOS CANALES FORMADOS EN EL INTERIOR A TRAVES DE LOS CUALES FLUYE UN REFRIGERANTE LIQUIDO QUE UN DISPOSITIVO DE REFRIGERACION MANTIENE A UNA TEMPERATURA CONSIDERABLEMENTE INFERIOR A LA TEMPERATURA AMBIENTE.
PROCEDIMIENTO PARA LA UNION DE PARTES METALICAS POR MEDIO DE SOLDADURA DE FUSION DE ARCO ELECTRICO.
(01/06/1999) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA UNION DE PARTES METALICAS POR MEDIO DE SOLDADURA DE FUSION DE ARCO ELECTRICO A TRAVES DE UNA COSTURA DE SOLDADURA DE POCO VOLUMEN, DONDE LOS FLANCOS DE LAS PIEZAS DE TRABAJO FORMADOS MEDIANTE UN ESPACIO ESTRECHO SE UNEN DE FORMA ALTERNADA SEGUN UNA DISPOSICION DE ORUGA DE SOLDADURA APLICADA DE UN FLANCO EN OTRO SEGUN EL PROCEDIMIENTO DE SOLDADURA BAJO POLVO DE ACUERDO CON DE 26 33 829, MOSTRANDO LAS PARTES METALICAS A SER UNIDAS UN ESPACIO ESTRECHO EXTREMO EN CONEXION CON EL ESPACIO Y UNA BARBILLA DE CENTRADO. LAS PARTES METALICAS SON POSICIONADAS PRIMERAMENTE UNA CON RESPECTO A OTRA A TRAVES DE LA BARBILLA DE CENTRADO. EN…
PROCEDIMIENTO DE SOLDADURA DE ELEMENTOS DE ALUMINIO O DE ALEACION DE ALUMINIO.
(16/11/1997). Solicitante/s: GEC ALSTHOM TRANSPORT SA. Inventor/es: GIRAUD, REMY, TRAPY, JOEL, GRASSET, PHILIPPE.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE SOLDADURA CON APORTACION DE METAL DE ELEMENTOS ENTRE ELLOS, SIENDO LOS ELEMENTOS DE ALUMINIO O DE UNA ALEACION DE ALUMINIO, COMPRENDIENDO LAS SIGUIENTES FASES: AR; INSTALACION DE LOS ELEMENTOS A SOLDAR Y, AL MENOS, UNA PIEZA DE AJUSTE ENTRE LOS ELEMENTOS, EN EL LUGAR DE LA SOLDADURA A EFECTUAR, SIENDO LA CITADA PIEZA DEL MISMO TIPO DE METAL O ALEACION QUE EL DE LOS ELEMENTOS A SOLDAR; LDADURA DE LOS ELEMENTOS, INCORPORANDO A LA SOLDADURA AL MENOS UNA PARTE DE LA PIEZA DE AJUSTE.
Dispositivo para la formación de un recinto cerrado en el interior de dos tuberías metálicas a ser unidas por soldadura con arco bajo gas de protección.
(16/01/1994) Dispositivo para la formación de un recinto cerrado en el interior del conjunto de dos tuberías metálicas a ser unidas por soldadura con arco bajo gas de protección, que comprende una primera cámara de aire tórico de elastómero en el interior de la primera tubería, una segunda cámara de aire tórica de elastómero en el interior de la segunda tubería, hinchándose ambas hasta obturar la tubería correspondiente, y portadas respectivamente por un elemento circular de soporte resistente a la diferencia de presión entre la atmósfera ambiente y la presión interna deseada, horadado con un orificio conectado con un adaptador de introducción…
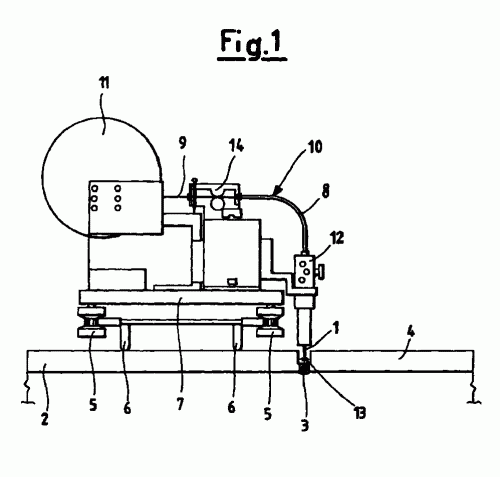
DISPOSITIVO PARA SOLDAR EL EXTREMO DE UNA PIEZA TUBULAR FIJADA EN EL INTERIOR DE UNA ALISADURA QUE DESEMBOCA EN UNA CARA DE UNA PLANCHA TAL QUE UNA PALANCA TUBULAR DE GENERADOR DE VAPOR.
(01/12/1992). Solicitante/s: FRAMATOME. Inventor/es: PEYROT, JEAN-PIERRE, GAUDIN, JEAN-PAUL.
EL DISPOSITIVO DEL INVENTO CONSTA DE UN MEDIO DE FIJACION CONOCIDO QUE PRESENTA UNA PARTE CILINDRICA (12A) DESTINADA A SER INTRODUCIDA EN UN TUBO DE LA RED Y UN GATO (12B) DE ACCIONAMIENTO DE LA PARTE CILINDRICA (12A) ASI COMO UNA CABEZA DE SOLDADURA IGUALMENTE CONOCIDA CON UNA HEMBRILLA DE CENTRADO DESTINADA A SER INTRODUCIDA EN LA PIEZA TUBULAR A SOLDAR Y UN ELECTRODO DE SOLDADURA MONTADO ROTATIVO ALREDEDOR DEL EJE DE LA HEMBRILLA . EL MEDIO DE FIJACION Y LA CABEZA DE SOLDADURA ESTAN UNIDOS POR UN CONJUNTO DE ENLACE ADAPTABLE QUE PERMITE UNOS DESPLAZAMIENTOS RELATIVOS EN TRASLACION DE LA CABEZA DE SOLDADURA CON RELACION AL MEDIO DE FIJACION EN LA DIRECCION DE LA PERPENDICULAR COMUN AL EJE DE LA PARTE CILINDRICA (12A) Y AL EJE DE LA HEMBRILLA , Y EN ROTACION ALREDEDOR DE DOS EJES PERPENDICULARES, DE LOS CUALES UNO ES PARALELO A LA DIRECCION DE TRASLACION.
METODO DE COBERTURA POR GAS EN EL SOLDEO CON ARCO Y DISPOSITIVO PARA APLICAR DICHO METODO.
(01/08/1992). Solicitante/s: SCHNORRER, WALTER. Inventor/es: SCHNORRER, WALTER.
INSTRUMENTO PARA CUBRIR CON GAS PROTECTOR LA RAIZ DE UNA COSTURA SOLDADA QUE SE VA A FIJAR A UNAS PIEZAS BRUTAS A SOLDAR MEDIANTE UNAS CAMARAS DE VACIO QUE SE LLENAN DE AIRE A TRAVES DE UNOS CONDUCTOS . DESPUES, EL GAS PROTECTOR ES ALIMENTADO A LA RAIZ DE LA COSTURA SOLDADA A TRAVES DE UN DIFUSOR Y ESTE EXTRAIDO DE LA MISMA MEDIANTE UNAS SALIDAS . MEDIANTE LO CUAL, LA COBERTURA POR GAS PUEDE CONSEGUIRSE ASIMISMO EN LA SOLDADURA DE PIEZAS GRANDES DE PLACA AL NO DEPENDER DE LA EXISTENCIA DE BORDES LIBRES PARA FIJAR EL DISPOSITIVO.
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR TUBOS DE PAREDES GRUESAS CON DIAMETROS PEQUEÑOS.
(01/07/1992). Solicitante/s: KABELMETAL ELECTRO GMBH. Inventor/es: ZIEMEK, GERHARD, DR.-ING., STASCHEWSKI, HARRY,ING., GUNIA, EWALD,ING.
EN UN PROCEDIMIENTO PARA PRODUCIR TUBOS PRESENTANDO PAREDES GRUESAS Y DIAMETROS PEQUEÑOS EN UNA BANDA METALICA A TRAVES DEL CONFORMADO CONTINUO DE LAS BANDAS METALICAS PARA EL TUBO Y EL SOLDADO DE LOS CANTOS LONGITUDINALES SE ELIMINASE BANDAS DE METAL CON UNA ANCHURA ENTRE 15 Y 80 MM. Y UN GROSOR DE PARED ENTRE 0,2 Y 2,5 MM. POR LO QUE LA RELACION DE ANCHURA A ESPESOR VARIE ENTRE 15 Y 50. LA BANDA DE METAL SE ENFRIA ANTES DEL SOLDADO Y EL TUBO SOLDADO SE ENFRIE INTENSAMENTE EN LA ZONA DE LA SOLDADURA.
DISPOSITIVO DE SOLDADURA EN EL INTERIOR DE UN TUBO DE PEQUEÑO DIAMETRO.
(16/06/1992). Solicitante/s: FRAMATOME. Inventor/es: PEYROT, JEAN-PIERRE, GAUDIN, JEAN-PAUL.
EL ELEMENTO MOTOR PARA LA PUESTA EN ROTACION DE LA CABEZA DE SOLDADURA EN EL TUBO ESTA DISPUESTA EN UNA CAJA MOTOR INTERCALADO ENTRE DOS SECCIONES (16A,16B) DE UN CONDUCTO FLEXIBLE. LOS DESPLAZAMIENTOS EN TRASLACION DE LA CABEZA DE SOLDADURA PARA SU COLOCACION EN EL TUBO ESTAN ASEGURADOS POR INTERMEDIO DE LA SECCION (16A) DEL CONDUCTO FLEXIBLE. LA TRANSMISION DE LA ROTACION ENTRE EL ELEMENTO MOTOR Y LA CABEZA DE LA SOLDADURA ESTA ASEGURADA POR UN ELEMENTO FLEXIBLE DE TRANSMISION DISPUESTO EN LA SECCION (16B) DE LA CONDUCCION FLEXIBLE. EL DISPOSITIVO ESTA DESTINADO EN PARTICULAR PARA EFECTUAR LA SOLDADURA DE UN MANGUITO DE REPARACION A UNA ALTURA CUALQUIERA EN UN TUBO DE UN GENERADOR DE VAPOR DE UN REACTOR NUCLEAR CON AGUA BAJO PRESION.
DISPOSITIVO DE ALMACENADO Y MANUTENCION DE AL MENOS UN ELEMENTO FLEXIBLE ALARGADO TAL QUE UN CABLE DE ALIMENTACION Y TRANSMISION DE SEÑALES, PARA UNA MAQUINA DE SOLDADURA ORBITAL AUTOMATICA.
(16/06/1992). Solicitante/s: FRAMATOME. Inventor/es: GENTE, DANIEL.
EL DISPOSITIVO COMPORTA UNA BARCA DE ALMACENADO DEL ELEMENTO FLEXIBLE ALARGADO , UNOS MEDIOS DE GUIA Y DE MANUTENCION CONSTITUIDOS POR UNAS POLEAS Y UN CONJUNTO MONTADO MOVIL ALREDEDOR DE LAS PIEZAS A SOLDAR EN UN SENTIDO Y EN EL OTRO. UNO DE LOS MEDIOS DE GUIA ESTA MOTORIZADO. EL CONJUNTO ANULAR COMPORTA UNOS CARRITOS , QUE SE DESPLAZAN SOBRE EL RAIL DE LA CABEZA DE SOLDADURA UNIDOS A UN CARRITO MAESTRO CUYOS DESPLAZAMIENTOS ESTAN SUJETOS A LOS DESPLAZAMIENTOS DE LA CABEZA DE SOLDADURA ASI COMO UN CANAL DE RECEPCION DEL ELEMENTO FLEXIBLE DE FORMA ANULAR FIJADO EN EL CONJUNTO ANULAR MOVIL.
DISPOSITIVO DE SOLDADURA PARA LOS EXTREMOS FINALES DE TUBOS INSERTADOS.
(16/05/1992) LA INVENCION SE REFIERE A UN DISPOSITIVO DE SOLDADURA PERFECCIONADA CON ELEMENTOS SUPLEMENTARIOS PARA UNA SOLDADURA DE COSTURAS CIRCULARES, EN TRAMOS DE TUBOS INSERTADOS O COMPONENTES DE TUBOS ACODADOS, EN EL QUE UNA PLURALIDAD DE SUPLEMENTOS CURVADOS FORMAN UNA DISPOSICION TOTALMENTE CIRCULAR, LA CUAL ESTA PRETENSADA ELASTICAMENTE, Y QUE CHOCA HACIA AFUERA CONTRA EL INTERIOR DE LA SUPERFICIE DEL TUBO, EN LA ZONA DE SOLDADURA ENTRE EXTREMO Y EXTREMO DE LOS TRAMOS DE TUBO INSERTADOS. UN MECANISMO ESPECIAL DE FIJACION PARA LOS TUBOS NO SE HA PREVISTO, ES MAS TAN SOLO UN CILINDRO DE FLUIDO DE DOBLE ACCION, EL CUAL ESTA AJUSTADO ENTRE DOS ZAPATAS DE FIJACION, QUE SOPORTAN LA DISPOSICION DE…
MAQUINA SOLDADORA POR ARCO EN ATMOSFERA DE GAS INERTE CON ELECTRODO ROTATIVO Y SU UTILIZACION.
(16/06/1990). Solicitante/s: FRAMATOME. Inventor/es: GAUDIN, JEAN-PAUL.
PARA REALIZAR UNA SOLDADURA INTERNA ORBITAL DE PIEZAS CILINDRICAS HUECAS DIFICILMENTE ACCESIBLES, LA FUNDA EXTERNA DE LA CAJA DE CONEXION DE LA SOLDADORA ESTA CONSTITUIDA POR UN PRIMER CARTER (7A) Y UN SEGUNDO CARTER (7B) UNIDOS MEDIANTE UNA SUPERFICIE PLANA . EL SOPORTE DE ELECTRODO ESTA MONTADO DE FORMA ROTATIVA EN UN PALIER FIJADO AL PRIMER CARTER (7A) ALREDEDOR DE UN EJE DE ROTACION . EL ARBOL DE TRANSMISION DE LA ROTACION AL SOPORTE DE ELECTRODO SE HALLA MONTADO DE FORMA ROTATIVA EN UN PALIER FIJADO EN EL SEGUNDO CARTER (7B) ALREDEDOR DE UN EJE DE ROTACION . LOS EJES Y SON CONCURRENTES EN UN PUNTO 0 DE LA SUPERFICIE Y FORMAN UN ANGULO CON LA NORMAL 0 EN LA SUPERFICIE . SE PUEDE REGULAR EL DESALINEAMIENTO DE LOS EJES Y POR ROTACION DE LOS CARTERS (7A,7B) RELACIONADOS ENTRE SI. EL INVENTO SE APLICA EN PARTICULAR AL ENCAMISADO INTERNO DE LOS TUBOS DE GENERADOR DE VAPOR DE LOS REACTORES NUCLEARES DE AGUA A PRESION.
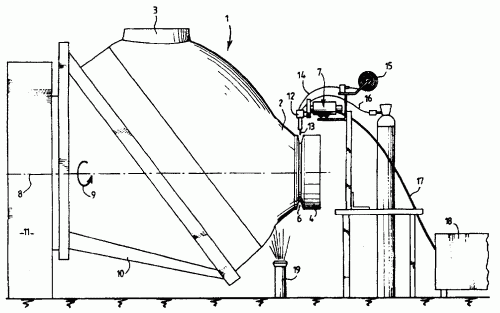
UN METODO PARA SEPARAR UN ROTOR DE TURBINA O GENERADOR DE VAPOR.
(16/05/1988). Ver ilustración. Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: CLARK, ROBERT, AMOS, DENNIS RAY.
SE DESCRIBE UN METODO PARA REPARAR ROTORES DE TURBINA DE VAPOR DE ACERO DE BAJA ALEACION (TANTO SECCIONES DE ALTA PRESION COMO SECCIONES DE BAJA PRESION) O ROTORES DE GENERADOR. LA SECCION DEFECTUOSA DEL ROTOR ORIGINAL SE ELIMINA Y SE UTILIZA UN EXTREMO DE SUSTITUCION, CON ACCESORIOS DE ACOPLAMIENTO MECANIZADOS SOBRE EL EXTREMO DE SUSTITUCION Y EL ROTOR ORIGINAL. LA PARTE INTERNA DE LA SOLDADURA QUE UNE EL EXTREMO DE SUSTITUCION AL ROTOR ORIGINAL SE REALIZA MEDIANTE UNA SOLDADURA DE SURCO ESTRECHO, INDISTINTAMENTE MEDIANTE UNA SOLDADURA DE ARCO METALICO EN ATMOSFERA GASEOSA O MEDIANTE UNA SOLDADURA DE ARCO SUMERGIDO. LOS 1,27 A 5,1 CM DE LA SOLDADURA SE EJECUTAN MEDIANTE SOLDADURA DE ARCO DE TUNGSTENO EN ATMOSFERA GASEOSA.-.
{kind=link}
{kind=link}
{kind=link}
{kind=link}