CIP-2021 : B23K 11/02 : Soldadura a tope por presión.
CIP-2021 › B › B23 › B23K › B23K 11/00 › B23K 11/02[1] › Soldadura a tope por presión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
B23K 11/02 · Soldadura a tope por presión.
CIP2021: Invenciones publicadas en esta sección.
Método y sistema para soldar partes juntas utilizando un proceso de soldadura con recalcado por resistencia.
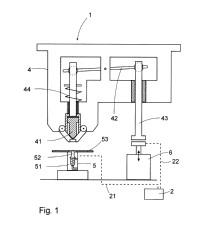
(29/06/2016) Un método para soldar partes soldables juntas, por ejemplo para soldar objetos anulares, en donde las partes (1A, 1B) se someten a un proceso de soldadura térmica para hacer que las partes (1A, 1B) fluyan juntas en superficies de contacto (S), en donde el proceso de soldadura (W) depende de una cantida de parámetros de entrada, que comprende una presión ejercida sobre las partes que se van a soldar y una corriente de calentamiento cargada a través de las partes (1A, 1B), en donde una cantidad de parámetros de salida del proceso de soldadura, por ejemplo una temperatura de soldadura y un desplazamiento de las partes (1A, 1B), depende de los parámetros de entrada, en donde, durante el proceso de soldadura (W), por lo menos se determina…
Rotor integral alabeado con álabes soldados en el disco de Ti-6242 y Ti-6246; método para la fabricación de semejante rotor, compresor y turbina de gas con semejante rotor.
(27/11/2015) Rotor integral alabeado con un disco y una multitud de álabes dispuestos en el disco mediante soldadura, comprendiendo el rotor integral alabeado un disco de Ti-6246 y los álabes de Ti-6242 ó Ti-6246, se caracteriza por que los materiales del disco y del álabe se diferencian en la microestructura de su estructura y el disco presenta una estructura laminar con una microestructura con una multitud de láminas que se encuentran unas junto a otras de α-titanio y β-titanio.
Sistema de soldadura por resistencia aplicable en máquinas de movimiento continuo.
(14/05/2015) Sistema de soldadura por resistencia aplicable en máquinas de movimiento continuo; que comprende al menos un dispositivo de soldadura conectado a un equipo de potencia de soldadura mediante unos cables de alimentación; comprendiendo cada dispositivo de soldadura : - un grupo principal , adecuado para instalarse en una parte móvil de una máquina y que comprende; un primer electrodo y un dispositivo de palanca conectado al primer electrodo y a un eje alineado con un pistón neumático encargado del accionamiento del dicho primer electrodo hacia una posición operativa y de proveer de corriente de soldadura al primer electrodo ; y -…
SISTEMA DE SOLDADURA POR RESISTENCIA APLICABLE EN MÁQUINAS DE MOVIMIENTO CONTINUO.
(23/04/2015). Ver ilustración. Solicitante/s: ZAMORA AGÜERO, Juan Carlos. Inventor/es: ZAMORA AGÜERO,Juan Carlos.
Sistema de soldadura por resistencia aplicable en máquinas de movimiento continuo; que comprende al menos un dispositivo de soldadura conectado a un equipo de potencia de soldadura mediante unos cables de alimentación; comprendiendo cada dispositivo de soldadura : - un grupo principal , adecuado para instalarse en una parte móvil de una máquina y que comprende: un primer electrodo y un dispositivo de palanca conectado al primer electrodo y a un eje alineado con un pistón neumático encargado del accionamiento del dicho primer electrodo hacia una posición operativa y de proveer de corriente de soldadura al primer electrodo ; y - un grupo secundario adecuado para instalarse en la parte contraria a la parte móvil de la máquina y que comprende un segundo electrodo de soldadura alineado con el primer electrodo.
PROCEDIMIENTO Y DISPOSITIVO DE SOLDADURA DE CHAPAS EXTREMO CON EXTREMO PARA PROCESOS FABRICACIÓN CONTINUA.
(06/06/2011) Procedimiento de empalme de chapas metálicas por soldadura en una máquina de soldadura que comprende una pinza de entrada , una pinza de salida , unos medios de cizallado , y unos rodillos conductores , que comprende las operaciones siguientes: - tomar los extremos de dos chapas a soldar ; respectivamente entre una pinza de entrada y una pinza de salida ; - cizallar estos extremos; caracterizado porque comprende las operaciones siguientes : - aproximar las pinzas de tal forma que los extremos cizallados de las chapas entren en contacto uno con el otro según una línea de unión ; - comprimir la línea de unión entre los dos rodillos conductores ; - pasar una corriente eléctrica entre los rodillos conductores que provoca el calentamiento por efecto Joule de las chapas; - desplazar los rodillos conductores en toda la anchura de las…
PROCEDIMIENTO Y DISPOSITIVO PARA FIJAR PALETAS DE GUIA DE AIRE.
(01/12/2006) Procedimiento para fijar paletas de guía de aire o similares con distancia periférica a un rotor de un inducido exterior de un motor eléctrico o similar por medio de soldadura de resistencia, con los siguientes pasos del procedimiento: - insertar el rotor cilíndrico en un mecanismo de sujeción , - posicionar rígidamente el rotor antes de que las paletas de guía de aire y el rotor se aproximen entre sí, - insertar las paletas de guía de aire perfiladas en un respectivo mecanismo de sujeción con mordazas de sujeción , - aproximar las paletas de guía de aire al rotor perpendicularmente al eje de giro del mismo con asiento a tope de…
JUNTA DE TRANSMISION CON TRIPODE SOLDADO.
(01/03/1999). Ver ilustración. Solicitante/s: GKN AUTOMOTIVE AG. Inventor/es: BONHOMME, SERGE.
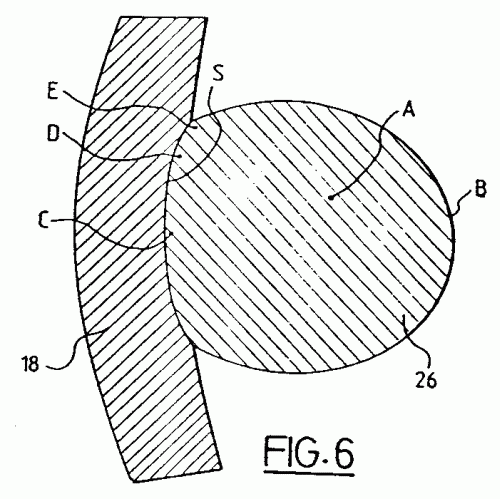
JUNTA DE TRANSMISION CON TRIPODE SOLDADO. LA INVENCION PROPONE UNA JUNTA DE TRANSMISION DEL TIPO QUE COMPRENDE UN ELEMENTO CON VARIOS BRAZOS, ESPECIALMENTE EN FORMA DE TRIPODE, CUYOS BRAZOS QUEDAN UNIDOS POR SOLDADURA, EN LAS PROXIMIDADES DE SUS EXTREMOS RADIALES EXTERIORES, A UNA PORCION DE FORMA SENSIBLEMENTE CILINDRICA DE UNA CAZOLETA DE CONEXION, CARACTERIZADA POR EL HECHO DE QUE, PREVIAMENTE A LA SOLDADURA, CADA BRAZO PRESENTA UNA CAPA SUPERFICIAL (ZONA B) CON ELEVADO CONTENIDO DE CARBONO, Y POR EL HECHO DE QUE --AL FINAL DE LA OPERACION DE SOLDADURA,Y COMO CONSECUENCIA DE UNA TRANSFERENCIA DE VOLUMEN DE MATERIAL CON ELEVADO CONTENIDO DE CARBONO EN EL CURSO DE LA OPERACION DE SOLDADURA-- LA ZONA CENTRAL DE LA SOLDADURA (ZONAS C Y D ES UNA ZONA DE ESCASO CONTENIDO DE CARBONO Y LAS ZONAS PERIFERICAS DE LA SOLDADURA (ZONA E) TIENEN UN ELEVADO CONTENIDO DE CARBONO.
(16/08/1997) SE DESCRIBE UNA LAMPARA ELECTRICA ACORDE CON LA INVENCION PROVISTA DE UN RECIPIENTE DE LAMPARA QUE SE CIERRA DE FORMA IMPERMEABLE A LOS GASES Y TIENE UNA PARED DE MATERIAL CERAMICO, MIENTRAS QUE AL MENOS UN CONDUCTOR DE SUMINISTRO DE CORRIENTE (31A,B) SE CONECTA A UN ELEMENTO ELECTRICO (30A,B) COLOCADO EN EL RECIPIENTE Y SALE AL EXTERIOR MEDIANTE UN CANAL DE CONDUCCION TRANSVERSAL (23A,B) EN LA PARED . EL CONDUCTOR DE SUMINISTRO DE CORRIENTE (31A,B) TIENE UNA PRIMERA PARTE (32A,B) Y UNA SEGUNDA (33A,B) CON UN COMPARATIVAMENTE ALTO Y BAJO PUNTO DE FUSION RESPECTIVAMENTE, QUE FORMAN UNA JUNTA SOLDADA (36A,B) CON SUS EXTREMOS ENCARADOS MUTUAMENTE (34A,B; 35A,B). LA PRIMERA PARTE…
PROCEDIMIENTO REGULADO DE SOLDADURA A TOPE BAJO PRESION Y DISPOSITIVO PARA SU REALIZACION.
(01/10/1993). Solicitante/s: MEYER, ROTH & PASTOR MASCHINENFABRIK GMBH. Inventor/es: BECKER, HORST, EXNER, KARL-CHRISTOPH, REICHOW, FRANZ.
EN UN PROCEDIMIENTO DE SOLDADURA A TOPE BAJO PRESION PARTICULARMENTE PARA SOLDAR ESLABONES ARQUEADOS EN CABLES CIRCULARES SE COMPENSA LA PERTURBACION SOBRE LA CALIDAD DE LA SOLDADURA RESULTANTE, YA QUE SE MIDE LA FUERZA DE SOLDADURA (FX) EJERCIDA SOBRE LA PIEZA DE TRABAJO DE LOS RECALCADORES DE ACERO Y SE AJUSTA EL AUMENTO DE LA TENSION DE SOLDADURA EN LA PIEZA DE TRABAJO SEGUN AUMENTO DE LA FUERZA MEDIDA. POR ELLO UN REGULADOR AJUSTA LA TENSION DE SOLDADURA POR UN CIRCUITO TIRISTOR Y POR CONSIGUIENTE EL RENDIMIENTO DE LA SOLDADURA YA QUE LA FUERZA (FX) PERMANECE CONSTANTE.
PROCEDIMIENTO PARA FIJAR UN ELEMENTO DE FORMA, CON FORMA DE DISCO, SIMETRICO POR ROTACION A UN EJE.
(16/05/1993) EL MODELO SE REFIERE A UN PROCEDIMIENTO PARA FIJAR UN CUERPO DE FORMA METALICO SIMETRICO POR ROTACION A UN EJE METALICO, DE DIAMETRO CIRCULAR, EN UNA POSICION AXIAL DEFINIDA, POR MEDIO DE SOLDADURA DE LAS SUPERFICIES DE JUNTA SIMETRICAS POR ROTACION, CORRESPONDIENTES A AMBAS PARTES, EN POSICIONA AXIAL DEFINIDA, POR MEDIO DE SOLDADURA, SEGUN UN PROCEDIMIENTO DE SOLDADURA POR PRESION. PARA HACER POSIBLE LA SOLDADURA DEL ELEMENTO CON FORMA DE DISCO, TAMBIEN CON UN SOLO PROCEDIMIENTO DE SOLDADURA, CON EJES HUECOS DE UNA SOLA PIEZA, SE PROPONE QUE SE UTILICE UN EJE DE UNA SOLA PIEZA QUE TRATE LA SUPERFICIE QUE HAY QUE JUNTAR DE FORMA QUE ESTA SE EXTIENDA SOBRE UNA PARTE DE LA EXTENSION LONGITUDINAL DEL EJE. CON ELLO, EL DIAMETRO DE LA SUPERFICIE…
MECANISMO DE AVANCE DE TRINQUETE EN MAQUINAS DE SOLDAR COSTURAS POR RESISTENCIA ELECTRICA.
(01/03/1984). Solicitante/s: PAUL OPPRECHT.
Mecanismo de avance de trinquete en máquinas de soldar costuras por resistencia eléctrica, con un dispositivo de introducción de funcionamiento alternativo para las piezas de trabajo a soldar, particularmente cuerpos de botes, una guía longitudinal para un carro deslizante unido con un accionamiento, y un trinquete instalado de forma basculable sobre la misma, el cual bascula hacía adentro una zona de transporte durante la carrera de avance y hacia afuera de esta zona durante la carrera de retroceso, caracterizado porque el trinquete es hecho bascular hacia adentro y hacia afuera por una fuerza de fricción que, debido al movimiento longitudinal, actúa sobre el trinquete.
MEJORAS EN LA SOLDADURA DE TUBOS,CONDUCCIONES Y SIMILARES CON PLACAS O ANALOGOS.
(16/12/1976). Solicitante/s: SOCIETE ANONYME DES USINES CHAUSSON.
Resumen no disponible.
PERFECCIONAMIENTOS EN LAS MAQUINAS PARA SOLDADURA POR UNION INTIMA SIN METAL DE APORTACION.
(16/05/1976). Solicitante/s: SERRA SOLDADURA, S.A..
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION EN SERIE DE TUERCAS DE CAPUCHON.
(16/10/1975). Solicitante/s: ERDMANN,HEINZ WAL.
Resumen no disponible.
{kind=link}
{kind=link}