CIP-2021 : B21C 23/20 : por extrusión invertida.
CIP-2021 › B › B21 › B21C › B21C 23/00 › B21C 23/20[2] › por extrusión invertida.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21C 23/00 hasta B21C 35/00: Extrusión
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 23/00 Extrusión de metales; Extrusión por percusión.
B21C 23/20 · · por extrusión invertida.
CIP2021: Invenciones publicadas en esta sección.
Método de fabricación de bombonas de alta presión sin soldaduras de acero inoxidable.
(10/04/2019) El método de fabricación de la bombona de alta presión sin soldaduras de acero inoxidable, durante el cual se calienta la pieza de acero de partida en un horno de inducción, y después se coloca en la prensa de extrusión, donde se empuja y extruye regresivamente en dos pasos, del que durante el primer paso se coloca la pieza en la matriz con una máquina perforadora verticalmente móvil y aquí, mediante presión se cilindra hasta que de ella se cilindra un producto semielaborado hueco de paredes rugosas con el interior hueco, paredes y fondo, y después de eso, este producto semielaborado se remueve de la prensa de extrusión, se gira 90°y en esta posición se acopla a la prensa de brochado horizontal,…
Un método de fabricación de recipientes para fluidos a presión y aparato para el mismo.
(19/04/2017) Un método de conformación de un recipiente de presión cerrado por un extremo, comprendiendo el método:
posicionar un lingote de un metal extrudible en un molde , teniendo dicho lingote un eje y una superficie delantera;
usar un ariete con un eje longitudinal de simetría (X), una región de cara extrema y una pared lateral sustancialmente cilíndrica para provocar que el metal se extruda al impulsar la región de cara extrema del ariete hacia la superficie delantera del lingote a lo largo del eje del lingote con el fin de hacer que el metal se extruda en el espacio entre el ariete y el molde y a lo largo de la pared lateral cilíndrica del ariete para formar un extruido, y
retirar el extruido del molde y conformar el extremo…
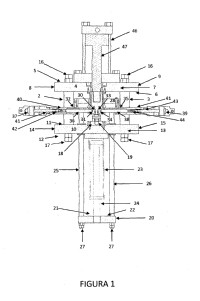
APARATO Y METODO PARA LA FABRICACION DE TERMINALES PARA BATERIAS.
(12/06/2014). Ver ilustración. Solicitante/s: KURT-MAYRL-Y-SANCHEZ-JUAREZ, Jose-Antonio. Inventor/es: MAYRL-SADA,Fernando.
Un método y aparato para la producción de terminales para baterías automotrices el cual incluye medios de prensa, medios punzonadores y medios perforadores en el mismo aparato.
Procedimiento de extrusión de precisión de piezas metálicas huecas y dispositivo asociado.
(01/01/2014) Procedimiento de realización de una pieza metálica hueca mediante extrusión, en el cual se obtiene ladeformación de una pieza bruta forjada (60a) alojada dentro de un asiento y que se apoya sobre un fondo mediante el hundimiento de un punzón dentro de dicha pieza bruta forjada en el sentido de extrusión (C) yel roscado del material metálico (60b) alrededor de este punzón , y en el cual de forma simultánea alhundimiento del punzón dentro de la pieza bruta forjada durante su recorrido de avance en el sentido deextrusión (C), se aplica una contra-presión de compensación (P) sobre este material (60b) en sentido opuesto (D),ajustándose esta contra-presión de compensación (P) a la vez para crear una…
PROCESO DE EXTRUSION RADIAL COMBINADO CON PLANCHADO DE TUBO INTERIOR.
(01/06/1997) LA INVENCION SE REFIERE A UN PROCESO DE EXTRUSION RADIAL COMBINADO CON UNA DE HERRAJE DEL INTERIOR DEL TUBO, QUE ES UNA ESENCIA DE UN PROCESO DE EXTRUSION EN FRIO Y QUE SE PUEDE INCLUIR DENTRO DE LOS PROCESOS DE CONFORMACION DE METALES VOLUMETRICOS. SEGUN EL PROCESO, A PARTIR DE SEMIPRODUCTOS METALICOS EN FORMA DE TUBO SE PUEDAN FORMAR DIFERENTES PIEZAS CONFORMADAS FINALES O PIEZAS EN LAS QUE SE VA A REALIZAR UN TRABAJO ADICIONAL, POR EJEMPLO, UN TRABAJO MECANICO. EL PROCESO CONSISTE EN INTRODUCIR UN TUBO , UN EXTREMO DEL CUAL SE PUEDE EXPANDIR PREVIAMENTE, EN UNA MATRIZ CONFORMADA APROPIADA , EN DONDE EN UN LATERAL HAY UN…
"PROCEDIMIENTO DE TRABAJO EN EL CASO DE EXTRUSION INDIRECTA DE METALES, DESPUES DEL PROCESO DE PRENSADO, ASI COMO DISPOSICION EN UNA PRENSA DE EXTRUSION INDIRECTA DE METAL PARA LA REALIZACION DEL PROCEDIMIENTO DE TRABAJO".
(16/01/1983). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT.
PROCEDIMIENTO DE TRABAJO EN LA EXTRUSION INDIRECTA DE METALES Y PRENSA DE EXTRUSION ADECUADA PARA ELLO. SE CONSIGUE, DESPUES DEL PROCESO DE PRENSADO (= EXTRUSION), DESPEJAR LA MATRIZ, EL RESTO DE LA PIEZA PRENSADA Y EL DISCO DE CIERRE DESDE EL RECEPTOR DE LINGOTES DE LA PRENSA, CORTAR POR CIZALLAMIENTO EL RESTO DE LA PIEZA PRENSADA Y EL DISCO DE CIERRE, ASI COMO EXTRAER O EXPULSAR EL MATERIAL PRENSADO.
PRENSA DE EXTRUSION INDIRECTA DE METALES Y PROCEDIMIENTO DE TRABAJO PARA RETIRAR TOCHOS METALICOS CONGELADOS DE TAL PRENSA.
(01/04/1982). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT.
PRENSA DE EXTRUSION INDIRECTA DE METALES Y PROCEDIMIENTOS DE TRABAJO PARA RETIRAR TOCHOS METALICOS "CONGELADOS" DE TAL PRENSA. CONSTA DE UN LARGUERO PORTADOR DEL CILINDRO DE PRENSADO, UN CONTRALARGUERO Y UNOS TIRANTES QUE UNEN EL LARGUERO PORTACILINDRO Y EL CONTRALARGUERO, ASI COMO POR UN MACHO HUECO APOYADO EN EL CONTRALARGUERO, GUIADO Y AXIALMENTE DESPLAZABLE EN EL ARMAZON DE LA PRENSA, Y UN LARGUERO DE TRASLACION MOVIDO POR EL PISTON DE LA PRENSA Y CON UN MACHO PARA EL CIERRE DEL RECEPTACULO.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS FLEXIBLES METALICOS.
(16/10/1975). Solicitante/s: SCAL, SOCIETE DE CONDITIONNEMENT EN ALUMINIUM.
Resumen no disponible.
{kind=link}