Método de fabricación de bombonas de alta presión sin soldaduras de acero inoxidable.
El método de fabricación de la bombona de alta presión sin soldaduras de acero inoxidable,
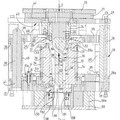
durante el cual se calienta la pieza (1) de acero de partida en un horno de inducción, y después se coloca en la prensa de extrusión, donde se empuja y extruye regresivamente en dos pasos, del que durante el primer paso se coloca la pieza (1) en la matriz (4) con una máquina perforadora (7) verticalmente móvil y aquí, mediante presión se cilindra hasta que de ella se cilindra un producto semielaborado (5) hueco de paredes rugosas con el interior hueco, paredes y fondo, y después de eso, este producto semielaborado (5) se remueve de la prensa de extrusión, se gira 90°y en esta posición se acopla a la prensa de brochado horizontal, donde tiene lugar el segundo paso del moldeado en forma de brochado regresivo, cuando durante este segundo paso el producto semielaborado (5) se acopla al troquel de brochado que tiene un diámetro que responde al diámetro final interior requerido de la bombona en elaboración y en esta prensa de brochado, el producto semielaborado (5) se extruye a través del anillo raspador y una carcasa de rodillos equipada con rodillos reductores, con los cuales se cilindra en el troquel, este proceso de cilindrado se lleva a cabo hasta que el producto semielaborado (5) alcanza el diámetro interior y exterior requerido, después, se lleva a cabo la presión del fondo del producto semielaborado (5) al troquel de calibración, donde se moldea la forma final del fondo de la bombona, y con posterioridad, durante el movimiento regresivo del troquel de brochado, el producto semielaborado (5) se remueve del troquel de brochado por el anillo raspador y se enfría. Al final, el producto semielaborado así fabricado se encuella y se termina así la forma de la bombona en elaboración, caracterizado porque, la pieza (1) de partida se elabora de acero inoxidable y ya antes de calentarla en el horno de inducción la pieza (1) se provee, al menos un 85% de sus superficie, de una película (2) de material a base de vidrio soluble de un grosor de 20 a 150 m, esta película (2) se endurece por secado a una temperatura de 15 a 60°C y solo después de endurecerse, la pieza (1) se somete al calentamiento en el horno de inducción.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CZ2016/050001.
Solicitante: VÍTKOVICE CYLINDERS a.s.
Nacionalidad solicitante: República Checa.
Dirección: Ruská 24/83 706 00 Ostrava-Vítkovice REPUBLICA CHECA.
Inventor/es: KUCERA,PAVEL, HOFRIK,PETR, PIJANOWSKI,TOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C23/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 23/00 Extrusión de metales; Extrusión por percusión. › por extrusión invertida.
- B21C23/32 B21C 23/00 […] › Lubrificación del metal extruido, de las matrices, o similares, p. ej. estado físico del lubrificante, emplazamiento en que se va a lubrificar.
PDF original: ES-2731055_T3.pdf
Patentes similares o relacionadas:
Un método de fabricación de recipientes para fluidos a presión y aparato para el mismo, del 19 de Abril de 2017, de Luxfer Gas Cylinders Limited: Un método de conformación de un recipiente de presión cerrado por un extremo, comprendiendo el método: posicionar un lingote de un metal extrudible en un molde , […]
 APARATO Y METODO PARA LA FABRICACION DE TERMINALES PARA BATERIAS, del 12 de Junio de 2014, de KURT-MAYRL-Y-SANCHEZ-JUAREZ, Jose-Antonio: Un método y aparato para la producción de terminales para baterías automotrices el cual incluye medios de prensa, medios punzonadores y medios perforadores en el mismo aparato.
APARATO Y METODO PARA LA FABRICACION DE TERMINALES PARA BATERIAS, del 12 de Junio de 2014, de KURT-MAYRL-Y-SANCHEZ-JUAREZ, Jose-Antonio: Un método y aparato para la producción de terminales para baterías automotrices el cual incluye medios de prensa, medios punzonadores y medios perforadores en el mismo aparato.
 Procedimiento de extrusión de precisión de piezas metálicas huecas y dispositivo asociado, del 1 de Enero de 2014, de Manoir Bouzonville: Procedimiento de realización de una pieza metálica hueca mediante extrusión, en el cual se obtiene ladeformación de una pieza bruta forjada (60a) alojada dentro de […]
Procedimiento de extrusión de precisión de piezas metálicas huecas y dispositivo asociado, del 1 de Enero de 2014, de Manoir Bouzonville: Procedimiento de realización de una pieza metálica hueca mediante extrusión, en el cual se obtiene ladeformación de una pieza bruta forjada (60a) alojada dentro de […]
PROCESO DE EXTRUSION RADIAL COMBINADO CON PLANCHADO DE TUBO INTERIOR., del 1 de Junio de 1997, de PIPAN, JANEZ: LA INVENCION SE REFIERE A UN PROCESO DE EXTRUSION RADIAL COMBINADO CON UNA DE HERRAJE DEL INTERIOR DEL TUBO, QUE ES UNA ESENCIA DE UN PROCESO DE EXTRUSION EN FRIO Y QUE SE […]
"PROCEDIMIENTO DE TRABAJO EN EL CASO DE EXTRUSION INDIRECTA DE METALES, DESPUES DEL PROCESO DE PRENSADO, ASI COMO DISPOSICION EN UNA PRENSA DE EXTRUSION INDIRECTA DE METAL PARA LA REALIZACION DEL PROCEDIMIENTO DE TRABAJO"., del 16 de Enero de 1983, de SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT: PROCEDIMIENTO DE TRABAJO EN LA EXTRUSION INDIRECTA DE METALES Y PRENSA DE EXTRUSION ADECUADA PARA ELLO. SE CONSIGUE, DESPUES DEL PROCESO DE PRENSADO (= EXTRUSION), […]
PRENSA DE EXTRUSION INDIRECTA DE METALES Y PROCEDIMIENTO DE TRABAJO PARA RETIRAR TOCHOS METALICOS CONGELADOS DE TAL PRENSA, del 1 de Abril de 1982, de SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT: PRENSA DE EXTRUSION INDIRECTA DE METALES Y PROCEDIMIENTOS DE TRABAJO PARA RETIRAR TOCHOS METALICOS "CONGELADOS" DE TAL PRENSA. CONSTA DE UN LARGUERO PORTADOR DEL CILINDRO DE […]
 PROCEDIMIENTO PARA FABRICAR UNA CARCASA DE ARTICULACION ESFERICA, del 16 de Noviembre de 2007, de ZF LEMFORDER METALLWAREN AG: Procedimiento para fabricar una carcasa de articulación esférica mediante conformación en frío a partir de una pieza (R) en bruto preparada para la conformación, […]
PROCEDIMIENTO PARA FABRICAR UNA CARCASA DE ARTICULACION ESFERICA, del 16 de Noviembre de 2007, de ZF LEMFORDER METALLWAREN AG: Procedimiento para fabricar una carcasa de articulación esférica mediante conformación en frío a partir de una pieza (R) en bruto preparada para la conformación, […]
Proceso de lubricación para forjabilidad mejorada, del 20 de Febrero de 2019, de ATI Properties LLC: Un proceso de lubricación de forja que comprende: posicionar una lámina de lubricante sólido entre una pieza de trabajo (20, […]