CIP-2021 : F16H 55/44 : Poleas de chapa.
CIP-2021 › F › F16 › F16H › F16H 55/00 › F16H 55/44[3] › Poleas de chapa.
Notas[t] desde F15 hasta F17: TECNOLOGIA EN GENERAL
Notas[g] desde F16H 51/00 hasta F16H 57/00: Partes constitutivas o detalles de transmisiones o de los mecanismos
F MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA.
F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL.
F16H TRANSMISIONES.
F16H 55/00 Elementos con dientes o superficies de fricción para transmitir un movimiento; Tornillos sin fin, poleas o roldanas para mecanismos de transmisión (transmisiones de tornillo y tuerca F16H 25/00).
F16H 55/44 · · · Poleas de chapa.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la fabricación de un cubo en el proceso de perfilado por medio de al menos un rodillo de perfilado rotativo.
(16/07/2014) Procedimiento para la fabricación de un componente sin arranque de viruta -en particular un componente de transmisión- con un cubo , en el cual un cubo extendido, en lo esencial, radialmente al plano de la rodaja de metal se forma 5 al menos un rodillo de perfilado rotativo de una rodaja de metal rotativa con un taladro pasante , en el que el rodillo de perfilado avanza radialmente desde fuera hacia dentro para sumergir en una rodaja de metal, al menos temporal o seccionalmente, caracterizado porque el material de rodaja es presionado de la rodaja de metal contra una pieza conformada , de manera que del material de rodaja…
METODO DE FABRICACION DE UNA POLEA PROVISTA DE UN CUBO GRUESO MEDIANTE CONFORMADO ROTATIVO.
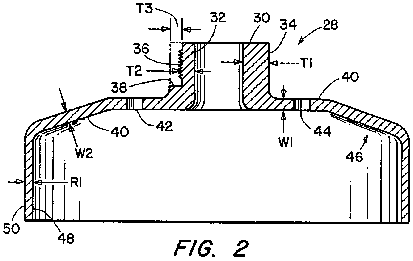
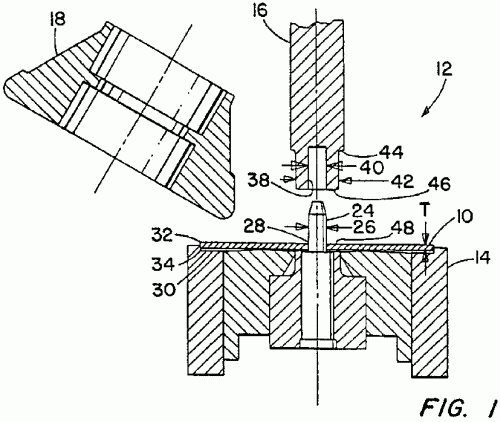
(01/12/2004). Ver ilustración. Solicitante/s: THE GATES CORPORATION. Inventor/es: HODJAT, YAHYA, KUTZSCHER, MICHAEL H.
UNA POLEA CON UN CUBO INTEGRAL CONFORMADO MEDIANTE ENTALLADO POR RODILLO A PARTIR DE UN DISCO DE CHAPA METALICA, EN LA QUE EL CUBO TIENE UN GROSOR (T1) MAYOR QUE EL ESPESOR DE LA CHAPA METALICA. EL CUBO TIENE UN TALADRO Y UNA SUPERFICIE EXTERNA PARA SU FIJACION A OTROS COMPONENTES. TAMBIEN SE DESVELA UN PROCESO PARA FABRICAR UNA POLEA DE UNA SOLA PIEZA PRESIONANDO UN RODILLO CONFORMADOR CONTRA UN LADO DE UN DISCO , DESPLAZANDO METAL Y FORZANDO UN CUBO QUE TIENE UN GROSOR (T1) MAYOR QUE EL DE LA CHAPA METALICA DEL QUE ESTA CONFORMADO.
(16/12/2002). Ver ilustración. Solicitante/s: THE GATES CORPORATION. Inventor/es: HODJAT, YAHYA, ROES, JOHN, P., KUTZSCHER, MICHAEL H.
UN CUBO SOLIDARIO CON UN DISCO Y CON UN COLLAR SOLIDARIO QUE DEFINE UN AGUJERO CIEGO DEL CUBO.
ELEMENTO DE POLEA DE CORREA EN V Y METODO DE FABRICARLO.
(01/12/2000) Elemento de polea de correa en V y método de fabricarlo. Un elemento la de una polea motriz 1, un elemento 2a de una polea accionada 2, y un elemento 2b de la polea accionada 2 de una transmisión continuamente variable para motocicleta scooter o análogos se fabrican por respectivos procedimientos mejorados que se simplifican y componen de un número reducido de fases para mayor productividad. El elemento 1a de la polea motriz 1 tiene una cara de accionamiento estampada 4 con un agujero de encaje 4a definido en ella y un saliente 5 encajado en el agujero de encaje 4a, estando el saliente 5 forjado en frío, cortado en sus extremos opuestos, y brochado. La cara…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA POLEA DE GARGANTAS MULTIPLES EN V.
(16/02/2000). Ver ilustración. Solicitante/s: LEICO GMBH & CO. WERKZEUGMASCHINENBAU. Inventor/es: TEMMANN, ROBERT.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA FABRICAR UNA POLEA CON EMISOR, QUE PARTE DEL METODO YA CONOCIDO DE CONFORMADO POR COMPRESION Y COMBINA EN UN DISPOSITIVO MONTADO EN UNA MAQUINA DE COMPRESION CON CAMBIADORES DE HERRAMIENTAS LAS OPERACIONES DE RECALCADO, PERFILADO Y DENTADO. PARTIENDO DE UNA RODAJA METALICA SE CREA UNA PREFORMA CON UN AREA CILINDRICA REFORZADA ASIMETRICAMENTE CON AYUDA DE UN RODILLO DE COMPRESION Y SE APLICA SEGUIDAMENTE, EN AVANCE RADIAL, UN RODILLO DE COMPRESION CON ESCOTADURA, OBTENIENDOSE UNA REDUCCION DEL DIAMETRO LIMITADA AXIALMENTE Y UNA ACUMULACION DE MATERIAL. A ELLO SIGUE UN PERFILADO PREVIO, EL PERFILADO DEL AREA ENGROSADA Y EL DENTADO EN UN EMISOR CONFORMADO SIMULTANEAMENTE DE UNA BRIDA EXTERIOR.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE POLEAS DE GARGANTA MULTIPLE.
(16/10/1998). Ver ilustración. Solicitante/s: CONSTRUCCIONES RADIO ELECTRO MECANICAS, S.A.. Inventor/es: RIVERA AGUILERA, WILFREDO.
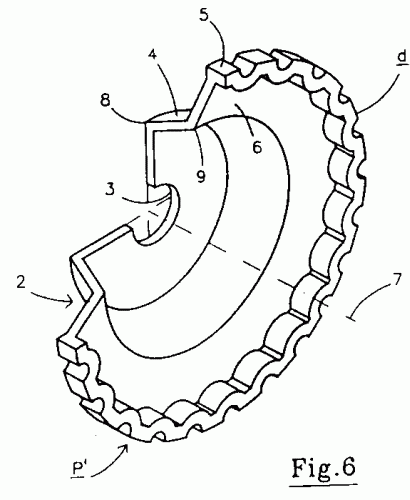
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE POLEAS DE GARGANTA MULTIPLE. EL PROCEDIMIENTO COMPRENDE UNA PRIMERA FASE EN LA QUE SE OBTIENE POR EMBUTICION DE UN DISCO PLANO, UNA PREFORMA QUE TIENE UN CUERPO CENTRAL Y UNA PARED LATERAL COMPUESTA POR DOS PORCIONES CILINDRICAS DE DISTINTO DIAMETRO ENLAZADAS POR UNA PORCION TRONCOCONICA Y UNA PORCION CURVA DE REFUERZO QUE ENLAZA LA PORCION CILINDRICA DE MENOR DIAMETRO CON EL CUERPO CENTRAL . EN UNA SEGUNDA FASE, DICHOS PORCIONES SON EMBUTIDAS POR UN DISPOSITIVO CONFORMADOR (D) DE MODO QUE DEFINE UNA CORONA CUYAS PAREDES LATERALES Y FONDO TIENEN MAYOR GROSOR QUE EL GROSOR DEL CUERPO CENTRAL . EN UNA TERCERA FASE, SON PRACTICADOS EN EL FONDO DE LA CORONA UNA PLURALIDAD DE CANALES REGULARMENTE DISTRIBUIDOS. APLICABLE A LA INDUSTRIA DEL AUTOMOVIL.
PROCEDIMIENTO PARA LA FABRICACION DE POLEAS DE CORONA DENTADA.
(01/08/1998). Ver ilustración. Solicitante/s: CONTRUCCIONES RADIO ELECTRO MECANICAS, S.A. Inventor/es: RIVERA AGUILERA, WILFREDO.
PROCEDIMIENTO PARA LA FABRICACION DE POLEAS DE CORONA DENTADA. ESTE PROCEDIMIENTO PERMITE FABRICAR POR EMBUTICION DE CHAPA METALICA POLEAS (P, P') DE CORONA DENTADA Y COMPRENDE LAS SIGUIENTES OPERACIONES. EN PRIMER LUGAR, SE PARTE DE UNA DISCO INICIAL DE CONTORNO CIRCULAR QUE COMPRENDE MEDIOS QUE, UNA VEZ CONFORMADA LA POLEA (P, P'), PERMITEN SU ACOPLAMIENTO A UN EJE DE TRANSMISION; A CONTINUACION EL DISCO INICIAL ES CONFORMADO POR EMBUTICION EN UNA PREFORMA DE REVOLUCION EN LA QUE SE DISTINGUEN DOS PORCIONES COAXIALES, LA DE ACOPLAMIENTO Y LA PRINCIPAL CILINDRICA DE PARED PLANA; A CONTINUACION, MEDIANTE UN CONFORMADOR (C) COMPUESTO POR UNA MATRIZ Y UN PUNZON COAXIALMENTE DISPUESTOS ENTRE SI Y RESPECTO DE LA PREFORMA , SE PROCEDE POR EMBUTICION A CONFORMAR UN DENTADO (D) DE DIENTES RECTOS EN LA PARED LATERAL DE DICHA PORCION PRINCIPAL POR DESLIZAMIENTO AXIAL DEL PUNZON . APLICABLE A LA INDUSTRIA DEL AUTOMOVIL.
PROCESO DE LAMINACION PARA LA FORMACION DE POLEAS CON UNA O MAS RANURAS CON FORMA DE V Y CON UNA RUEDA FONICA SOLIDARIA Y POLEAS HECHAS SEGUN ESTE PROCESO.
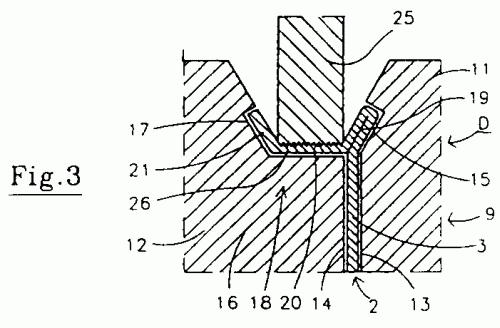
(01/02/1996). Solicitante/s: AGLA S.P.A. Inventor/es: BONU\', GIACOMO.
UN PROCESO DE LAMINACION PARA LA FORMACION DE UNA POLEA QUE TENGA UNA O MAS RANURAS CON FORMA DE V Y UNA RUEDA FONICA SOLIDARIA SEGUN EL CUAL SE HACE ROTAR A UN PRODUCTO SEMIACABADO CON FORMA SUSTANCIALMENTE DE TAZA QUE TIENE UNA PARED DE BASE Y UNA PARED LATERAL SUSTANCIALMENTE CILINDRICA (19( Y SE LE SOMETE A UNOS PASOS SUCESIVOS DE LAMINACION QUE CONSISTEN, EN PARTICULAR, EN POR LO MENOS UN PASO EN QUE SE FRESAN LAS RANURAS , UN PASO PARA EL ACABADO DE LAS RANURAS Y UN PASO PARA LA FORMACION DE DIENTES MEDIANTE LA LAMINACION DE UNA PORCION ANULAR DE LA PARED LATERAL DEL PRODUCTO SEMIACABADO DEFINIDA DURANTE LOS PASOS PREVIOS; LOS PASOS DE ACABADO DE LAS RANURAS Y DE LA FORMACION DE LOS DIENTES SE LLEVAN A CABO SIMULTANEAMENTE EN LA MISMA MAQUINA LAMINADORA.
(16/12/1994). Solicitante/s: BLOXWICH ENGINEERING LIMITED. Inventor/es: BAKER, RONALD THOMAS.
EN LA FABRICACION DE POLEAS PARA CORREAS POLI-V A PARTIR DE UNA PIEZA PLANA DE METAL CON FORMA DE DISCO PLANO QUE SE FORMA EN UN RECIPIENTE ACOPADO, TRAS LO CUAL SE FORMAN RANURAS ANULARES EXTERNAS EN LA PARTE CILINDRICA DEL RECIPIENTE, SE SUMINISTRA LA SUPERFICIE INTERNA DE ESTA PARTE CON UN NUMERO LIMITADO DE REBORDES, POR EJEMPLO CUATRO, QUE FORMAN UNA LLAVE MOTRIZ COOPERANTE CON EL MANDRIL EN EL QUE SE FORMA LA POLEA.
PROCEDIMIENTO PARA LA FABRICACION DE UNA POLEA.
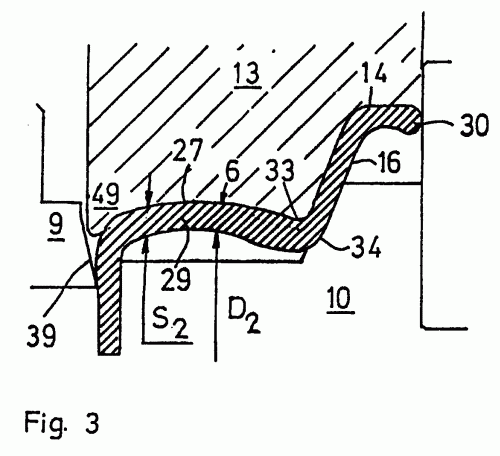
(01/02/1994) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA FABRICAR UNA POLEA DE METAL, COMO POR EJEMPLO UNA POLI-POLEA EN V, POLEA DE CORREA DENTADA. POLEA DE CORREA PLANA ETC., CON UN CUBO, EN SU FORMA BASICA CILINDRICO, Y UNA ZONA, POR FUERA LISA O CON PERFIL LONGITUDINAL O DIAGONAL. SU ESPESOR PUEDE SER MAYOR QUE EL CUBO SIENDO PERFILADO, EN UN PRIMER PASO DE TRABAJO, EN FORMA DE ONDAS, Y EN PASOS DE TRABAJO SIGUIENTES SE REALIZA EL PERFIL ACABADO CORRESPONDIENTE. PROCEDIMIENTOS CONOCIDOS EXIGEN UNA CANTIDAD DE PASOS DE TRABAJO Y MUCHA FUERZA PARA LA DEFORMACION. CON EL NUEVO PROCEDIMIENTO SE QUIERE FABRICAR POLEA DE ALTA CALIDAD, PARTIENDO DE UNA PIEZA DE METAL, CON RELATIVAMENTE POCO ESFUERZO. EL NUEVO PROCEDIMIENTO SE DISTINGUE, YA QUE EN UNA SEGUNDA FASE DE TRABAJO SE LAMINA LA ZONA ONDULADA A UNA FORMA ONDULADA EN SECCION CON UN MAXIMO…
(16/04/1991). Solicitante/s: NISSAN MOTOR IBERICA, S.A.. Inventor/es: TRAPERO TORIO, FERNANDO.
POLEA DAMPER, QUE ESTANDO ESPECIALMENTE PREVISTA PARA EL MONTAJE DE DIFERENTES CORREAS (DE ALTERNADORES, AIRE ACONDICIONADO, SERVO-DIRECCION DE MOTORES DE VEHICULOS), SE CARACTERIZA PORQUE SE CONSTITUYE A PARTIR DE UN CUBO CON EL CORRESPONDIENTE PASO AXIAL PARA SU MONTAJE SOBRE EL RESPECTIVO EJE DEL CIGUEÑAL DEL MOTOR Y SOBRE CUYO CUBO VA FIJADO PERIMETRICAMENTE UN ANILLO , SOBRE EL QUE APOYA UNA O MAS CHAPAS EN LAS QUE VAN CONFORMADAS LAS CORRESPONDIENTES CANALES DE LA POLEA, FIJADAS AMBAS CHAPAS MEDIANTE TORNILLOS EN UNO DE LOS EXTREMOS DE ESE CUBO , HABIENDOSE PREVISTO QUE ENTRE EL ANILLO Y TAL CUBO VAYA INTERCALADA UNA JUNTA DE GOMA PRECOMPRIMIDA , DE MANERA TAL QUE TODOS LOS COMPONENTES (POLEA, CUBO Y ANILLO) ESTAN PREVISTOS PARA AMORTIGUAR CONJUNTAMENTE LAS VIBRACIONES PELIGROSAS DEL MOTOR; INCORPORANDO EL NUMERO DE CANALES NECESARIOS (POLEAS) PARA EL FUNCIONAMIENTO PRECISO DEL VEHICULO.
POLEA DENTADA DE CHAPA METALICA PRENSADA.
(03/04/1984). Solicitante/s: ALGAT S.P.A.
Polea dentada de chapa metálica prensada, caracterizada en cuanto comprende en combinación: Un primer elemento de chapa metálica que incluye una pestaña cilíndrica dentada conectada a disco anterior, abierto en su centro situado en un plano perpendicular al eje de la pestaña dentada y equidistante sustancialmente de los bordes circulares terminales (2a, 2b) de la pestaña dentada; Un manguito de chapa metálica que incluye una parte acoplada central inserta en las aperturas centrales coincidentes de los discos interiores de los dos elementos de chapa metálica y tiene una superficie plana inferior, abierta en su centro rematada con una superficie terminal de un eje soporte par la polea y una pestaña plana circular exterior fijada a los discos.
PERFECCIONAMIENTOS EN DISPOSITIVOS DE ROLDANA DE CHAPA.
(16/03/1977). Solicitante/s: GUNNER ERIK WERNER LEWIN.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}