Procedimiento para la fabricación de un cubo en el proceso de perfilado por medio de al menos un rodillo de perfilado rotativo.
Procedimiento para la fabricación de un componente sin arranque de viruta -en particular un componente de transmisión- con un cubo (12),
en el cual un cubo (12) extendido, en lo esencial, radialmente al plano de la rodaja de metal se forma 5 al menos un rodillo de perfilado (8) rotativo de una rodaja de metal (1) rotativa con un taladro pasante (2), en el que el rodillo de perfilado (8) avanza radialmente desde fuera hacia dentro para sumergir en una rodaja de metal, al menos temporal o seccionalmente, caracterizado porque el material de rodaja (10) es presionado de la rodaja de metal contra una pieza conformada (7), de manera que del material de rodaja de metal (1) se forma un cubo (12) con la pieza conformada (7) como sección interior y con una sección de cubo exterior (13) fijada a presión contra la pieza conformada (7).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/055152.
Solicitante: WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: SCHORMELWEG 27 48324 SENDENHORST ALEMANIA.
Inventor/es: FRIESE, UDO, OHLSCHER,HEIKO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › sobre mandriles o patrones de conformación.
- B21D53/26 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de ruedas o de piezas similares.
- F16H55/44 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16H TRANSMISIONES. › F16H 55/00 Elementos con dientes o superficies de fricción para transmitir un movimiento; Tornillos sin fin, poleas o roldanas para mecanismos de transmisión (transmisiones de tornillo y tuerca F16H 25/00). › Poleas de chapa.
PDF original: ES-2515166_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un cubo en el proceso de perfilado por medio de al menos un rodillo de perfilado rotativo
La Invención se refiere a un procedimiento según el preámbulo de la reivindicación 1 y un componente fabricado de acuerdo con este procedimiento.
El procedimiento básico para la fabricación de un cubo por el proceso de perfilado por medio de al menos un rodillo de perfilado rotativo está patentado mediante el documento EP 725 693 B1. Este procedimiento encuentra su perfeccionamiento en el documento DE 44 44 526 C1, según cuya enseñanza, solamente el borde circunferencial exterior de la pletina de chapa es soportada durante el procedimiento de perfilado, solamente porque un mandril de contrasoporte se contacta a manera de soporte contra el borde circunferencial de la rodaja de metal.
Además, por el documento US 5.951.44 es sabido conformar en cubos de poleas de transmisión un taladro escalonado o un asi llamado "taladro ciego" porque un adaptador escalonado atraviesa un taladro pasante de tal manera que un borde o una superficie anular del adaptador, que en el perímetro exterior de la rodaja de metal retenida en el mandril de contrasoporte descansa sobre la rodaja de metal y la sección del adaptador que atraviesa el taladro pasante de la rodaja de metal presenta un diámetro interior que se corresponde con el de la rodaja de metal. De esta manera, durante la configuración del cubo permanece una nervadura interior en el cubo, de tal forma que se configura el taladro escalonado que o bien es necesario desde el punto de vista de la construcción en algunos casos de aplicación o, en cambio, se puede tornear, por ejemplo, para dar una forma particular a los bordes del contorno interior. La geometría del taladro escalonado del cubo después del perfilado corresponde siempre al espesor de la rodaja de metal en este sector antes de conformado el cubo.
Según el documento EP 1 263 539 B1, en la circunferencia interior del cubo se configura una nervadura de material que se extiende desde el cubo esencialmente hacia dentro porque, al extraer el cubo, al menos una sección del adaptador es dispuesto distanciado de la rodaja de metal, de manera que al configurar el cubo fluya material de la rodaja de metal al sector entre la rodaja de metal y el adaptador, formando de esta manera el taladro escalonado.
Partiendo del actual estado de la técnica, el objetivo de la invención es perfeccionar el procedimiento genérico de tal manera que se le presenten nuevas posibilidades de aplicación.
La invención consigue este objetivo mediante el objeto de la reivindicación 1.
De esta forma es posible de manera sencilla realizar piezas de engranaje cuyo cubo se componga de una pieza conformada interior y una sección de cubo exterior embutida. La pieza conformada puede ser de otro material -por ejemplo un material más duro- que la pletina de chapa de la cual se conforma la sección exterior del cubo. Además, respecto de la longitud axial del cubo no existen limitaciones, ya que la pieza conformada puede estar formada, dado el caso, como sección de un tubo y presentar una longitud axial muy grande.
Las configuraciones ventajosas de la invención deben ser extraídas de las reivindicaciones secundarias.
A continuación, la invención se describe en detalle con referencia a los dibujos mediante ejemplo de realización. Muestran:
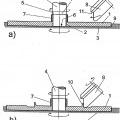
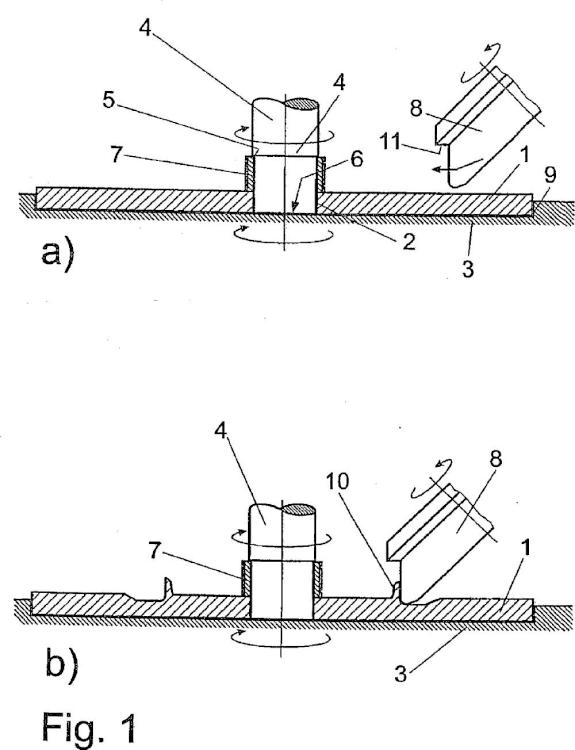
La figura 1a - c, tres fases de mecanización consecutivas, mostradas esquemáticamente y a manera de sección, de la fabricación de una pieza de engranaje según un primer ejemplo de realización de un procedimiento según la invención para la fabricación de un cubo;
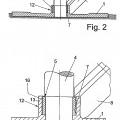
la figura 2, una ampliación de detalle de la figura 1; d;
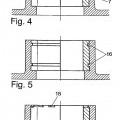
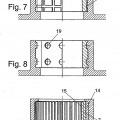
las figuras 3-17, diferentes vistas en sección parcial de otros ejemplos de realización de componentes fabricados de acuerdo con el procedimiento según la invención.
En las figuras 1 a 3, una rodaja de metal con forma de disco (pletina de chapa) 1 con una abertura pasante 2 descansa sobre un útil giratorio 3 sobre un eje de giro z.
La abertura pasante 2 atraviesa un adaptador 4, en este caso escalonado, (escalón 5), cuyo extremo de adaptador 6 que atraviesa a la abertura pasante 2 se apoya sobre el útil 3.
En el lado de la rodaja de metal 2 opuesta al útil 3 se encuentra montada una pieza conformada a ser embutida, en este caso un manguito 7, cuyo diámetro Interior corresponde al diámetro Interior de la abertura de paso. Dicha pieza conformada puede estar fijada, previamente, de cualquier manera a la rodaja de metal.
Mediante el escalón 5 del adaptador 4, la pieza conformada 7 es fijada sobre la rodaja de metal 2.
Seguidamente, preferentemente sin aporte de calor por medio de la conformación en frío, en el procedimiento de perfilado se sumerge, axialmente, al menos un rodillo de perfilado rotativo 8 desde el lado opuesto al útil 3 en la rodaja de metal 2 y después, preferentemente, se entrega de manera radial hacia dentro respecto del eje de giro z.
De esta manera, en primer lugar, la rodaja de metal 1 se ensancha algo radialmente, de manera que el material fluye a manera de contrasoporte desde adentro contra una sección anular 9 en el útil 3. En el subsiguiente avance del rodillo de perfilado 8 hacia dentro se acumula material de rodaja 1 delante del rodillo de perfilado 8 que, con un movimiento progresivo del rodillo de perfilado 8 es, finalmente, presionado radialmente hacia dentro contra la pieza conformada 7 en la que penetra axialmente hasta un escalón 11 del rodillo de perfilado 8, estando el escalón 11 dispuesto de tal manera que también fluya material de rodaja en el espacio entre el escalón 11 y el extremo de la pieza conformada 7 opuesto a la rodaja de metal, de manera que la pieza conformada 7 quede asegurada mediante la sección de cubo 13 de manera sencilla (véase también la figura 3), axialmente en ambos sentidos axiales, en la ahora conformada rodaja de metal 1. La rodaja de metal puede ser mecanizada en su sector restante para formar una polea de transmisión y/o cualquier otra pieza de engranaje.
De esta manera sencilla se crea una pieza de engranaje (véase la figura 2) simétrica por rotación con un cubo 12 que se compone, interiormente, de una pieza conformada 7 y, exteriormente, de una sección de cubo 13 embutida del material embutido del disco de metal 1.
Debido a que la pieza conformada 7 puede ser de otro material que el material de rodaja, por ejemplo de un material más duro en relación con el material de rodaja, se crea una pieza de engranaje cuyo cubo también puede estar compuesto de un material, por ejemplo metal duro o una cerámica, que en un procedimiento de perfilado no puede ser conformada mediante un rodillo de perfilado.
La pieza conformada 7 está configurada, según la figura 3, como manguito que en su circunferencia interior y en su circunferencia exterior es cilindrico.
El concepto de cubo no debe ser tomado demasiado estrictamente. En particular, la pieza conformada también puede ser más larga que la sección embutida exterior del cubo.
Según las figuras 1 a 9, la pieza conformada 7 está dimensionada de tal manera que antes del perfilado se apoye con uno de sus extremos sobre la rodaja de metal 1. Axialmente, la pieza conformada 7 es más corta que la sección de cubo 13 embutida o que el material de cubo embutido.
Según las figuras 1 a 13, la pieza conformada está dimensionada de tal manera que antes del perfilado se apoye con uno de sus extremos sobre la rodaja de metal 1. Sin embargo, aquí la pieza conformada 7 es más larga que la sección de cubo 13 embutida en su circunferencia exterior, de manera que sobresale axialmente del extremo de la sección de cubo 13. Ello permite de manera sencilla la fabricación de piezas de engranaje con cubos axiales muy largos.
Según las figuras 14 a 17, la pieza conformada 7 está configurada como una sección tubular que ya antes de la embutición de la cuba atravesaba completamente la rodaja de metal 1. En este caso, el taladro pasante de la rodaja de metal 1 debe ser dimensionado correspondientemente y el útil 3 debe ser provisto de un sector de alojamiento para la sección tubular.
Es posible proveer la pieza conformada 7 de un contorneado en el cual, al embutir la sección de cubo 3 exterior, fluye material de la rodaja de metal 1, lo que le asegura a la pieza conformada 7 una fijación en sentido axial y/o en sentido circunferencial a la rodaja de metal 1.
Según las figuras 1, 2, 5, 7, 11, 14 y 15, el contorneado presenta ranuras circulares 16 en la superficie exterior de la pieza conformada 7, lo cual significa un aseguramiento axial adicional de la pieza conformada 7 a la sección de cubo 13 embutida.
Según las figuras... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un componente sin arranque de viruta -en particular un componente de transmisión- con un cubo (12), en el cual un cubo (12) extendido, en lo esencial, radlalmente al plano de la rodaja de metal se forma al menos un rodillo de perfilado (8) rotativo de una rodaja de metal (1) rotativa con un taladro pasante (2), en el que el rodillo de perfilado (8) avanza radialmente desde fuera hacia dentro para sumergir en una rodaja de metal, al menos temporal o seccionalmente, caracterizado porque el material de rodaja (1) es presionado de la rodaja de metal contra una pieza conformada (7), de manera que del material de rodaja de metal (1) se forma un cubo (12) con la pieza conformada (7) como sección interior y con una sección de cubo exterior (13) fijada a presión contra la pieza conformada (7).
2. Procedimiento según la reivindicación 1, caracterizado porque la pieza conformada (7) es fijada a la rodaja de metal (1) mediante un adaptador.
3. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque durante el avance radial del rodillo de perfilado (8) se acumula material de rodaja (1) delante del rodillo de perfilado (8) que, con un movimiento progresivo del rodillo de perfilado es presionado radialmente hacia dentro como una sección de cubo embutido (13) contra la pieza conformada (7), en la que corre en el rodillo de perfilado (8) axialmente hasta un talón escalonado (11).
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el escalón (11) está dispuesto de tal manera que una parte del material de rodaja (1) fluya entre el espacio entre el escalón (11) y el extremo de la pieza conformada (7) alejado de la rodaja de metal (1), de manera que la pieza conformada (7) queda asegurada axialmente en ambos sentidos axiales en la rodaja de metal (1).
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la pieza conformada (7) se compone de un material diferente al de la rodaja de metal (1).
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la pieza conformada (7) se compone de un material más duro que la rodaja de metal (1) y/o porque la pieza conformada (7) se compone de un material cerámico.
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el cubo (12) es configurado de tal manera que la pieza conformada (7) sobresalga axialmente por encima de la sección de cubo (13) embutida y/o porque la pieza conformada (7) atraviese completamente la rodaja de metal y la sección de cubo (13) embutida en la misma.
8. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el cubo (12) es configurado de tal manera que la pieza conformada (7) sobresalga axialmente en ambos lados por encima de la rodaja de metal y la sección de cubo (13) embutida en la misma.
9. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la pieza conformada (7) está configurada como buje que en su circunferencia interior y en su circunferencia exterior está configurado cilindrico y/o porque la pieza conformada (7) está configurada como sección tubular que en su circunferencia interior y en su circunferencia exterior está configurada cilindrica.
1. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la pieza conformada (7) está dimensionada de tal manera que antes del perfilado descanse con uno de sus extremos sobre la rodaja de metal (1) y/o porque la pieza conformada (7) es más corta que la sección de cubo (13) embutida.
11. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la pieza conformada (7) es provista de un contorneado en el cual fluye material de la rodaja de metal (1) al presionar la sección de cubo (13) exterior, lo que le asegura a la pieza conformada (7), adicionalmente, una fijación, particularmente en sentido axial y/o en sentido circunferencial a la sección de cubo (13) y/o porque el contorneado presenta ranuras anulares (16) en la superficie exterior de la pieza conformada (7) en la que se presiona material de rodaja de la sección de cubo (13).
12. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el contorneado presenta ranuras axiales (17) en la superficie exterior de la pieza conformada (7) en la que se presiona material de rodaja de la sección de cubo (13) y/o porque el contorneado presenta escotaduras (18) en la superficie exterior de la pieza conformada (7) en la que se presiona material de rodaja de la sección de cubo (13) y/o porque el contorneado presenta taladros en la superficie exterior de la pieza conformada (7) en la que se presiona material de rodaja de la sección de cubo (13).
13. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el contorneado presenta rendijas en la superficie exterior de la pieza conformada (7) en la que se presiona material de rodaja de la sección de
cubo (13) y/o porque el contorneado presenta taladros ciegos (19) en la superficie exterior de la pieza conformada (7) en la que se presiona material de rodaja de la sección de cubo (13).
14. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el contorneado presenta un 5 dentado exterior (14) en la superficie exterior de la pieza conformada (7) en la que se presiona material de rodaja de la
sección de cubo (13) y/o porque la pieza conformada presenta un dentado interior (15).
15. Pieza de transmisión especialmente fabricada según una de las reivindicaciones precedentes, caracterizada por un cubo (12) con una pieza conformada (7) como sección interior de cubo y, presionada a la misma, una sección de cubo
exterior (13) de material de rodaja de una rodaja de metal (1).
Patentes similares o relacionadas:
Rueda celular, en particular para un sobrealimentador por ondas de presión, del 16 de Agosto de 2017, de MEC Lasertec AG: Rueda celular de metal, con un casquillo exterior ubicado de manera coaxial a un eje de rotación (y), un casquillo interior ubicado de […]
Cuerpo de agitación para hacer circular agua residual alojada en un depósito y dispositivo, del 19 de Octubre de 2016, de INVENT UMWELT- UND VERFAHRENSTECHNIK AG: Cuerpo de agitación para hacer circular agua residual alojada en un depósito, presentando el cuerpo de agitación una forma cónica o hiperboloide y una pieza de […]
Cuerpo de agitación y dispositivo de agitación para producir una corriente en una pileta de tratamiento de aguas residuales, del 19 de Octubre de 2016, de INVENT UMWELT- UND VERFAHRENSTECHNIK AG: Cuerpo de agitación , especialmente para producir una corriente en una pileta de tratamiento de aguas residuales con forma de hiperboloide o de cono truncado […]
Procedimiento de fabricación de una rueda híbrida de dos partes de aleación ligera especialmente de aluminio, del 6 de Julio de 2016, de SAINT JEAN INDUSTRIES: Procedimiento de fabricación de una rueda híbrida de aleación ligera del tipo que comprende un disco y una llanta que pueden ser unidos por una soldadura por fricción, […]
Método para fabricar una polea para aplicaciones de vehículo a motor, del 15 de Junio de 2016, de Agla Power Transmission S.p.a: Un método para fabricar una polea para aplicaciones de vehículo a motor partiendo de un disco plano, que tiene un eje (A) central y define […]
 Un método para producir un disco de una rueda de vehículo, del 18 de Enero de 2016, de MW Italia S.r.l: Un método para producir un disco de una rueda de vehículo, caracterizado por comprender las siguientes etapas:
- proporcionar un disco parcialmente formado que define […]
Un método para producir un disco de una rueda de vehículo, del 18 de Enero de 2016, de MW Italia S.r.l: Un método para producir un disco de una rueda de vehículo, caracterizado por comprender las siguientes etapas:
- proporcionar un disco parcialmente formado que define […]
 Rueda para vehículos, del 22 de Diciembre de 2015, de MW Italia S.p.A: Una rueda para vehículos que comprende:
una llanta conformada de material metálico, que tiene una superficie anular externa (2a) […]
Rueda para vehículos, del 22 de Diciembre de 2015, de MW Italia S.p.A: Una rueda para vehículos que comprende:
una llanta conformada de material metálico, que tiene una superficie anular externa (2a) […]
 Procedimiento para la fabricación de una rueda celular, del 13 de Agosto de 2014, de MEC Lasertec AG: Procedimiento para la fabricación de una rueda celular de metal, con casquillos dispuestos concéntricamente con respecto a un eje de rotación […]
Procedimiento para la fabricación de una rueda celular, del 13 de Agosto de 2014, de MEC Lasertec AG: Procedimiento para la fabricación de una rueda celular de metal, con casquillos dispuestos concéntricamente con respecto a un eje de rotación […]