CIP-2021 : B29K 105/10 : orientadas.
CIP-2021 › B › B29 › B29K › B29K 105/00 › B29K 105/10[3] › orientadas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES.
B29K 105/00 Presentación, forma o estado de la materia moldeada.
B29K 105/10 · · · orientadas.
CIP2021: Invenciones publicadas en esta sección.
Aparato para el reciclaje de artículos grandes con materiales estabilizantes termoplásticos.
(26/02/2020). Solicitante/s: THE BOEING COMPANY. Inventor/es: GEORGE,PANAGIOTIS E, HURLEY,KELSI M, CARTER,ERICKA L, CARBERRY,WILLIAM L.
Sistema que comprende:
un acumulador configurado para recoger material de artículos grandes que incluye fibras de refuerzo y material termoplástico;
un consolidador en comunicación con el acumulador y configurado para fundir e impregnar el material termoplástico en las fibras de refuerzo del material de artículos grandes a nivel de filamentos para formar un material de fibra impregnado;
una picadora en comunicación con el consolidador y configurado para cortar el material de fibra impregnado en copos sustancialmente uniformes; y
un combinador en comunicación con la picadora y configurado para combinar los copos uniformes de material de fibra impregnado con uno o más materiales de composición añadidos para crear un compuesto de moldeo termoplástico o termoestable.
PDF original: ES-2784868_T3.pdf
Procedimiento para la producción de tubos de polietileno reticulados con peróxido en una línea de extrusión.
(05/06/2019). Solicitante/s: INOEX GMBH. Inventor/es: Schmuhl,Jörg,Prof. Dr, DETERS,MARTIN.
Procedimiento para la producción de tubos de polietileno reticulados con peróxido en una línea de extrusión con una extrusora, un horno de reticulación y un extractor, sometiéndose el tubo extruido a un estiramiento y presentando el horno de reticulación un primer tramo de calentamiento que va desde su entrada hasta su rodillo de desviación accionado y un segundo tramo de calentamiento que va desde el rodillo de desviación hasta su salida, caracterizado por que el estiramiento (S1) en el primer tramo de calentamiento (A) y el estiramiento (S2) en el segundo tramo de calentamiento (B) se monitorizan y se regulan de tal manera que el estiramiento necesario del tubo tiene lugar principalmente en el primer tramo de calentamiento (A) y el estiramiento (S2) del tubo en el segundo tramo de calentamiento (B) se regula a 0.
PDF original: ES-2715607_T3.pdf
Procedimiento de fabricación de piezas compuestas que presentan por lo menos una curva y piezas obtenidas mediante este procedimiento.
(29/05/2019) Procedimiento de fabricación de una pieza compuesta (I), compuesta por un conjunto de capas de hilos de refuerzo superpuestas incluidas, por lo menos en parte, en una matriz polimérica, presentando dicha pieza por lo menos una zona curva , en el que se realizan unas etapas de plegado o de apilamiento de pliegue, procedimiento en el que en por lo menos una zona adyacente a una zona curva, se realiza por lo menos una etapa de apilamiento o de plegado con un pliegue de un material compuesto, que comprende una capa, denominada capa de hilos retorcidos , compuesta por lo menos por un hilo de refuerzo retorcido, de manera…
Material de base preimpregnado, material de base laminado, procedimiento para producir material de base preimpregnado y proceso para producir plástico reforzado con fibra.
(10/04/2019) Material de base preimpregnado (P) que comprende numerosas fibras de refuerzo (F) dispuestas esencialmente en una dirección y una resina de matriz que existe entre las numerosas fibras de refuerzo (F), dondel el material de base preimpregnado (P) tiene, sobre la totalidad de su superficie, numerosas incisiones (C) extendiéndose cada una en una dirección que atraviesa las fibras de refuerzo (F), esencialmente todas las fibras de refuerzo (F) están divididas por las incisiones (C), en el cual una longitud (L) de cada uno de los segmentos de fibras de refuerzo (FS) formados por las incisiones (C) se encuentra en el rango que va de 10 a 100 mm, un grosor (H) del material de base preimpregnado (P)…
Estructura de revestimiento y larguero de material compuesto y método para formar la misma.
(01/04/2019) Una estructura de larguero y revestimiento de material compuesto, que comprende:
un larguero alargado basado en polímeros que tiene unas fibras de refuerzo colocadas en una pluralidad de capas adyacentes, estando las capas primera y segunda de las fibras de refuerzo orientadas en unos ángulos +δ y -δ con respecto a una dirección de referencia seleccionada, siendo |δ| un primer ángulo relativamente pequeño de entre cero grados y veinte grados, y estando las capas tercera y cuarta de las fibras de refuerzo orientadas en unos ángulos +γ y -γ con respecto a la dirección de referencia…
Artículo estructural de material compuesto.
(08/10/2018). Solicitante/s: Integrated Composite Products Inc. Inventor/es: HAWLEY, RONALD CLARE, MAZULA,DEREK JOEL.
Un artículo estructural de material compuesto que comprende:
un cuerpo polimérico que tiene una primera superficie principal y una segunda superficie principal opuesta , estando dicho cuerpo polimérico formado de un material termoplástico;
una pluralidad de fibras que forman una dispersión de fibras dentro del cuerpo polimérico , teniendo las fibras una longitud media de menos de 15 mm y un diámetro medio de menos de 50 micrómetros;
un elemento de nervadura que se extiende lateralmente que se extiende alejándose de la segunda superficie principal y que tiene una longitud lateral y que forma una parte del cuerpo polimérico ; y
un elemento de fibras continuas que se extiende a lo largo de y se incrusta dentro de la longitud lateral del elemento de nervadura , comprendiendo el elemento de fibras continuas al menos 1000 fibras continuas paralelas y co-extensibles y una resina, teniendo el elemento de fibras continuas del 50 al 30 % en peso de resina.
PDF original: ES-2685403_T3.pdf
Pieza moldeada en forma de cubeta, como por ejemplo un fregadero, un lavabo o similares, así como procedimiento para producir una pieza moldeada en forma de cubeta de esa clase.
(04/04/2018) Pieza moldeada en forma de cubeta a partir de un material compuesto que presenta un ligante polimerizado, curado, y agentes de carga incluidos dentro, donde la pieza moldeada en forma de cubeta presenta un lado visible y un lado posterior que se sitúa de forma opuesta al lado visible , donde fibras , alineadas unidireccionalmente cerca de la superficie del lado posterior de la pieza moldeada en forma de cubeta , están incorporadas en la polimerización en el material compuesto, caracterizada porque las fibras , alineadas unidireccionalmente cerca de la superficie del lado posterior de la pieza moldeada en forma de cubeta e incorporadas en…
Dispositivo de cierre automático de cremallera para miembro de lámina y método para producir un producto laminar.
(15/11/2017) Un dispositivo automático de cremallera para un miembro de lámina (S), para la unión conjunta de ambas partes de extremo del miembro de lámina (S) enrollado alrededor de la periferia de un tambor de moldeo (D) mientras se mueven las porciones de extremo de unión, que comprende:
medios de arrastre (15 ) para arrastrar un par de miembros de lámina (S) hacia el dispositivo ;
un par de medios de morder que se hacen girar y son accionados, para morder entre los dientes (10b) que engranan entre sí y que unen las porciones de extremo de unión del miembro de lámina (S) arrastrado hacia el dispositivo ; y
medios de sujeción (13, 13a, 13b, 16, 15 , 15 , 15 ) para la sujeción…
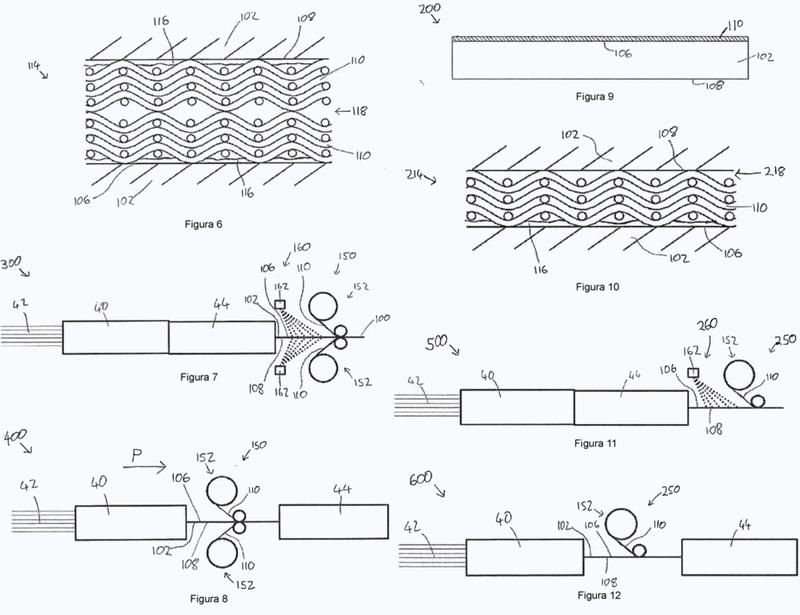
(31/08/2016). Ver ilustración. Solicitante/s: VESTAS WIND SYSTEMS A/S. Inventor/es: SMITH,Jonathan.
Procedimiento de pultrusión para fabricar una tira para una estructura de refuerzo alargada de una pala de turbina eólica, comprendiendo el procedimiento:
extraer fibras y resina a través de una hilera de pultrusión en una dirección de procedimiento (P) para formar una tira ; caracterizado por
aplicar una capa promotora de infusión a una superficie de la tira aguas abajo de la hilera en la dirección de procedimiento.
PDF original: ES-2645846_T3.pdf
PROCEDIMIENTO DE FABRICACIÓN DE UN MATERIAL COMPUESTO EN EL QUE AL MENOS SE COLOCA UN HILO RETORCIDO Y EL MATERIAL COMPUESTO QUE SE OBTIENE DE ESTE MODO.
(07/02/2012) Procedimiento de fabricación de un material compuesto en el que se coloca al menos un hilo de refuerzo sobre una superficie, de acuerdo con una trayectoria que presenta al menos una zona curva sobre la superficie de colocación, en el que el hilo de refuerzo está unido a la superficie por medio de un aglomerante polimérico, que se caracteriza porque se aplica una torsión al hilo de refuerzo, antes de su colocación, de tal modo que al menos se compensen las diferencias de longitud que presentan las trayectorias de los extremos del hilo a ambos lados de su anchura, medida de manera paralela a la superficie de colocación
PROCEDIMIENTO Y APARATO PARA EXTRUSION INVERSA.
(16/04/2000) UN METODO PARA LA PRODUCCION DE UN PRODUCTO POR PULTRUSION DE SECCION TRANSVERSAL VARIABLE MEDIANTE LA UTILIZACION DE UNA MATRIZ DE PULTRUSION DE TEMPERATURA CONTROLABLE ESPECIALMENTE ADAPTADA QUE CONSISTE EN ESTIRAR LAS FIBRAS DE REFUERZO QUE HAN SIDO IMPREGNADAS CON UNA COMPOSICION DE RESINA POLIMERICA TERMOENDURECIBLE CURABLE CON CALOR A TRAVES DE LA MATRIZ DE TEMPERATURA CONTROLABLE , CALENTAR LA MATRIZ DE TEMPERATURA CONTROLABLE A UNA TEMPERATURA SUFICIENTE COMO PARA QUE SE CURE LA RESINA TERMOENDURECIBLE, ENFRIAR LA MATRIZ DE TEMPERATURA CONTROLABLE A UNA TEMPERATURA LO SUFICIENTEMENTE BAJA PARA EVITAR CUALQUIER CURACION SIGNIFICATIVA DE LA RESINA TERMOENDURECIBLE QUE PASA A TRAVES DE LA MATRIZ DE PULTRUSION , ESTIRAR EL MATERIAL CURADO Y UN TROZO PREDETERMINADO DEL MATERIAL NO CURADO QUE SALE DE…
{kind=link}