CIP-2021 : B29C 70/46 : con moldes enfrentados, p. ej. para deformar compuestos de moldeo en láminas [SMC] o preimpregnados [prepegs].
CIP-2021 › B › B29 › B29C › B29C 70/00 › B29C 70/46[5] › con moldes enfrentados, p. ej. para deformar compuestos de moldeo en láminas [SMC] o preimpregnados [prepegs].
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones.
B29C 70/46 · · · · · con moldes enfrentados, p. ej. para deformar compuestos de moldeo en láminas [SMC] o preimpregnados [prepegs].
CIP2021: Invenciones publicadas en esta sección.
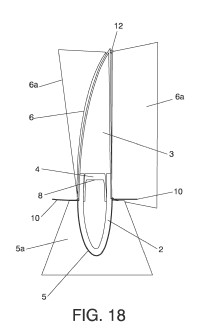
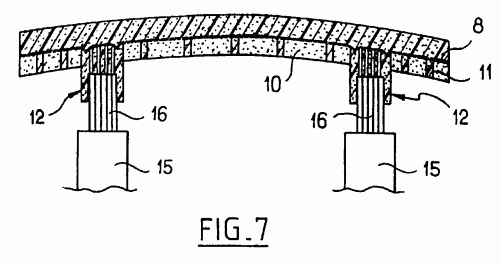
PROCEDIMIENTO PARA LA FABRICACIÓN DE PALAS EÓLICAS, PALAS PARA HÉLICES, ALAS O ESTRUCTURAS SIMILARES Y ESTRUCTURA EN FORMA DE PALA OBTENIDA MEDIANTE DICHO PROCEDIMIENTO.
(21/09/2012) Procedimiento para la fabricación de palas eólicas, palas para hélices, alas o estructuras similares, y estructura en forma de pala obtenida mediante dicho procedimiento, que comprende:
- utilización de molde hembra del borde de ataque , molde hembra del borde de salida , y tercer molde para útil macho de composite como molde perdido para fabricar, al menos, un larguero interno;
- agente desmoldante y barniz protector exterior aplicado en caras interiores con robot o máquina de control numérico;
- aplicación de prepreg en capas superpuestas;
- cobertura de prepreg con un film de vacío, y conexión a bomba, para extracción de aire entre las capas de prepreg;
- encaje de los moldes y posicionado de las piezas con los laminados de prepreg;
- aplicación de presión y curva térmica para proceso de curado…
PROCEDIMIENTO PARA LA FABRICACIÓN DE PALAS EÓLICAS, PALAS PARA HÉLICES, ALAS O ESTRUCTURAS SIMILARES Y ESTRUCTURA EN FORMA DE PALA OBTENIDA MEDIANTE DICHO PROCEDIMIENTO.
(30/08/2012). Ver ilustración. Solicitante/s: GARCIA CASTRO, Francisco Javier. Inventor/es: MANSO GARCIA,JUAN JOSE, GARCIA CASTRO,Francisco Javier.
Procedimiento para la fabricación de palas eólicas, palas para hélices, alas o estructuras similares, y estructura en forma de pala obtenida mediante dicho procedimiento, que comprende: - utilización de molde hembra del borde de ataque , molde hembra del borde de salida , y tercer molde para útil macho de composite como molde perdido para fabricar, al menos, un larguero interno; agente desmoldante y barniz protector exterior aplicado en caras interiores con robot o máquina de control numérico; aplicación de prepreg en capas superpuestas; - cobertura de prepreg con un film de vacio, y conexión a bomba, para extracción de aire entre las capas de prepreg; - encaje de los moldes y posicionado de las piezas con los laminados de prepreg; - aplicación de presión y curva térmica para proceso de curado o polimerización del conjunto de las piezas en una única fase o golpe.
Procedimiento para la fabricación de una pieza compuesta.
(18/07/2012) Procedimiento para la fabricación de una pieza compuesta que comprende una primera capa, por lo menos unacapa de fibra impregnada con resina adyacente a la primera capa y por lo menos otra capa adyacente a la capa defibra a base de una espuma de poliolefina de células cerradas reticulada, con las siguientes etapas deprocedimiento:
i) Incorporación de la primera capa, la capa de fibra impregnada con resina y la capa de espuma depoliolefina en una prensa de moldeo calefactable, no habiendo terminado todavía el curado de la resina en lacapa de fibra;
ii) compactación de las capas incorporadas en la etapa i) bajo una presión de >5 bar (0,5 MPa) y a unatemperatura de la pared de la prensa de moldeo entre 50 ºC y 120 ºC, aplastándose la espuma de poliolefinamenos del 15 % de su espesor inicial, curándose la resina y pegándose…
Herramienta de estampado para piezas termoplásticas y procedimiento.
(12/06/2012) La herramienta para fabricar por estampación una pieza a base de material termoplástico a partir de un troquel macho de dicho material, que comprende una matriz hueca delimitada por un fondo , las paredes laterales (21 a, 21 b, 21 c) y una abertura opuesta al fondo, así como un troquel macho en relieve destinado a cooperar con la matriz a través de la abertura , caracterizado porque comprende al menos un elemento móvil apto para crear en la matriz o el troquel macho al menos un rebaje que está destinado a ser obturado durante la cooperación de la matriz y del troquel macho.
Preimpregnado, material intermedio para moldeado de FRP, y procedimientos de producción para el mismo, y procedimientos de producción para material compuesto reforzado con fibras.
(30/05/2012) Un preimpregnado que comprende un sustrato de fibra de refuerzo en forma de lámina que contiene fibra de refuerzo, y una resina matriz , en el que con dicha resina matriz se impregna dicho sustrato de fibra de refuerzo en forma de lámina y también se cubre una superficie de dicho sustrato de fibra de refuerzo en forma de lámina, y un grado de impregnación de resina se encuentra dentro de un intervalo del 35% al 95%,
en el que, si las fibras de refuerzo están alineadas de forma unidireccional, el grado de impregnación se representa mediante la fórmula que se muestra a continuación
grado de impregnación de resina ≥ a/t1 x 100 (%)
en la que:
t1 es el espesor medio del sustrato de fibra de refuerzo…
(13/03/2012) Un material multicapa de moldeo que forma una preimpregnación preformada adaptado para su uso en múltiples capas, comprendiendo dicho material multicapa de moldeo una capa de material de resina, caracterizado porque la capa de material de resina comprende una primera capa fibrosa unida a la superficie superior del mismo y una segunda capa fibrosa unida a la superficie inferior del mismo poniendo en contacto la capa de resina y las respectivas capas fibrosas, con lo cual las superficies exteriores del material de moldeo están libres de resina y secas al tacto para permitir que el aire atrapado salga de dicho material multicapa de moldeo durante el tratamiento de dicho material.
ARTÍCULOS DE MATERIAL COMPUESTO PARA USAR EN COCCIÓN.
(29/08/2011) Un artículo que comprende una estructura de un material compuesto que comprende una tela de un polímero orgánico termoplástico impregnada con un polímero curado, resistente al calor consistente en goma de silicona, donde la estructura de material compuesto tiene suficiente rigidez para ser autoportante y es dimensionalmente estable hasta una temperatura de al menos 195 °C, y donde la estructura de material compuesto define una bandeja sustancialmente plana que comprende al menos una depresión que define un compartimiento operativo para contener y dar forma a un trozo de masa durante un proceso de horneado de la masa, donde la estructura de material compuesto tiene una estructura calada que delimita al menos un 25% de espacio vacío
METODO DE FABRICACION DE UN PANEL DE GEOMETRIA COMPLEJA EN MATERIAL COMPUESTO PREIMPREGNADO.
(14/03/2011) Método de fabricación de un panel de geometría compleja en material compuesto preimpregnado.El método comprende: una primera etapa en la que se extienden las capas del preimpregnado sobre un molde que tiene unas cavidades correspondientes a los relieves del panel de geometría compleja a obtener, presentando el preimpregnado unas líneas de discontinuidad en las capas del preimpregnado en un entorno de los relieves ; una segunda etapa en la que el apilado se conforma por aplicación de un ciclo de presión y temperatura; y una tercera etapa de acabado del panel a obtener que comprende el curado del preimpregnado
PRODUCTO MULTICAPAS FABRICADO DE UN SUSTRATO Y, A CADA LADO, AL MENOS UNA CAPA DE RECUBRIMIENTO; PROCEDIMIENTO DE FABRICACION DE UN PRODUCTO MULTICAPAS Y UN PRODUCTO MULTICAPAS PINTADO Y PROCEDIMIENTO DE PINTADO DE UN PRODUCTO MULTICAPAS.
(12/11/2009). Solicitante/s: B.I. GROUP PLC. Inventor/es: BIRRELL,MICHAEL IAN.
Un producto multicapas fabricado de un sustrato y, a cada, al menos una capa de recubrimiento, que cubre total o parcialmente el sustrato, siendo el sustrato un producto termoplástico reforzado con fibra, estando las fibras distribuidas aleatoriamente y con una densidad inferior a 1,2 gramos por cm 3 , preferiblemente inferior a 1,0 gramos por cm 3 y siendo la capa de recubrimiento un producto termoplástico reforzado con fibra larga o continua, estando las fibras orientadas aproximadamente paralelas entre sí dentro de cada capa equilibrada.
PROCEDIMIENTO PARA FABRICAR UN ARTICULO TRIDIMENSIONAL QUE TIENE UNA ESTRUCTURA DE INTERCALADO.
(16/04/2007). Solicitante/s: DE GROOT, MARTIN T. Inventor/es: DE GROOT, MARTIN T.
Método para producir un artículo tridimensional que tiene una estructu- ra de intercalado, que comprende un paso de deformación de un montaje princi- palmente plano de una espuma termoplástica y al menos una capa de cubierta de un material sintético termoplástico reforzado hasta un artículo tridimensional, ca- racterizado porque la espuma de la capa de núcleo es anisotrópica y porque los materiales de partida están seleccionados de una manera tal que la temperatura de transisión vítrea del material de partida de la capa de núcleo es más alta que la temperatura de transición vítrea del material sintético de la capa de cubierta.
PROCEDIMIENTO PARA LA COLOCACION DE LOS ELEMENTOS INTEGRANTES DE UN PANEL AUTORRIGIDIZADO A BASE DE UN MATERIAL COMPUESTO PREIMPREGNADO.
(16/04/2007) Procedimiento para la colocación en posición de los elementos integrantes de un panel autorigidizante a base de un material compuesto preimpregnado, del tipo constituido por una lámina de base sobre una de las caras de la cual son aplicados y dispuestos unos al lado de otros unos elementos de rigidación en forma de U cuyas ramas de enlace entre las ramas laterales de la U quedan aplicadas contra dicha lámina, con interposición, entre las ramas enfrentadas de cada dos elementos de rigidación adyacentes, de una estructura de interposición comúnmente denominada clavo , completada por una cabeza de clavo constituida por un cordón de resina de relleno, caracterizado por las…
PROCEDIMIENTO PARA LA CONFORMACION POR ESTAMPACION EN CALIENTE DE PIEZAS A BASE DE LAMINAS COMPLEJAS DE MATERIAL COMPUESTO Y UTILLAJE PARA SU PUESTA EN PRACTICA.
(16/03/2007) Procedimiento para la conformación por estampación en caliente de piezas a partir de láminas complejas constituidas por un elemento monobloque que presente varias partes de espesor relativamente delgado dispuestas sobre diferentes planos secantes, a partir de una lámina constituida por al menos una capa de fibras preimpregnadas con una resina termoplástica, en el que la indicada lámina previamente calentada es conformada en un conjunto que comprende un punzón y una matriz , caracterizado porque: - en una primera etapa del movimiento de descenso del punzón hacia el interior de la matriz, la parte de la indicada lámina destinada a constituir el fondo o elemento análoga de la pieza que…
PROCEDIMIENTO PARA LA FABRICACION DE SUSTRATOS CON FORMA TRIDIMENSIONAL PARA LA ATENUACUION DEL SONIDO.
(01/03/2007) Procedimiento para producir un material compuesto acústico tridimensional que comprende las etapas de mezclar una resina de poliuretano de dos componentes que comprende una mezcla de polioles y un isocianato o un prepolímero, aplicar la resina a un primer lado o a un primer y segundo lados de un sustrato seleccionado del grupo que consiste en esteras de fibras naturales, esteras de fibra sintética, almohadillas de lana regenerada y mezclas de las mismas, transferir el sustrato recubierto de resina a una herramienta de conformado en caliente, opcionalmente colocar una lámina de papel con estructura de panal sobre un segundo lado del sustrato o debajo del sustrato recubierto de resina antes de moldear el sustrato recubierto de resina, moldear el sustrato recubierto de resina dando un material compuesto tridimensional,…
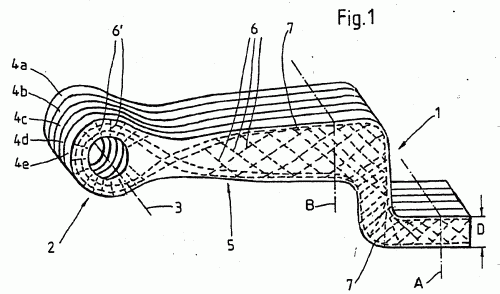
PIEZA EN CONSTRUCCION ESTIRADA DE UN MATERIAL COMPUESTO DE FIBRA Y PLASTICO.
(01/12/2006). Ver ilustración. Solicitante/s: BPW BERGISCHE ACHSEN KOMMANDITGESELLSCHAFT. Inventor/es: SCHURMANN, HELMUT.
Pieza en construcción estirada y con un ojo articulado conformado en la misma, estando compuesta la pieza por placas apiladas (4a, 4b, 4c, 4d, 4e, 4f), esencialmente paralelas entre sí, de un material compuesto de fibra y plástico, caracterizada porque los planos de separación se extienden entre las placas (4a, 4b, 4c, 4d, 4e, 4f) ortogonalmente al eje del ojo articulado.
PROCEDIMIENTO PARA LA FABRICACION DE TUBERIAS COMPUESTAS ESPECIALMENTE DE ACONDICIONAMIENTO DE AIRE Y TUBERIAS ASI OBTENIDAS.
(01/11/2006) Procedimiento para la fabricación de tuberías compuestas, especialmente para instalaciones de aire acondicionado, a partir de una estructura de fibras minerales u orgánicas, naturales o artificiales, en el que se impregna esta estructura de fibras con una resina apropiada y, después de su conformación en o sobre un molde, se eleva la temperatura y, eventualmente, la presión con objeto de determinar la polimerización de la indicada resina, efectuándose en el curso de este procedimiento la realización de la estanqueidad de la pieza conformada, caracterizado porque - se utiliza una estructura de fibras constituida por una sola capa de una mada superficial de al menos 400…
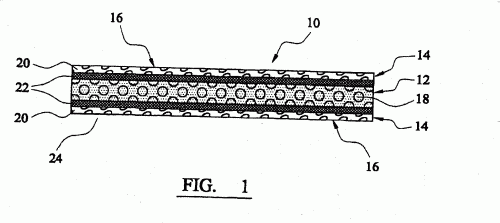
MATERIAL DE MOLDEO CON ESTRUCTURA DE VENTILACION PARA GASES ATRAPADOS.
(16/06/2006). Ver ilustración. Solicitante/s: STRUCTURAL POLYMER SYSTEMS LTD. Inventor/es: JONES, DANIEL, THOMAS.
Un material de moldeo multicapa preformado que comprende: una capa de material fibroso de refuerzo, y una capa de material de resina de refuerzo, la inherente pegajosidad de la capa de resina de refuerzo manteniendo el material fibroso de refuerzo en su sitio, estando el material de refuerzo, al menos en parte, seco con respecto a la resina de refuerzo, caracterizado porque dicho material de resina de refuerzo comprende una primera estructura de ventilación con canales de ventilación para conducir gases en sentidos paralelos al plano de la capa de refuerzo y perpendiculares al mismo para permitir que los gases escapen del material de moldeo por la capa de refuerzo durante el procesado para evitar el atrapamiento de gases.
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA DE MATERIAL PLASTICO REFORZADA Y MOLDE.
(16/03/2006) Procedimiento de fabricación, a partir de una napa conformable en molde positivo , de una pieza de material plástico reforzada, en particular una pieza estructural de vehículo automóvil, por medio de un molde que comprende una primera y una segunda partes , móviles una con respecto a la otra, caracterizado porque comprende las etapas siguientes: - depositar la napa sobre la primera parte del molde abierto, constituyendo la primera parte un punzón con, en la parte superior, un rehundido , de tal manera que la pieza obtenida presente en sección transversal una forma general de U, presentando la base de la U un hueco cuya cavidad está…
PRODUCTO EN FORMA DE LAMINA COMPUESTO DE UNA MEZCLA RESINOSA TERMOENDURECIBLE Y FIBRAS DE CARBONO, Y PROCEDIMIENTO PARA FABRICARLO.
(16/05/2005). Solicitante/s: DSM N.V.. Inventor/es: VAN DIJK, HANS, KLAAS, HORNMAN, HANS, HUBERTUS, HENRICUS, VAN VOORST, BASTIAAN, DIJKINK, PETER.
Un producto en forma de lámina, procesable por medio de moldeo por deformación plástica bajo presión, que comprende fibras de carbono y una mezcla resinosa termoendurecible basada en una resina curable por radicales como matriz, caracterizado porque las fibras de carbono están presentes en forma de mallas que consisten sustancialmente en fibras con longitudes mayores que 1 cm, siendo el porcentaje en volumen de las fibras de carbono respecto a la resina menor que 70%, siendo las fibras de carbono en la malla capaces de moverse libremente unas respecto a otras cuando el producto en forma de lámina es sometido a una presión en un molde de entre 20 y 200 105.
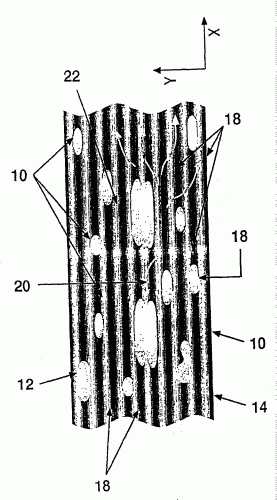
COMPUESTO DE MOLDEO EN LAMINAS (SMC) CON ESTRUCTURA DE VENTILACION PARA GASES ATRAPADOS.
(01/04/2005). Ver ilustración. Solicitante/s: STRUCTURAL POLYMER SYSTEMS LTD. Inventor/es: JONES, DANIEL, THOMAS, NESS, DEREK SIMON RICHARD.
Material de moldeo que comprende: una capa de núcleo que comprende un material de resina de núcleo y un material de relleno, y una capa de refuerzo proporcionada en al menos una superficie de dicha capa de núcleo, comprendiendo la capa de refuerzo un material de resina de refuerzo y un material de refuerzo fibroso, caracterizado porque la capa de refuerzo comprende además una estructura de ventilación que deja que los gases salgan del material de moldeo a través de la capa de refuerzo durante el procesado del material de moldeo, y las propiedades de flujo de los materiales de resina respectivos son diferentes durante el procesado del material de moldeo, de manera que se impide que el relleno emerja a la superficie del material de moldeo durante el procesado del material de moldeo.
PROCEDIMIENTO PARA FABRICAR MATERIAL DE FIBRAS NATURALES UNIDAS TERMOPLASTICAMENTE DE FORMA COLABLE Y GRANULADA.
(01/11/2004). Solicitante/s: MILLER PLAST GMBH. Inventor/es: BECKMANN, FRIEDHELM.
Procedimiento para fabricar material de fibras naturales unidas termoplásticamente de forma colable y granulada en el que las fibras naturales se mezclan de manera homogénea con un material termoplástico filiforme, caracterizado porque la mezcla se lleva a una forma de estera plana y mediante alimentación de energía se calienta hasta la temperatura de fusión o de ablandamiento del material termoplástico, de modo que aparece una unión entre las fibras naturales y el material termoplástico, y la mezcla solidificada después de enfriar se corta y/o reduce hasta el tamaño deseado.
REVESTIMIENTO INTERIOR PARA UN AUTOMOVIL, QUE PRESENTA UN ELEMENTO CALEFACTOR INTEGRADO.
(16/10/2004). Ver ilustración. Solicitante/s: LISA DRAXLMAIER GMBH. Inventor/es: DRAXLMAIER, FRITZ, EHRENBERGER, BERND.
Revestimiento interior para un automóvil, que está moldeado por prensado y endurecimiento de una matriz de plástico, estando incorporado al revestimiento interior, al menos en una zona superficial parcial, un elemento plano de calefacción, deformable tridimensionalmente.
UNA DISPOSICION PERFECCIONADA APLICABLE AL ACABADO DE ELEMENTOS PARA COCINA, BAÑO Y SIMILARES.
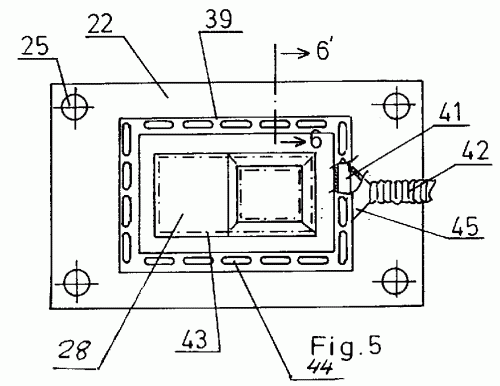
(01/07/2002). Ver ilustración. Solicitante/s: SUBIRANA JULIA,SALVADOR.
"Una disposición perfeccionada aplicable al acabado de elementos para cocina, baño y similares". La disposición objeto de la presente invención se materializa concretamente en el semi-molde superior, el cual ha visto totalmente modificado su perímetro para que el mismo albergue una canalización formada por un conducto preferentemente de sección cuadrada o rectangular, en una de cuyas bases se han previsto una serie de taladros longitudinales que rodean la totalidad del perímetro de dicho semi-molde, estableciéndose en un punto de dicha canalización una adaptación a una manguera o similar que permite la aspiración del aire que se capta a través de dichos taladros longitudinales y que se canaliza posteriormente hacia el exterior.
PROCEDIMIENTO PARA REALIZAR UNA PIEZA DE MATERIAL TERMOPLASTICO REFORZADA, VIGA DE PARACHOQUES Y PARACHOQUES QUE COMPRENDE DICHA VIGA.
(16/01/2002). Ver ilustración. Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Inventor/es: ROUSSEL, THIERRY, UYTTERHAEGHE, LUC, DUBOIN, FRANCOIS, MATOS, EMMANUEL.
PROCEDIMIENTO PARA REALIZAR UNA PIEZA DE MATERIAL TERMOPLASTICO REFORZADA POR UNA HOJA DE REFUERZO QUE APARECE EN UNA DE LAS CARAS DE DICHA PIEZA, CARACTERIZADO POR EL HECHO DE QUE CONSISTE EN: CIPAL QUE DEFINE LA FORMA GENERAL DE LA PIEZA Y UNAS CAVIDADES SECUNDARIAS QUE DESEMBOCAN EN UNA PARED DE LA CAVIDAD PRINCIPAL Y QUE DEFINEN EXCRECENCIAS EN VOLADIZO SOBRE UNA DE LAS CARAS DE LA PIEZA. HOJA DE REFUERZO CONSTITUIDA POR UN TEJIDO O UN NO TEJIDO DE FIBRAS DE REFUERZO MEZCLADAS CON MATERIAL TERMOPLASTICO, CONTRA DICHA PARED DE LA CAVIDAD PRINCIPAL, OBTURANDO LA HOJA DE REFUERZO LA EMBOCADURA DE LAS CAVIDADES SECUNDARIAS, CIR EN EL MOLDE UN MATERIAL TERMOPLASTICO EVENTUALMENTE CARGADO DE FIBRAS EN LA CAVIDAD PRINCIPAL DEL MOLDE, DEL LADO DE LA HOJA DE REFUERZO OPUESTO A LAS CAVIDADES SECUNDARIAS, EN CANTIDAD SUFICIENTE PARA LLENAR LA CAVIDAD PRINCIPAL Y LAS CAVIDADES SECUNDARIAS, RINCIPAL Y DE LAS CAVIDADES SECUNDARIAS,.
UNOS PERFECCIONAMIENTOS EN EL PROCEDIMIENTO DE MOLDEO DE ELEMENTOS PARA COCINA, BAÑO Y SIMILARES.
(01/09/2001). Solicitante/s: S. SUBIRANA, S.A. Inventor/es: SUBIRA JULIA,SALVADOR.
"Unos perfeccionamientos en el procedimiento de moldeo de elementos para cocina, baño y similares". De acuerdo con estos perfeccionamientos, se invierte en primer lugar la colocación en la prensa de las dos partes integrantes del molde, tal y como nos remitimos a la patente nº 9414703, montando sobre el plato inferior de la prensa que permanece inmóvil la parte del molde correspondiente a la cara vista, mientras que el punzón o parte del molde correspondiente que no debe presentar dicho acabado, se monta sobre el plato superior móvil de la prensa.
PIEZA MOLDEADA Y FABRICACION DE LA MISMA.
(01/02/2001) LA PRESENTE INVENCION SE REFIERE A UNA PIEZA MOLDEADA PARA UTILIZAR, POR EJEMPLO, EN EL REVESTIMIENTO INTERNO DE VEHICULOS Y QUE PRESENTA, EN LA SUPERFICIE SUPERIOR DE LA CAPA DE APOYO , QUE SE COMPRIME Y SE REALIZA CON FIBRAS NATURALES UNIDAS ENTRE SI POR MEDIO DE UN AGENTE AGLUTINANTE, UNA CAPA DECORATIVA Y, EN LA SUPERFICIE INFERIOR, UNA CAPA DE OBTURACION , SOBRE LA QUE SE MOLDEAN ELEMENTOS FUNCIONALES EN FORMA DE CLIPS DE FIJACION Y REBORDES DE REFUERZO . LA PIEZA MOLDEADA SE REALIZA DE ACUERDO CON UN PROCEDIMIENTO QUE CONSISTE EN COMPRIMIR UNA ESTERA DE FIBRA NATURAL QUE CONTIENE UN AGENTE AGLUTINANTE SOBRE UNA CAPA DE APOYO…
ARTICULO MOLDEADO INODORO PARA AISLAMIENTO ACUSTICO Y TERMICO Y PROCEDIMIENTO PARA SU FABRICACION.
(01/03/2000). Solicitante/s: RIETER AUTOMOTIVE (INTERNATIONAL) AG. Inventor/es: FREYER, HARALD, HAESEKER, WILLY.
EL PRESENTE PROCESO PARA LA ELABORACION DE UN CUERPO DE MOLDE POBRE DE OLOR A BASE DE VELLON DE FIBRA CON AMORTIGUACION SONORA Y TERMICA, TIENE PREVISTO LA RETICULACION REGULAR DEL CUERPO DE MOLDE, EN DONDE EL ESPACIO DE MOLDE SE CIERRA DE FORMA ESTANCA A LA PRESION CON UNA PRENSA CALENTABLE Y SE APLICA UN FLUIDO CALIENTE QUE ACTUA COMO SOPORTE TERMICO EN ESTE ESPACIO DE MOLDE. ESTE FLUIDO SE DEJA EN SU SITIO EN EL MOLDE DE PRESIONADO BAJO PRESION ELEVADA Y BAJO CONDICIONES ESTACIONARIAS HASTA QUE SE OBTIENE LA RETICULACION DESEADA. A CONTINUACION SE SOMETE EL FLUIDO DE NUEVO A PROCESO DE RELAJACION Y SE SACA DEL MOLDE DE PRESIONADO. CON PREFERENCIA SE UTILIZA COMO FLUIDO UN VAPOR DE AGUA SECO SATURADO. EL CUERPO DE MOLDE ELABORADO CON ESTE PROCESO SE CARACTERIZA POR UNA RETICULACION REGULAR Y POR LA AUSENCIA DE CONTENIDO DE AGLOMERANTE.
PROCESO DE FABRICACION DE PIEZAS COMPUESTAS POR MOLDEADO POR COMPRESION.
(16/10/1997). Solicitante/s: COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN-MICHELIN & CIE. Inventor/es: FINCK, FRANCOIS, VERNET, YVES, FOLLANFANT, JACQUES.
PROCESO DE FABRICACION DE PIEZAS COMPUESTAS SEGUN EL CUAL: SE PONE EN UN MOLDE DE TRANSFERENCIA FIBRAS CORTAS DE REFUERZO ; RESINA DE BAJA VISCOSIDAD; TEMPERATURA LLAMADA TEMPERATURA DE GELIFICACION, HASTA OBTENER UNA PREFORMA PASTOSA CUYA VISCOSIDAD ES APROPIADA PARA UN MOLDEADO POR COMPRESION; ); ESION LLEVADO A UNA TEMPERATURA DE COMPRESION SUPERIOR A LA TEMPERATURA DE GELIFICACION; PRESION DE LA PREFORMA PASTOSA ; REFORMA PASTOSA A AL MENOS UNA TEMPERATURA SUPERIOR O IGUAL A DICHA TEMPERATURA DE COMPRESION.
PROCEDIMIENTO PARA FORMAR UNA ESTRUCTURA COMPUESTA DE POLIMERO TERMOPLASTICO Y DE UN COMPUESTO DE MOLDEO DE LAMINA.
(16/06/1995). Solicitante/s: E.I. DU PONT DE NEMOURS AND COMPANY AVERY INTERNATIONAL CORPORATION. Inventor/es: ROHRBACHER, FRANK, SPAIN, PATRICK L., FAHLSING, ROGER A.
UN PROCEDIMIENTO PARA CONSTRUIR UNA ESTRUCTURA COMPUESTA RIGIDA CON UNA SUPERFICIE DE POLIMERO TERMOPLASTICO MEDIANTE: A. TERMOFORMADO DE UNA LAMINA DE POLIMERO TERMOPLASTICO EN UNA ESTRUCTURA TRIDIMENSIONAL; TENIENDO LA LAMINA UNA TEMPERATURA DE TRANSICION DE VIDRIO PRIMARIO DE POR LO MENOS 10 C MAS QUE LA TEMPERATURA DE MOLDEO DEL PASO C. B. COLOCACION DE LA ESTRUCTURA TERMOFORMADA Y UNA CARGA DE COMPUESTO DE HOJA DE MOLDEO (SMC) EN UN MOLDE Y C. CALENTAMIENTO DE LA CARGA Y LA ESTRUCTURA TERMOFORMADA BAJO PRESION EN EL MOLDE PARA CURAR EL SMC Y PARA QUE EL MISMO SE ADHIERA A LA ESTRUCTURA TERMOFORMADA, DONDE LA TEMPERATURA DE MOLDEO ES DE POR LO MENOS 10 C MENOS QUE LA TEMPERATURA DE TRANSICION DEL VIDRIO DE LA HOJA DE POLIMERO TERMOPLASTICO; LA ESTRUCTURA COMPUESTA RESULTANTE QUE PUEDE TERMINARSE CON UNA PINTURA O UNA CAPA DE REVESTIMIENTO CLARO Y UN REVESTIMIENTO DE COLOR, TAMBIEN FORMA PARTE DE LA PRESENTE INVENCION.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}