CIP-2021 : B21C 25/02 : Matrices.
CIP-2021 › B › B21 › B21C › B21C 25/00 › B21C 25/02[1] › Matrices.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21C 23/00 hasta B21C 35/00: Extrusión
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 25/00 Herramientas para perfilar por extrusión del metal.
B21C 25/02 · Matrices.
CIP2021: Invenciones publicadas en esta sección.
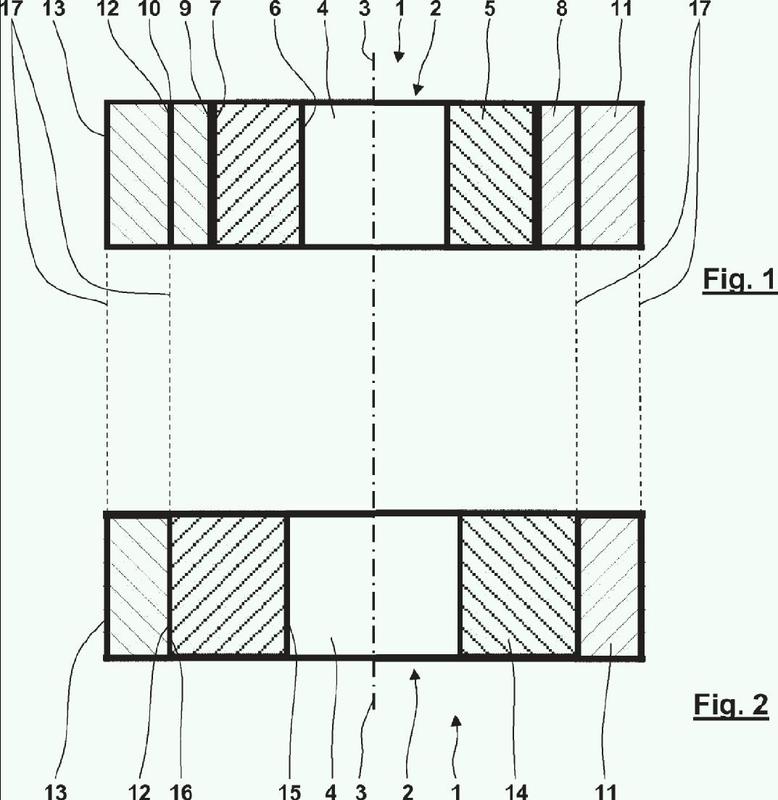
Juego de módulos de matriz para herramientas de prensado para la fabricación de tornillos.
(09/03/2016). Ver ilustración. Solicitante/s: KAMAX Holding GmbH & Co. KG. Inventor/es: GENSERT,HILMAR.
Juego de módulos de matriz para una herramienta de prensado, con dos núcleos diferentes y dos anillos de refuerzo diferentes, que están realizados de forma adaptada uno a otro de tal manera que a partir de ellos puede ensamblarse una primera matriz con un núcleo y con los anillos de refuerzo o como alternativa una segunda matriz con el otro núcleo y con solo uno de los anillos de refuerzo.
PDF original: ES-2609286_T3.pdf
(18/09/2013) Una matriz de extrusión que comprende una cavidad de la matriz que tiene paredes opuestas quedefinen un primer y segundo resaltes , incluyendo cada resalte una porción plana delantera quese extiende en paralelo o sustancialmente en paralelo con la porción plana delantera del otro resalte yuna porción de puente posterior con una conicidad negativa que sigue a la porción plana delantera ,estando la porción de puente con conicidad negativa de un resalte axialmente desplazada con relacióna la otra porción de puente con conicidad negativa del otro resalte , caracterizada por que el primero y elsegundo resaltes son de diferentes longitudes de soporte.
HILERA DE EXTRUSION PARA TREFILAR.
(01/08/2006) Una hilera de extrusión para trefilar que consta de un cuerpo de hilera de trefilar que tiene una cavidad de la hilera de trefilar formada en la misma, delimitando el cuerpo de la hilera de trefilar una parte macho que se proyecta a una parte hembra, donde un borde anterior (18a) de una parte de la cavidad de la hilera de trefilar delimitado por la parte macho y un borde anterior (18b) de una parte opuesta de la cavidad de la hilera de trefilar delimitado por la parte hembra están fuera de alineamiento entre sí cuando la hilera de trefilar no está en uso, estando el borde anterior (18a) de la parte de la cavidad de la hilera de trefilar delimitado por la parte macho,…
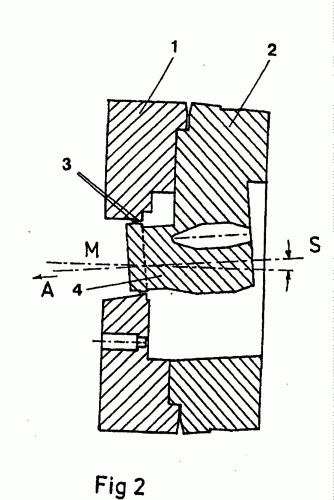
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PERFILES EXTRUIDOS CURVADOS.
(16/12/2004). Ver ilustración. Solicitante/s: WKW ERBSLIH AUTOMOTIVE GMBH. Inventor/es: KLEINER, MATTHIAS, ARENDES, DIETER, KLAUS, ALEXANDER.
Procedimiento para la fabricación de piezas de trabajo curvadas, en el que un perfil extruido abandona la matriz de una extrusora en dirección de salida de extrusión y, posteriormente, mediante el efecto de fuerzas externas se dobla en una curvatura, caracterizado porque, el perfil extruido al salir de la matriz , antes del doblado, se desvía de forma que la dirección de salida de extrusión (A) discurre de forma inclinada hacia delante opuesta a la posterior curvatura de la pieza de trabajo.
PROCEDIMIENTO PARA EL PRENSADO POR EXTRUSION DE UN PERFIL HUECO O CUERPO SIMILAR A PARTIR DE UN LINGOTE ASI COMO DISPOSITIVO PARA EL MISMO.
(01/11/2004). Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG. Inventor/es: AMES, ADOLF, WIMPNER, DIETHELM.
Procedimiento de extrusión para hacer perfiles huecos a partir de una barra que consiste en llevar un material en barra bajo presión dentro de la entrada central de la herramienta de moldeado y masa dúctil a través de unos canales. El procedimiento de extrusión produce un perfile hueco o un cuerpo similar a partir de una barra tomada a través de un orificio y llevada a la sección transversal de moldeado de una herramienta de moldeado por una prensa cortadora. El material en barra es llevado a presión dentro de la entrada central de la herramienta de moldeado. La masa dúctil así producida es llevada fuera formando un ángulo con la dirección de prensado a través de varios canales hacia la sección transversal de moldeado.
MOLDE DE EXTRUSION Y METODO DE MOLDEO.
(16/12/2003) BOQUILLA DE EXTRUSION . TIENE EL CUERPO DE UNA BOQUILLA CON UNA CARA CONTRACORRIENTE Y OTRA CARA A FAVOR DE LA CORRIENTE CON UNA PLANTILLA DE EXTRUSION QUE PASA A TRAVES DEL CUERPO DE LA BOQUILLA DE LA CARA CONTRACORRIENTE HACIA LA CARA A FAVOR DE LA CORRIENTE . LAS PAREDES DE LA PLANTILLA DE EXTRUSION SON EL SOPORTE DE LA BOQUILLA . EN LA CARA CONTRACORRIENTE DE LA BOQUILLA HAY UNA CAMARA CON PAREDES LATERALES CONICAS QUE RODEA LA PLANTILLA DE EXTRUSION . LA CONFIGURACION DE LA CAMARA MEJORA EL FLUJO DE MATERIAL A TRAVES DE LA BOQUILLA Y DEPENDE DE LA CONFIGURACION DE LA PLANTILLA DE EXTRUSION . LA ANCHURA DE LA CAMARA …
MEJORAS EN LA FABRICACION DE HILERAS DE EXTRUSION O RELATIVAS A LA MISMA.
(16/06/2003) UN TROQUEL DE EXTRUSION COMPRENDE UNA CAVIDAD DE TROQUELADO QUE TIENE UNA FORMA CORRESPONDIENTE A LA FORMA DE LA SECCION TRANSVERSAL DE LA EXTRUSION REQUERIDA, Y UNA CAMARA DE PREFORMADO EN COMUNICACION CON LA CAVIDAD DE TROQUELADO , SIENDO LA CAMARA DE PREFORMADO DE FORMA GENERALMENTE SIMILAR A LA CAVIDAD DE TROQUELADO PERO DE MAYOR AREA DE SECCION TRANSVERSAL, DE MODO QUE ZONAS DE LA CAMARA DE PREFORMADO SE COMUNIQUEN CON ZONAS CORRESPONDIENTES RESPECTIVAS DE LA CAVIDAD DE TROQUELADO . CADA ZONA DE LA CAMARA DE PREFORMADO TIENE UNA LONGITUD DE APOYO QUE ESTA DETERMINADA EN RELACION CON SUS DIMENSIONES Y POSICION DE TAL MANERA QUE, EN USO, SE FUERZA EL MATERIAL DE EXTRUSION QUE PASA POR CADA ZONA DE LA CAMARA DE PREFORMADO A MOVERSE A UNA VELOCIDAD TAL QUE EL MATERIAL PASE POR TODAS LAS ZONAS DE LA CAVIDAD DE TROQUELADO…
HERRAMIENTA DE EXTRUSION, ASI COMO PROCEDIMIENTO PARA SU FABRICACION.
(01/05/2003). Solicitante/s: WEFA WERKZEUGFABRIK SINGEN GMBH. Inventor/es: MAIER, BRUNO.
Herramienta de extrusión, en particular matriz de extrusión a modo de disco, con por lo menos una perforación para conformación con el fin de extrudir un metal tal como aluminio o una aleación de aluminio, a base de un material de acero provisto de un revestimiento superficial, cuyo material para revestimiento se selecciona entre el conjunto que consta de los carburos, nitruros, boruros, óxidos y combinaciones de estos materiales, siendo aplicado el material de revestimiento mediante un procedimiento de deposición por CVD sobre la herramienta de extrusión, caracterizada porque el material de base de la herramienta de extrusión es un acero para trabajos en caliente con escasa deformación, y porque el material de acero, a continuación de haber sido revestido, es endurecido, estando situada la.
(16/04/1998). Solicitante/s: DANFOSS A/S. Inventor/es: GR NB K, JENS.
EN UNA HERRAMIENTA DE FORMACION QUE TIENE UN TROQUEL DE ACERO, ESPECIALMENTE MATERIAL DURO SINTERIZADO, Y UN ANILLO DE PRETENSIONADO QUE RODEA EL TROQUEL , PARA EVITAR LA FORMACION DE FRACTURAS U OTRAS FISURAS EN LA REGION DE LAS SECCIONES DE CRUCE, CRITICAS DEL TROQUEL EN DONDE SE CONCENTRA LA TENSION, EL ANILLO DE PRETENSIONADO SE CONSTRUYE DE MANERA QUE LA TENSION RADIAL EJERCIDA POR EL MISMO SOBRE EL TROQUEL EN LA REGION DE TRANSICION DESDE UNA A LA OTRA DE LAS DOS CARAS INTERIORES CONVERGENTES DEL TROQUEL QUE JUNTAS FORMAN UN ANGULO INTERIOR INFERIOR A 180 (GRADOS) , SEA MENOR EN LAS REGIONES ADYACENTES A LA TRANSICION.
TROQUEL DE MOLDEO POR INYECCION PARA MATERIALES METALICOS.
(16/10/1994). Solicitante/s: SANKYO ALUMINIUM INDUSTRY COMPANY LIMITED. Inventor/es: TANAKA, TAKESHI, OKI, YOSHINARI, TUNO, RYOJI, YOSHIDA, YOSHIHIRO.
TROQUEL DE MOLDEO POR INYECCION PARA MATERIALES METALICOS QUE CONSTA DE UN TROQUEL MACHO Y OTRO HEMBRA CON UNA CARA RECEPTORA DEL TOCHO (2C) DEL TROQUEL MACHO CON FORMA CONVEXA. ES POSIBLE REDUCIR LA FRECUENCIA DE FRACTURA DEL TROQUEL DE MOLDEO , DISMINUYENDO ASI EL ESFUERZO DE TRACCION APLICADO SOBRE EL TROQUEL MACHO EN EL MOMENTO DE LA EXTRUSION.
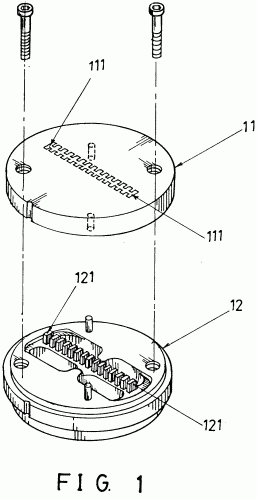
DISPOSITIVO PARA LA EXTRUSION DE REJILLAS DE ALUMINIO CON NERVIOS HUECOS.
(01/03/1994). Ver ilustración. Solicitante/s: LAI, CHING-MING.
DISPOSITIVO PARA LA EXTRUSION DE REJILLAS DE ALUMINIO CON NERVIOS HUECOS, CARACTERIZADO POR COMPRENDER UNA MATRIZ PRINCIPAL DOTADA DE UNA SERIE DE ORIFICIOS PASANTES INTERCONECTADOS ENTRE SI FORMANDO LA SALIDA DE EXTRUSION Y UNA MATRIZ SUPLEMENTARIA QUE TIENE UNA SERIE DE SALIENTES CADA UNO DE LOS CUALES SE ACOPLA EN UNO DE LOS ORIFICIOS MENCIONADOS PARA FORMAR UN INTERSTICIO PERIFERICO ENTRE CADA UNO DE DICHOS BLOQUES Y ORIFICIOS, PARA LA EXTRUSION POR EL MISMO DEL MATERIAL FORMANDO UNA PIEZA EN FORMA DE PANEL, DE TIPO HUECO, QUE TIENE UNA SERIE DE NERVIOS HUECOS ALARGADOS INTERCONECTADOS POR TIRAS DE CONEXION.
UNA MATRIZ DE EXTRUSION PARA METALES, PARTICULARMENTE ALUMINIO, MAGNESIO O SUS ALEACIONES.
(16/04/1988). Solicitante/s: ALCAN INTERNATIONAL LIMITED.
UNA MATRIZ DE EXTRUSION PARA METALES, PARTICULARMENTE ALUMINIO, MAGNESIO O SUS ALEACIONES, QUE TIENE UNA ABERTURA DE MATRIZ QUE ES CONICA EN ESENCIA NEGATIVAMENTE A TRAVES DE SU LONGITUD EN UN ANGULO TAL QUE ES DESPRECIABLE CUALQUIER ESFUERZO DE FRICCION ENTRE LAS MESETAS DE LA MATRIZ Y EL METAL QUE FLUYE A TRAVES DE ELLAS, SIENDO LA LONGITUD DE LAS MESETAS TAN PEQUEÑA QUE NO TIENE LUGAR DE MANERA SIGNIFICANTE SOBRE ELLAS EL ENSUCIAMIENTO O ATASCAMIENTO DURANTE LA EXTRUSION.
HILERA PARA EL HILADO EN CALIENTE.
(16/04/1987). Solicitante/s: COMMISSARIAT A L'ENERGIE ATOMIQUE.
HILERA PARA EL HILADO EN CALIENTE O EL EMPALME EN CALIENTE DE PERFILADOR DE ALEACION DE NIQUEL. CONSTA DE UN NUCLEO CENTRAL ZUNCHADO EN UNA MONTURA , EL CUAL TIENE LA FORMA DE UN TRONCO DE CONO RECTO QUE COMPRENDE UN CANAL AXIAL QUE DELIMITA AL MENOS EL CONO DE TRABAJO (B) Y LA LUZ CILINDRICA (C) DE LA HILERA; Y DE UNA MONTURA FORMADA POR DOS PIEZAS CONSTITUIDAS, RESPECTIVAMENTE, POR UNA VIROLA QUE DELIMITA AL MENOS EN PARTE EL CONO DE ENTRADA (A) DE LA HILERA, Y POR UN SOPORTE EN CONTACTO CON LA CARA DEL NUCLEO QUE CORRESPONDE A LA BASE MAYOR DEL TRONCO DE CONO, ESTANDO ENSAMBLADO EL CITADO SOPORTE CON LA VIROLA POR UN SISTEMA QUE PERMITE UN JUEGO ENTRE EL SOPORTE Y LA VIROLA.
PERFECCIONAMIENTOS EN MATRICES PARA LA OBTENCION DE PERFILES TUBULARES POR EXTRUSION.
(16/06/1986). Solicitante/s: INDUSTRIA AUXILIAR DE EXTRUSION,S.A.
MODIFICACIONES EN MATRICES PARA FORMAR PERFILES TUBULARES POR EXTRUSION. COMPRENDEN: UN CUERPO EXTERIOR (E), PRESENTA UNAS DIMENSIONES Y FORMAS EXTERIORES APTAS PARA SU ACOPLAMIENTO A LAS DISTINTAS PRENSAS DE EXTRUSION EN SERVICIO Y LLEVA TALLADO UNO O VARIOS ALOJAMIENTOS CIRCULARES DE DIAMETRO Y PROFUNDIDAD CONVENIENTEMENTE DIMENSIONADOS EN FUNCION DEL TAMAÑO DEL PERFIL QUE SE HA DE OBTENER; UN ANILLO (F), FORMADO POR UNA PIEZA CIRCULAR CUYO DIAMETRO EXTERIOR COINCIDE CON EL CORRESPONDIENTE DEL CUERPO (E) EN QUE SE ALOJA Y DOTADO CON UNA CARA ANTERIOR (D) MECANIZADA EN ANGULO Y QUE SOPORTA EL MANDRIL (G) Y CON UN ALOJAMIENTO (E) QUE SIRVE DE CAMARA DE AMASAMIENTO Y FORJA Y UN MANDRIL (G) QUE TIENE UNA PARTE POSTERIOR QUE SE ALOJA EN EL ANILLO (F).
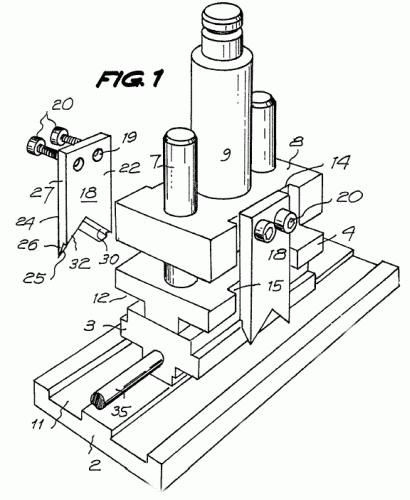
PERFECCIONAMIENTOS EN MATRICES PARA EL TROQUELADO LATERAL DE PERFILES HUECOS.
(01/05/1979). Ver ilustración. Solicitante/s: MARTIN BUENO,LUIS A.
Perfeccionamientos en matrices para el troquelado lateral de perfiles huecos, del tipo de los que comprenden una base fijable a una máquina para su accionamiento, provista de guías receptoras del perfil a troquelar en la posición de trabajo, y un carro portapunzones fijable al dipositivo de accionamiento de la máquina y provisto de punzones troqueladotes dispuestos para actuar sobre la zona prevista del perfil.
MATRIZ COMPUESTA PARA EXTRUSION HIDROSTATICA.
(16/12/1976). Solicitante/s: ALLMAANNA SVENSKA ELEKTRISKA AKTIEBOLAGET.
Resumen no disponible.
UNA HERRAMIENTA PARA GRANDES ESFUERZOS DE COMPRESION, EN PARTICULAR UNA MATRIZ DE PRENSA.
(01/05/1975). Solicitante/s: FRIED. KRUPP G. M. B. H..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}