Matriz de extrusión.
Una matriz de extrusión (10) que comprende una cavidad de la matriz (18) que tiene paredes opuestas quedefinen un primer y segundo resaltes (30,
32), incluyendo cada resalte (30, 32) una porción plana delantera (44) quese extiende en paralelo o sustancialmente en paralelo con la porción plana delantera (44) del otro resalte (30, 32) yuna porción de puente posterior con una conicidad negativa (46) que sigue a la porción plana delantera (44),estando la porción de puente con conicidad negativa (46) de un resalte (30) axialmente desplazada (58) con relacióna la otra porción de puente con conicidad negativa (46) del otro resalte (32), caracterizada por que el primero y elsegundo resaltes (30, 32) son de diferentes longitudes de soporte.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12163217.
Solicitante: EROGA DIE COMPANY LIMITED.
Inventor/es: TOWNSEND,ALAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C25/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 25/00 Herramientas para perfilar por extrusión del metal. › Matrices.
PDF original: ES-2435672_T3.pdf
Fragmento de la descripción:
Matriz de extrusión La presente invención se refiere a una matriz para una extrusora, y más particularmente, a una matriz adecuada para la extrusión de metales, tales como aluminio.
Una matriz de acuerdo con el preámbulo de la reivindicación 1 se conoce, por ejemplo, a partir del documento US-A5 095 734.
Durante la extrusión, la presión impartida a la matriz varía en función de la velocidad de movimiento del material a través de la matriz. Una alta presión provoca imperfecciones e inconsistencias en el artículo extrudido. Sin embargo, una presión más baja equivale a una mejor velocidad de material que pasa a través de la matriz y, por lo tanto, a una disminución de la productividad. Al alterar la longitud de soporte a través de la abertura de la matriz, la presión y la velocidad pueden optimizarse.
Sin embargo, la variación de la longitud de soporte y otras características de la abertura de la matriz siguen siendo complejas, y a menudo requieren un operario con años de experiencia para que sea capaz de juzgar qué alteraciones se han de implementar y cuáles no.
La presente invención pretende proporcionar una solución a estos problemas.
De acuerdo con la presente invención, se proporciona una matriz de extrusión que comprende una cavidad de matriz que tiene paredes opuestas que definen un primer y un segundo resaltes de diferentes longitudes de soporte,
incluyendo cada resalte una porción plana delantera que se extiende en paralelo, o sustancialmente en paralelo, con la porción plana delantera del otro resalte y una porción de puente con una conicidad negativa posterior después de la porción plana delantera, estando la porción de puente con una conicidad negativa de un resalte desplazada axialmente con relación a la otra porción de puente con una conicidad negativa del otro resalte.
Características preferibles y/u opcionales de la invención se indican en las reivindicaciones 2 a 11, inclusive.
La invención se describirá ahora más particularmente, a modo de ejemplo solamente, con referencia a los dibujos adjuntos, en los cuales:
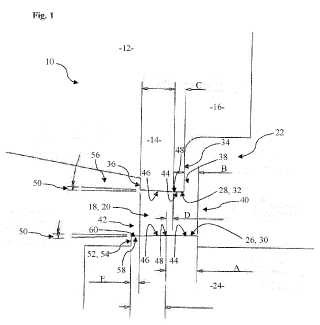
La figura 1 muestra una vista en sección transversal esquemática de una primera realización de una cavidad de matriz de una matriz de extrusión, de acuerdo con la presente invención;
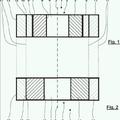
La figura 2 muestra una vista en sección transversal esquemática de una segunda realización de una cavidad de matriz de una matriz de extrusión, de acuerdo con la presente invención; y
La figura 3 muestra una vista en sección transversal esquemática de una tercera realización de una cavidad de matriz de una matriz de extrusión, de acuerdo con la presente invención.
Haciendo referencia en primer lugar a la figura 1 de los dibujos, se muestra una primera realización de una matriz de 45 extrusión 10 que comprende un cuerpo de matriz 12 que tiene una placa posterior 14 y una placa frontal 16 que se sostiene rígidamente, por ejemplo mediante sujeción, a la placa posterior 14. Aunque se utilizan las placas posterior y frontal 14, 16, el cuerpo de matriz 12 puede ser de una sola pieza. Para mejorar las características de resistencia al desgaste de la matriz 10, puede estar sometida a un proceso de nitruración, por ejemplo.
La placa posterior 14 incluye una cavidad de la matriz 18 formada en la misma y proporciona una abertura de la matriz 20 a través de la misma. La cavidad de la matriz 18 está conformada con la forma en sección transversal lateral requerida de la extrusión.
La placa frontal 16 proporciona una cámara de preforma 22 que es generalmente similar en forma y aguas arriba de 55 la cavidad de la matriz 18. Sin embargo, las dimensiones globales de la cámara de preforma 22 en un plano perpendicular a la dirección de flujo a través de la abertura de la matriz 20 son generalmente mayores que las de la cavidad de la matriz 18, del orden del 50 % o más radialmente hacia el exterior o lateralmente de la cavidad de la matriz 18. Aunque la extensión radial de la cámara de preforma 22 con relación a la cavidad de la matriz 18 puede ser similar en el núcleo 24 radialmente hacia el interior o el mandril de la matriz 10, en este caso, como puede verse en el dibujo, es normalmente menor del 50 %, y puede ser sólo, por ejemplo, del 10 %.
La cavidad de la matriz 18 incluye unas paredes opuestas interior y exterior 26, 28 proporcionadas en el núcleo 24 de la matriz y en el cuerpo de la matriz exterior 12, respectivamente. La pared interior 26 define un primer resalte 30 y la pared exterior 28 define un segundo resalte 32. Las dos resaltes 30, 32 son de diferentes longitudes en la 65 dirección del flujo, con el primer resalte 30 más largo que el segundo resalte 32 para solapar el borde delantero 34 y el borde posterior 36 del segundo resalte 32. Esto proporciona una zona de carga ampliada y resulta en una cámara de entrada 38 escalonada o desplazada lateralmente en la cámara de preforma 22, conduciendo a la entrada 40 de la cavidad de la matriz 18. Por otra parte, el primer resalte 30 extendido proporciona una cámara de salida 42 escalonada en la salida de la cavidad de la matriz 18.
El primer resalte 30 y el segundo resalte 32 incluyen, cada uno, una porción plana delantera 44 y una porción de puente posterior con conicidad negativa 46. En este caso, la porción plana delantera 44 y la porción de puente posterior con conicidad negativa 46 son contiguas entre sí en la dirección del flujo a través de la cavidad de la matriz
18.
Las porciones planas delanteras 44 de los resaltes 30, 32 se extienden en paralelo, o sustancialmente en paralelo, con un eje central de la cavidad de la matriz 18, y son paralelas o sustancialmente paralelas entre sí. La porción plana delantera 44 del primer resalte 30 también se solapa preferiblemente con los bordes frontal y posterior 34, 36 de la porción plana delantera 44 del segundo resalte 32. En esta realización, la porción plana delantera 44 del primer resalte 30 está preferiblemente en el intervalo de 0, 7 mm a 1, 4 mm, referenciada como A. Más preferiblemente, la superposición del borde frontal del primer resalte 30 proporciona la cámara de entrada escalonada 38 y está preferiblemente en el intervalo de 0, 3 mm a 1, 0 mm, referenciada como B.
La porción plana delantera 44 del segundo resalte 32 tiene preferiblemente una superficie de soporte de, o sustancialmente de, 0, 3 mm, referenciada como C.
El borde posterior 48 de la porción plana delantera 44 del primer resalte 30 preferiblemente se solapa con el borde posterior 48 de la porción plana delantera 44 del segundo resalte 32 en 0, 10 mm, referenciado como D. Esto es beneficioso para compensar la menor desviación del segundo resalte 32 durante el uso.
En cuanto a las porciones de puente 46 del primer y del segundo resaltes 30, 32, ambas porciones de puente 46 incluyen un relieve 50 a lo largo de sus extensiones longitudinales, que está por lo menos en el intervalo de 1 grado a 1, 5 grados. De esta manera, la cavidad de la matriz 18 incluye una conicidad negativa que hace que la abertura de la matriz 20 se amplíe desde la porción plana delantera 44 al extremo posterior 52. El borde trasero 54 de la conicidad negativa de la cavidad de la matriz 18 es preferentemente escalonada en la cavidad de salida ampliada 56, que también es en este caso es cónica divergente en la dirección aguas abajo de la boquilla 10.
Las porciones de puente 46 pueden ser de extensiones longitudinales coincidentes o que coinciden sustancialmente, y la porción de puente 46 del primer resalte 30 está desplazada, referenciada como 58, en la dirección aguas abajo con relación a la porción de puente 46 del segundo resalte 32, normalmente de por lo menos 0, 10 mm, referenciada como E. Este desplazamiento permite que el primer resalte 30 proporcione una porción de puente 60 de salida que sobresale en el extremo posterior de la cavidad de la matriz 18. La cavidad de salida 56, de manera similar a la cámara de preforma 22, por lo tanto, presenta una profundidad no uniforme. La porción de puente de salida 60 puede tener un mayor relieve o conicidad negativa que el resto de la porción de puente 46 aguas arriba de la misma. De nuevo, esto resulta en una menor presión sobre el material extrudido que sale de la cavidad de la matriz 18.
Haciendo referencia ahora a la figura 2, se muestra una segunda realización de una matriz de extrusión. Las referencias que corresponden a aquellas de la primera realización se refieren a partes similares y, por lo tanto, se omite una descripción adicional detallada.
La matriz de extrusión 10 de esta realización comprende de nuevo un cuerpo de matriz 12 que tiene placas posterior y frontal 14, 16. Una cavidad de la matriz 18... [Seguir leyendo]
Reivindicaciones:
1. Una matriz de extrusión (10) que comprende una cavidad de la matriz (18) que tiene paredes opuestas que definen un primer y segundo resaltes (30, 32) , incluyendo cada resalte (30, 32) una porción plana delantera (44) que se extiende en paralelo o sustancialmente en paralelo con la porción plana delantera (44) del otro resalte (30, 32) y una porción de puente posterior con una conicidad negativa (46) que sigue a la porción plana delantera (44) , estando la porción de puente con conicidad negativa (46) de un resalte (30) axialmente desplazada (58) con relación a la otra porción de puente con conicidad negativa (46) del otro resalte (32) , caracterizada por que el primero y el segundo resaltes (30, 32) son de diferentes longitudes de soporte.
2. Una matriz de extrusión (10) de acuerdo con la reivindicación 1, en la que la porción de puente posterior con conicidad negativa (46) de un resalte (30) se extiende más allá de un borde posterior (48) de la porción de puente posterior con conicidad negativa (46) del otro resalte (32) para definir una porción de puente de salida (60) .
3. Una matriz de extrusión (10) de acuerdo con la reivindicación 1 o la reivindicación 2, en la que las porciones de puente posteriores con conicidad negativa (46) tienen el mismo o sustancialmente el mismo ángulo de relieve.
4. Una matriz de extrusión (10) de acuerdo con una cualquiera de las reivindicaciones 1 a 3, en la que la porción plana delantera (44) de un resalte (30) se solapa en la dirección de flujo de la porción de puente con conicidad 20 negativa (46) del otro resalte (32) .
5. Una matriz de extrusión (10) de acuerdo con una cualquiera de las reivindicaciones 1 a 4, en la que la porción plana delantera (44) de un resalte (30) se proyecta hacia delante de la porción plana delantera (44) del otro resalte (32) .
6. Una matriz de extrusión (10) de acuerdo con una cualquiera de las reivindicaciones 1 a 5, que comprende además una cámara de preforma (22) aguas arriba de la cavidad de la matriz (18) .
7. Una matriz de extrusión (10) de acuerdo con la reivindicación 6, en la que la cámara de preforma (22) es de una 30 profundidad no uniforme.
8. Una matriz de extrusión (10) de acuerdo con la reivindicación 6 o la reivindicación 7, en la que la cámara de preforma (22) define una cámara de entrada de desplazamiento (38) en la cavidad de la matriz (18) .
9. Una matriz de extrusión (10) de acuerdo con una cualquiera de las reivindicaciones 1 a 8, que comprende además una cámara de salida (42) aguas abajo de la cavidad de la matriz (18) .
10. Una matriz de extrusión (10) de acuerdo con la reivindicación 9, en la que la cámara de salida (42) es de una profundidad no uniforme. 40
11. Una matriz de extrusión (10) de acuerdo con la reivindicación 9 o la reivindicación 10, en la que al menos una pared de la cámara de salida (42) incluye una porción cónica en un ángulo respecto a la línea central axial de la cavidad de la matriz (18) .
Patentes similares o relacionadas:
 Juego de módulos de matriz para herramientas de prensado para la fabricación de tornillos, del 9 de Marzo de 2016, de KAMAX Holding GmbH & Co. KG: Juego de módulos de matriz para una herramienta de prensado, con dos núcleos diferentes y dos anillos de refuerzo diferentes, […]
Juego de módulos de matriz para herramientas de prensado para la fabricación de tornillos, del 9 de Marzo de 2016, de KAMAX Holding GmbH & Co. KG: Juego de módulos de matriz para una herramienta de prensado, con dos núcleos diferentes y dos anillos de refuerzo diferentes, […]
HILERA DE EXTRUSION PARA TREFILAR., del 1 de Agosto de 2006, de CATON INTERNATIONAL INVESTMENTS LIMITED: Una hilera de extrusión para trefilar que consta de un cuerpo de hilera de trefilar que tiene una cavidad de la hilera de trefilar formada en la misma, delimitando […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PERFILES EXTRUIDOS CURVADOS., del 16 de Diciembre de 2004, de WKW ERBSLIH AUTOMOTIVE GMBH: Procedimiento para la fabricación de piezas de trabajo curvadas, en el que un perfil extruido abandona la matriz de una extrusora en dirección de salida […]
PROCEDIMIENTO PARA EL PRENSADO POR EXTRUSION DE UN PERFIL HUECO O CUERPO SIMILAR A PARTIR DE UN LINGOTE ASI COMO DISPOSITIVO PARA EL MISMO., del 1 de Noviembre de 2004, de ALUSUISSE TECHNOLOGY & MANAGEMENT AG: Procedimiento de extrusión para hacer perfiles huecos a partir de una barra que consiste en llevar un material en barra bajo presión dentro de la entrada […]
MOLDE DE EXTRUSION Y METODO DE MOLDEO., del 16 de Diciembre de 2003, de HUANG, YEAN-JENQ HUANG, YEN-CHIEH CHANG, SHU-HUA: BOQUILLA DE EXTRUSION . TIENE EL CUERPO DE UNA BOQUILLA CON UNA CARA CONTRACORRIENTE Y OTRA CARA A FAVOR DE LA CORRIENTE CON UNA PLANTILLA DE […]
MEJORAS EN LA FABRICACION DE HILERAS DE EXTRUSION O RELATIVAS A LA MISMA., del 16 de Junio de 2003, de AILSA INVESTMENTS LIMITED: UN TROQUEL DE EXTRUSION COMPRENDE UNA CAVIDAD DE TROQUELADO QUE TIENE UNA FORMA CORRESPONDIENTE A LA FORMA DE LA SECCION TRANSVERSAL DE […]
HERRAMIENTA DE EXTRUSION, ASI COMO PROCEDIMIENTO PARA SU FABRICACION., del 1 de Mayo de 2003, de WEFA WERKZEUGFABRIK SINGEN GMBH: Herramienta de extrusión, en particular matriz de extrusión a modo de disco, con por lo menos una perforación para conformación con el fin de extrudir un metal tal como aluminio […]
 ELEMENTO METALICO INSERTADO, PROCEDIMIENTO DE FABRICACION DE ESTE ULTIMO Y ARTICULO METALICO COLADO, del 16 de Octubre de 2008, de HONDA GIKEN KOGYO KABUSHIKI KAISHA
SUMITOMO DENKI KOGYO KABUSHIKI KAISHA: Un elemento metálico que ha sido envuelto por colada por un artículo metálico colado, donde una superficie de dicho elemento metálico envuelto por […]
ELEMENTO METALICO INSERTADO, PROCEDIMIENTO DE FABRICACION DE ESTE ULTIMO Y ARTICULO METALICO COLADO, del 16 de Octubre de 2008, de HONDA GIKEN KOGYO KABUSHIKI KAISHA
SUMITOMO DENKI KOGYO KABUSHIKI KAISHA: Un elemento metálico que ha sido envuelto por colada por un artículo metálico colado, donde una superficie de dicho elemento metálico envuelto por […]