CIP-2021 : B22D 15/04 : Máquinas o aparatos para colada en coquilla (B22D 15/02 tiene prioridad).
CIP-2021 › B › B22 › B22D › B22D 15/00 › B22D 15/04[1] › Máquinas o aparatos para colada en coquilla (B22D 15/02 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 15/00 Colada mediante la utilización de un molde o macho en el que una parte importante, para el procedimiento, es de conductividad térmica elevada, p. ej. colada en coquilla; Moldes o accesorios especialmente adaptados a esta técnica (colada continua de metales en moldes sin fondo para la colada con enfriamiento directo B22D 11/049).
B22D 15/04 · Máquinas o aparatos para colada en coquilla (B22D 15/02 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
EQUIPO DE INYECCIÓN PARA LA FABRICACIÓN DE PIEZAS METÁLICAS EN MOLDE Y PROCESO DE INYECCIÓN PARA DICHA FABRICACIÓN.
(20/07/2020). Solicitante/s: DIEPRESS TECH S.L.U. Inventor/es: RAMIREZ CANTERO,Jose.
Equipo de inyección para la fabricación de piezas metálicas, aplicable para la fabricación en serie de piezas y componentes metálicos por inyección a presión del metal en estado líquido (I) en un molde , que comprende un cilindro dotado de un contenedor apto para recibir el líquido (I) y de un pistón que desplaza el líquido (I) de dentro contendor al interior del molde donde el cilindro está dispuesto en posición vertical bajo el molde , de manera que se vierte el líquido a inyectar (I) dentro del cilindro por gravedad, y tras cerrar el molde y se inyecta a presión el líquido (I) dentro del molde; y porque el equipo de inyección comprende medios para regular la capacidad del contenedor para adaptarlo a la capacidad del molde de tal manera que se reduce el aire en el interior de la contenedor antes de cada ciclo de inyección y evitando la fase de acercamiento del líquido (I) al molde previa a la etapa de inyección a alta velocidad y presión.
PDF original: ES-2774396_A1.pdf
Procedimiento para la fabricación de piezas de fundición de metal ferroso.
(23/10/2018) Procedimiento para la fabricación de piezas de fundición de metal ferroso en el que
- se introduce un molde perdido , con un espacio hueco para el alojamiento del material de fundición , en una coquilla de varias piezas abierta (paso 106),
- se cierra la coquilla de varias piezas (paso 106),
- se llena con material de fundición el espacio hueco del molde perdido, rociándose parcialmente con el material de fundición un dispositivo de soporte que sobresale parcialmente hasta entrar en el espacio hueco del molde perdido (paso 108),
- después del llenado, se enfría el molde perdido en la coquilla (paso 110, 112, 114),
…
Homogeneización y tratamiento térmico de metales colados.
(24/02/2016) Un método de colar un lingote de una aleación de aluminio, que comprende las etapas de:
(a) suministrar metal fundido a partir de al menos una fuente a una región en donde el metal fundido es confinado periféricamente, proporcionando de esta manera el metal fundido con una porción periférica;
(b) enfriar la porción periférica del metal para formar un lingote embrionario que tiene una envuelta sólida externa y un núcleo fundido interior;
(c) hacer avanzar el lingote embrionario en una dirección de avance (A) fuera de la región en la que el metal fundido está confinado periféricamente mientras se suministra metal fundido adicional a dicha región, de modo que el núcleo fundido…
Retención de óxido durante la cofundición de metales.
(17/02/2016) Aparato para fundir un lingote de metal compuesto, que comprende:
un molde anular de extreme abierto que tiene un extremo de alimentación y un extremo de salida, una pared de molde enfriada (!4) entre dicho extremo de alimentación y dicho extremo de salida, y un bloque inferior móvil adaptado para encajar dentro del extremo de salida y móvil en una dirección a lo largo del eje del molde anular,
donde el extremo de alimentación del molde se divide en al menos dos cámaras de alimentación separadas, siendo cada cámara de alimentación adyacente a al menos otra cámara de alimentación, y donde los pares adyacentes de las cámaras de alimentación están separadas por un divisor ;
un dispositivo de alimentación para liberar metal a cada cámara de alimentación para formar una piscina de metales fundidos…
Fundición secuencial de metales que tiene el mismo o coeficientes similares de contracción.
(23/07/2014) Aparato para la fundición de un lingote de metal compuesto, que comprende:
una cavidad de molde generalmente rectangular de extremos abiertos que tiene una porción de extremo de entrada , una abertura de extremo de descarga , y un bloque inferior móvil adaptado para encajar dentro del extremo de descarga y que se mueve axialmente en el molde durante la colada;
al menos una pared divisoria enfriada en la porción de extremo de entrada del molde para dividir la porción de extremo de entrada en al menos dos cámaras de alimentación; y
un alimentador para la alimentación de metal para una capa interior a una de dichas al menos dos cámaras de alimentación y al menos un alimentador adicional para la alimentación de metal para al menos una capa exterior a al menos una otra de dichas cámaras de alimentación; y caracterizado…
Homogeneización y tratamiento térmico de metales colados.
(16/07/2014) Un método de calentamiento de un lingote metálico colado de aleación de aluminio AA3003 o AA3104, para preparar dicho lingote para mecanizado en caliente a una temperatura predeterminada, método que comprende:
(a) precalentar dicho lingote a una temperatura de nucleación que es inferior a dicha temperatura predeterminada de mecanizado en caliente y es una temperatura a la cual ocurre nucleación de precipitado en el metal para hacer que tenga lugar formación de núcleos, estando comprendida dicha temperatura de nucleación en un intervalo de 380ºC a 450ºC;
(b) mantener dicho lingote a dicha temperatura de nucleación, o elevar gradualmente la temperatura de dicho lingote desde dicha temperatura de nucleación a una tasa menor que 25ºC/h hasta una temperatura de nucleación…
Colada secuencial de metales que tienen coeficientes de contracción altos.
(04/09/2013) Aparato para colada de un lingote de metal compuesto, incluyendo:
una cavidad de molde generalmente rectangular de extremos abiertos que tiene una porción de extremo de entrada,una abertura de extremo de descarga, y un bloque inferior móvil adaptado para encajar dentro del extremo dedescarga y para el movimiento axial con respecto al molde durante la colada;
al menos una pared divisoria enfriada en la porción de extremo de entrada del molde y que termina encima dedicha abertura de extremo de descarga para dividir la porción de extremo de entrada en al menos dos cámaras dealimentación; y
un medio para…
METODO Y DISPOSITIVO PARA MOLDEO EN COQUILLA.
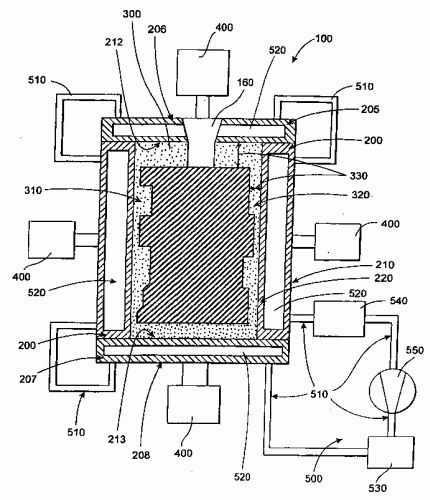
(01/07/2005). Ver ilustración. Solicitante/s: VOLVO LASTVAGNAR AB. Inventor/es: LARSSON, BENGT- KE, SANDER, BERTIL, CARLSSON, ROLAND, DAHLBERG, SVEN-ERIK.
Un dispositivo para colar hierro colado que incluye un molde metálico de enfriamiento rápido que tiene paredes exteriores y paredes interiores, cuyas paredes interiores están en contacto con un molde , medios de presurización para aplicar una presión en las paredes exteriores del molde de enfriamiento rápido, caracterizado porque los medios de presurización están destinados a aplicar una presión variable sobre las paredes exteriores, y porque dicho dispositivo incluye además medios de enfriamiento del molde de enfriamiento rápido para el enfriamiento variable de las paredes interiores de dicho molde de enfriamiento rápido.
PROCEDIMIENTO PARA COLAR UNA MASA FUNDIDA EN UNA DISPOSICION DE COQUILLAS E INSTALACION CORRESPONDIENTE.
(01/12/1986). Solicitante/s: GEORG FISCHER AKTIENGESELLSCHAFT.
PROCEDIMIENTO E INSTALACION PARA COLAR UNA MASA FUNDIDA EN UNA DISPOSICION DE COQUILLAS. LA INSTALACION CONSTA DE UN HORNO DE COLADA PROVISTO DE UNA ABERTURA DE CARGA , EL CUAL SE DESPLAZA SOBRE CARRILES A LO LARGO DE LAS UNIDADES DE COQUILLA (35 A 37). MIENTRAS LA PRIMERA UNIDAD DE COQUILLA ESTA RECIBIENDO JUSTAMENTE LA COLADA A TRAVES DE DOS TAPONES DE COLADA (16A, 16B), LA SEGUNDA UNIDAD DE COQUILLA ESTA LISTA PARA RECIBIR EL MATERIAL DE COLADA Y LA TERCERA UNIDAD DE COQUILLA ESTA SIENDO CONTROLADA Y LIMPIADA DESPUES DE SEPARAR LAS PIEZAS MOLDEADAS. DE APLICACION EN TALLERES DE FUNDICION QUE EMPLEAN MOLDEO EN COQUILLA.
UN APARATO PARA FORMAR POR FUNDICION O MOLDEO UN ARTICULO DOTADO DE UN ORIFICIO ROSCADO INTERIORMENTE.
(01/06/1986). Solicitante/s: DYNACAST INTERNATIONAL LIMITED.
CONJUNTO DE ELEMENTOS PARA FORMAR POR MOLDEO UN ARTICULO DOTADO DE UN ORIFICIO ROSCADO INTERIORMENTE. UN MOLDE FORMADO CON UNA CAVIDAD CONFORMADA PARA FORMAR EL CONTORNO EXTERIOR DEL ARTICULO QUE SE HA DE FORMAR DENTRO. LOS MIEMBROS DE NUCLEO PLANO QUE TIENEN UNA ANCHURA EN LA DIRECCION DE LA LINEA LA QUE CONSTITUYE EL EJE DEL ORIFICIO ROSCADO A FORMAR EN LA FUNDICION DE UN ARTICULO EN LA CAVIDAD MENOR QUE LA LONGITUD DE LA MISMA Y DESCENTRADOS ENTRE SI. LA CARA DEL EXTREMO DELANTERO DE CADA UNO DE DICHOS MIEMBROS DE NUCLEO ESTA FORMADA CON UNA IMAGEN MACHO DE UN SEGMENTO DE LA ROSCA INTERNA HEMBRA A FORMAR EN EL ARTICULO.
UN APARATO PARA FORMAR POR FUNDICION O MOLDEO UN ARTICULO DOTADO DE UN ORIFICIO ROSCADO INTERIORMENTE.
(01/06/1986). Solicitante/s: DYNACAST INTERNATIONAL LIMITED.
CONJUNTO DE ELEMENTOS PARA FORMAR POR MOLDEO UN ARTICULO DOTADO DE UN ORIFICIO ROSCADO INTERIORMENTE. CONSTA DE UN MOLDE DOTADO DE UNA CAVIDAD CONFORMADO PARA FORMAR EL CONTORNO EXTERIOR DEL ARTICULO QUE SE HA DE FORMAR DENTRO. EL ORIFICIO DE ALBERGUE AL VASTAGO , QUE ALCANZA HASTA LA CAVIDAD DE MOLDE , Y QUE CONSTA DE DOS PIEZAS DIAMETRALMENTE OPUESTAS, IMAGENES INVERSAS DE LA ROSCA QUE HA DE FORMARSE. LAS DOS PIEZAS SE ENCUENTRAN SEPARADAS POR DOS ACANALADURAS . LAS PIEAS SON UNOS ELEMENTOS DESLIZABLES Y PLANOS QUE SE ALOJAN EN LAS RANURAS DEL CUERPO DE MOLDEO QUE SE EXTIENDEN DESDE EL EXTERIOR HASTA LA CAVIDAD.
UN METODO PARA FUNDIR O MOLDEAR UN ARTICULO TUBULAR, DOTADO DE UN ORIFICIO ROSCADO INTERNAMENTE, EN UNA CAVIDAD DE MOLDE.
(01/02/1986). Solicitante/s: DYNACAST INTERNATIONAL LIMITED.
APARATO PARA FUNDIR O MOLDEAR UN ARTICULO TUBULAR, DOTADO DE UN ORIFICIO ROSCADO, INTERNAMENTE, EN UNA CAVIDAD DE MOLDE. CONSTA DE: UN MOLDE FORMADO POR UNA CAVIDAD CONFORMADA PARA FORMAR EL CONTORNO EXTERIOR DEL ARTICULO QUE SE FORMA DENTRO; ELEMENTOS DEL NUCLEO PLANOS QUE TIENEN UNA ANCHURA (ENTRE CARAS LATERALES) MENOR QUE LA LONGITUD DE LA CAVIDAD ; UNAS CARAS EXTERNAS DELANTERAS DE LOS MIEMBROS FORMADAS CON LA IMAGEN MACHO DEL SEGMENTO; DOS SEGMENTOS DIAMETRALMENTE OPUESTOS ; UN PRIMER VASTAGO DE NUCLEO INSERTO DESDE UN EXTREMO DEL CUERPO DE MOLDE ; UN SEGUNDO VASTAGO DE NUCLEO INSERTO DESDE EL EXTREMO OPUESTO DEL CUERPO DE MOLDE SIENDO LOS VASTAGOS (11 Y 12) COAXIALES ENTRE SI.
UN METODO PARA FUNDIR O MOLDEAR UN ARTICULO TUBULAR, DOTADO DE UN AGUJERO ROSCADO INTERNAMENTE, EN UNA CAVIDAD DE MOLDE.
(01/02/1986). Solicitante/s: DYNACAST INTERNATIONAL LIMITED.
METODO PARA FUNDIR O MOLDEAR UN ARTICULO TUBULAR, DOTADO DE UN AGUJERO ROSCADO INTERNAMENTE, EN UNA CAVIDAD DE MOLDE. CONSISTE EN: INTRODUCIR MATERAIL DE FUNDICION DENTRO DE LA CAVIDAD DEL MOLDE ALREDEDOR DE UN VASTAGO DE NUCLEO FORMADO CON DOS SEGMENTOS DIAMETRALMENTE OPUESTOS ; ESTAR DICHOS SEGMENTOS SEPARADOS POR UNAS ACANALADURAS QUE SON DIALMETRALMENTE OPUESTAS, QUE SON MAS PROFUNDAS QUE LA PROFUNDIDAD DE LAS ROSCAS DE LOS SEGMENTOS; PERMITIR AL MATERIAL DE MOLDEO SOLIDIFICARSE EN EL MOLDE ; RETIRAR LOS MIEMBROS DE NUCLEO DE LA CAVIDAD DE MOLDE; HACER GIRAR EL VASTAGO DE NUCLEO UN ANGULO SUFICIENTE COMO PARA HACER QUE LOS SEGMENTOS ROSCADOS OCUPEN UNA POSICION DENTRO DE LA POSICION ANGULAR OCUPADA PRIMERAMENTE POR LAS ACANALADURAS DEL VASTAGO DE NUCLEO.
{kind=link}