CIP-2021 : B21B 21/00 : Laminado de tubos por movimiento de paso de peregrino.
CIP-2021 › B › B21 › B21B › B21B 21/00[m] › Laminado de tubos por movimiento de paso de peregrino.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21B 17/00 hasta B21B 25/00: Métodos de laminado o laminadores especialmente concebidos para la fabricación o el tratamiento de tubos
B21B 21/02 · Cilindros apropiados.
B21B 21/04 · Mecanismos de marcha para conseguir el movimiento de paso de peregrino (B21B 21/06 tiene prioridad).
B21B 21/06 · Dispositivos para dar la vuelta a las piezas trabajadas entre las fases.
CIP2021: Invenciones publicadas en esta sección.
Rodillo de peregrinación en frío.
(10/06/2020) Instalación de laminación por paso de peregrino para conformar un tocho en un tubo, con un primer bastidor de rodillos que se apoya pudiendo moverse linealmente en una dirección de movimiento, en donde en el bastidor de rodillos se apoyan dos rodillos que pueden girar sobre ejes para conformar el tocho en tubo, en donde uno de los rodillos con una rueda dentada de accionamiento está situado sobre un eje y donde la rueda dentada de accionamiento engrana en una barra dentada fija que está sujeta en un soporte de barras dentadas de manera que un movimiento de traslación del bastidor de rodillos origina un movimiento de rotación de la rueda dentada de accionamiento y del rodillo , y un accionamiento por cigüeñal unido con el…
Un procedimiento para producir un tubo de acero inoxidable doble.
(18/03/2020) Un procedimiento para producir un tubo de acero inoxidable doble que comprende la composición siguiente, en % en peso,
C máx. 0,06;
Cr 21-24,5;
Ni 2,0-5,5;
Si máx. 1,5;
Mo 0,01-1,0
Cu 0,01-1,0;
Mn máx. 2,0;
N 0,05-0,3;
P máx. 0,04;
S máx. 0,03; y
equilibrar Fe e impurezas inevitables,
y tener un valor PRE de al menos 23,0,
donde el procedimiento comprende las etapas de:
a) proporcionar una fusión del acero inoxidable doble;
b) fundir un cuerpo del acero inoxidable doble a partir de la masa fundida;
c) formar una barra del cuerpo;
d) formar un tubo a partir de barra al generar un agujero en el mismo;
e) reducir el diámetro y/o el grosor de la pared del tubo por extrusión en caliente a una temperatura en el intervalo comprendido entre 1100 °C y 1200 °C y una reducción del área de la sección…
Método para producir un tubo de acero que incluye limpiar la pared de tubo exterior.
(14/08/2019). Solicitante/s: Sandvik Materials Technology Deutschland GmbH. Inventor/es: FROBÖSE,THOMAS, RAUFFMANN,UDO.
Método para producir un tubo de acero, que comprende
la fabricación de un tubo de acero con una pared de tubo interior, una pared de tubo exterior y una sección transversal de tubo libre rodeada por la pared de tubo interior, en donde, después de la fabricación, el tubo de acero comprende en la pared de tubo exterior al menos un contaminante,
caracterizado por que
después de la fabricación del tubo de acero, la pared de tubo exterior se limpia aplicando CO2 líquido o sólido en la pared de tubo exterior a efectos de retirar el contaminante de la pared de tubo exterior,
en donde, durante la aplicación del CO2 líquido o sólido en la pared de tubo exterior, se mide la temperatura del tubo de acero, y la limpieza se interrumpe si la temperatura del tubo de acero cae por debajo de un umbral de temperatura predeterminado.
PDF original: ES-2752067_T3.pdf
Procedimiento para producir una tubería de acero inoxidable dúplex.
(12/04/2019) Un método para producir una tubería de acero inoxidable dúplex que tiene un límite elástico mínimo de 758,3 a 965,2 MPa, que comprende:
preparar una tubería de material de acero inoxidable dúplex para trabajo en frío, que tiene una composición química que consiste, en % en masa, en C: 0,03% o menos, Si: 1% o menos, Mn: 0,1 a 4%, Cr: 20 a 35%, Ni: 3 a 10%, Mo: 0 a 6%, W: 0 a 6%, Cu: 0 a 3% y N: más de 0,17 y no más de 0,60%, y siendo el resto Fe e impurezas, mediante un trabajo en caliente opcionalmente seguido por un tratamiento térmico en solución sólida; y
producir la tubería de acero inoxidable dúplex posteriormente sometiendo la tubería de material a un laminado en…
Tubos de acero inoxidable y método para su producción.
(09/01/2019). Solicitante/s: TUBACEX, S.A. Inventor/es: LÓPEZ,ALEJANDRA, FAINA,URBANO.
Un método para producir un tubo de una aleación de acero inoxidable, comprendiendo el método:
(a) trabajar en caliente una pieza fundida de acero inoxidable hasta convertirla en una pieza de trabajo de forma pretubular o en una barra cilíndrica, teniendo la pieza de trabajo de forma pretubular una forma tubular;
(b) trepanar la barra cilíndrica o mecanizar el diámetro interno de la pieza de trabajo de forma pretubular para obtener una pieza de trabajo tubular ; y
(c) trabajar en frío la pieza de trabajo tubular.
PDF original: ES-2719701_T3.pdf
Método para producir tubo de alta aleación.
(07/12/2018) Un método para producir un tubo de alta aleación con una resistencia a la fluencia mínima de 758,3 a 965,2 MPa, que comprende:
preparar un tubo de material de alta aleación con una composición química que consiste en, en % en masa, C: 0,03% o menos, Si: 1,0 % o menos, Mn: 5 0,3 a 5,0%, Ni: 25 a 40%, Cr: 20 a 30%, Mo: 0,01 a 4%, Cu: 0,1 a 3%, N: 0,05 a 0,50%, Ca: 0,01% o menos, Mg: 0,01% o menos y Elemento(s) de las Tierras Raras: 0,2% o menos, y el resto es Fe e impurezas, conteniendo las impurezas 0,03% o menos de P, 0,03% o menos de S y 0,010% o menos de O, mediante un trabajo en caliente y, opcionalmente, mediante un tratamiento térmico en solución sólida;…
Laminador peregrino en frío y método para formar una carcasa hueca en un tubo.
(14/03/2018) Laminador peregrino en frío para formar una carcasa hueca en un tubo , con un par de rodillos que están unidos de forma giratoria a un soporte de laminación , y con un mandril de laminación como herramienta,
con una corredera de sujeción de alimentación para recibir la carcasa hueca , en el que, durante la operación del molino, la corredera de sujeción de alimentación se mueve entre una primera (E1) y una segunda posición de extremo (E2), de tal manera que la carcasa hueca se 10 mueve paso a paso en la dirección hacia la herramienta ,
con un accionamiento de manivela en un árbol de accionamiento, que está montado de forma giratoria alrededor de un eje de rotación ,
con un contrapeso unido a una distancia radial desde el eje…
Tren de laminación a paso de peregrino.
(18/01/2017) Tren de laminación para la fabricación de un tubo, con
una planta de laminación a paso de peregrino para reducir el diámetro de un lingote hueco a tubo, un primer tampón para una pluralidad de tubos, presentando el primer tampón un dispositivo para liar una pluralidad de tubos en un atado,
un horno de recocer para el recocido simultáneo de una pluralidad de tubos,
un segundo tampón para una pluralidad de tubos, presentando el segundo tampón para los tubos un dispositivo para la separación de la pluralidad de tubos de un atado, y
una máquina de enderezar para enderezar uno detrás de…
Tren de laminación de tipo Pilger con un accionamiento de manivela.
(26/10/2016) Un tren de laminación de tipo Pilger con una caja de laminación que puede moverse linealmente atrás y adelante a lo largo de una dirección del movimiento y con un mecanismo de manivela,
en el que el mecanismo de manivela
comprende un cigüeñal que está soportado de forma rotatoria alrededor de un eje de rotación y que comprende un muñón (6, 6') de manivela a una distancia radial del eje de rotación,
y
comprende una biela (5, 5') con un primer y un segundo (8, 8') extremos,
en el que el primer extremo de la biela (5, 5') está fijado de forma pivotable a la manivela (6, 6'), y en el que el segundo extremo (8, 8') de la biela (5, 5') está fijado de forma pivotable a la caja de laminación, de manera que durante el funcionamiento…
Tubo de revestimiento para varilla de combustible nuclear, procedimiento y aparato para la fabricación de un tubo de revestimiento.
(20/07/2016). Solicitante/s: AREVA NP. Inventor/es: SCHMIDT, HOLGER, DOUDOUX,JEAN-LUC, GALBAN,ERIC, CHARBONNIER,YVES, BOUSSIN,JÉRÔME, PONCE,MATTHIEU, SIMONEAU,JAN PATRICE, PEUCKER,JÖRG, NISSEN,KLAUS L.
Tubo de revestimiento para varilla de combustible nuclear , hecho de metal, caracterizado porque comprende hoyos , los hoyos están formados en un parte delantera de su superficie externa , cada hoyo tiene una profundidad entre el 10% y 60% del espesor de la pared del tubo de revestimiento.
PDF original: ES-2594230_T3.pdf
Procedimiento de fabricación de tuberías de metal con pared extremadamente delgada mediante laminado en frío.
(18/02/2015) Un procedimiento de producción de un tubo metálico de pared ultra delgada mediante un procedimiento de laminación en frío en el que se aplica un laminador de paso de peregrino en frío,
en el que un espesor de pared t se reduce para realizar la elongación mientras que un diámetro de centro de espesor de pared, que es un diámetro medio de los diámetros exterior e interior de un material de tubo, se expande usando
un par de rodillos , que tiene un matriz de ranura cónica cuyo diámetro se reduce gradualmente desde un lado de entrada de acoplamiento del rodillo hacia un lado de salida de acabado del mismo, y
una barra de mandril cónico, cuyo diámetro se expande gradualmente…
Procedimiento de producción de tuberías metálicas sin costuras mediante laminado en frío.
(07/01/2015) Un procedimiento de producción de un tubo metálico sin costuras mediante laminado en frío con un laminador en frío de paso de peregrino, que comprende las etapas de:
cuando se alarga una envuelta hueca de tal forma que se reduce un diámetro exterior (d0) de la misma mientras que se reduce un grosor (t0) de pared de la misma, se utilizan de forma selectiva un par de rodillos y una barra ahusada de mandril según los diámetros exteriores y los grosores de pared de la envuelta hueca y un tubo laminado como producto, teniendo cada uno de los rodillos un calibre de surco ahusado que tiene un diámetro que se reduce progresivamente desde un lado de entrada de acoplamiento del…
Accionamiento para una instalación de laminación de paso de peregrino.
(14/05/2014) Instalación de laminación a paso de peregrino con una caja de laminación , un volante de inercia sobre un eje de accionamiento, el cual se apoya pudiendo girar alrededor de un eje de giro, y una barra de empuje con un primer y un segundo extremo, en donde el primer extremo de la barra de empuje está sujeto al volante de inercia a una distancia radial del eje de giro y donde el segundo extremo de la barra de empuje está sujeto a la caja de laminación de manera que en funcionamiento de la instalación un movimiento de giro del volante de inercia es transformado en movimiento de traslación de la caja de laminación , con…
Sistema de accionamiento para un tren de laminación, en particular para un tren de laminación de paso de peregrino en frío.
(28/11/2012) Sistema de accionamiento para un tren de laminación, en particular para un tren de laminación de paso deperegrino en frío, con
- al menos un bastidor de laminación móvil en vaivén,
- al menos un mecanismo de cigüeñal , que presenta un brazo de cigüeñal con peso de compensación para la compensación, al menos parcial, de las fuerzas de masas generadas por el bastidor de laminación ,
- al menos un accionamiento y
- al menos una barra de empuje , que conecta el bastidor de laminación y el brazo de cigüeñal de formaarticulada entre sí,
en el que están presentes dos unidades que están constituidas por mecanismo de cigüeñal (3', 3"), brazo decigüeñal (4', 4"), peso de compensación (5', 5" y barra de empuje (7',…
SISTEMA DE ACCIONAMIENTO PARA UN LAMINADOR DE PASO DE PEREGRINO EN FRIO.
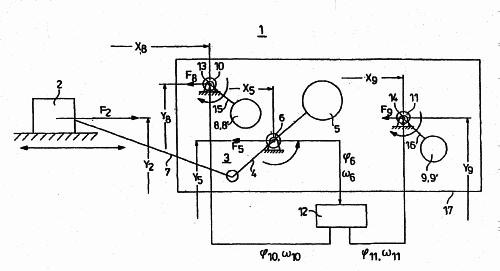
(01/05/2007) Sistema de accionamiento para un laminador paso de peregrino en frío, con - una caja de laminación que se mueve en vaivén, - al menos un mecanismo de cigüeñal accionado por un accionamiento , que presenta un brazo de cigüeñal con peso equilibrador (6, 6') para equilibrar al menos parcialmente las fuerzas inerciales generadas por la caja de laminación y una varilla de empuje (7, 7'), que une de forma articulada la caja de laminación y el brazo de cigüeñal , - al menos una contrapeso (8, 8') dispuesto excéntricamente de forma giratoria para equilibrar fuerzas inerciales y/o momentos inerciales, y un engranaje que sincroniza el movimiento del mecanismo de cigüeñal (4, 4') y del contrapeso (8, 8'), caracterizado porque al mecanismo de cigüeñal (4, 4') sólo está subordinado una única contrapeso (8, 8'),…
SISTEMA DE ACCIONAMIENTO PARA UN LAMINADOR.
(16/07/2005). Ver ilustración. Solicitante/s: SMS MEER GMBH. Inventor/es: BAENSCH, MICHAEL, STINNERTZ, HORST.
Sistema de accionamiento para un laminador, en particular para un laminador en frío a paso de peregrino, con - al menos una caja de laminación que se puede mover de un lado a otro, - al menos un mecanismo de biela y manivela , que presenta un brazo de la manivela con contrapeso para la compensación al menos parcial de las fuerzas de inercia generadas por la caja de laminación , un accionamiento y una biela que une entre ellos la caja de laminación y el brazo de la manivela de modo articulado, y - al menos una contramasa dispuesta de modo giratorio excéntrico para la compensación de fuerzas de inercia y/o de momentos de inercia, caracterizado porque se puede accionar de modo rotativo al menos una contramasa por parte de un accionamiento separado, independiente del accionamiento del mecanismo de biela y manivela.
PROCEDIMIENTO PARA HACER FUNCIONAR UN MECANISMO DE LAMINACION EN FRIO A PASO DE PEREGRINO Y MECANISMO DE LAMINACION EN FRIO A PASO DE PEREGRINO.
(16/07/2005) Procedimiento para poner en funcionamiento un mecanismo de laminación en frío a paso de peregrino para fabricar un tubo , en el que un par de cilindros de laminación en frío a paso de peregrino, colocados en una caja de laminado que puede desplazarse hacia un lado y otro, laminan el tubo a laminar o procesar durante una carrera de ida y durante una carrera de retorno que sigue a la carrera de ida, de modo que como mínimo durante la carrera de ida la pieza de tubo totalmente procesada se desplaza en la dirección (R) de transporte del tubo , y de modo que la pieza totalmente procesada de tubo se frena en una zona de salida mediante un dispositivo de frenado, caracterizado porque el dispositivo de frenado se activa y desactiva de forma controlada temporalmente en función de parámetros predeterminados del proceso, de modo…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE TUBOS SEGUN EL PROCEDIMIENTO DE PASO DE PEREGRINO EN FRIO.
(16/10/2002) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE TUBOS, CON PREFERENCIA A BASE DE ACEROS ALTAMENTE RESISTENTES O ALEACIONES ESPECIALES SEGUN EL PROCEDIMIENTO DE PASO DE PEREGRINO EN FRIO CON DOS BASTIDORES DE LAMINADOR, QUE SE MUEVEN HACIA UN LADO Y OTRO EN CONTRASENTIDO AL MENOS POR TIEMPOS EN LA DIRECCION DE LAMINACION POR MEDIO DE ACCIONAMIENTO DE MANIVELA CON RODILLOS CALIBRADOS, QUE SON ACCIONADOS MEDIANTE BARRAS DENTADAS A TRAVES DE PIÑONES, RODANDO CON SENTIDO DE GIRO ALTERNADO A TRAVES DEL MATERIAL DE LAMINACION. LA INVENCION SE CARACTERIZA DE TAL MODO, QUE SOBRE EL PRIMER BASTIDOR DE LAMINADOR DE LA PARTE PREDOMINANTE Y SOBRE EL SEGUNDO BASTIDOR DE LAMINADOR SE PRODUCE…
PROCEDIMIENTO DE FABRICACION DE UN TUBO DE GUIA DE UN ENSAMBLAJE DE COMBUSTIBLE DE UN REACTOR NUCLEAR, MANDRIL DE CONFORMADO DE UN TUBO DE GUIA Y TUBO DE GUIA OBTENIDO.
(16/11/2001). Ver ilustración. Solicitante/s: ZIRCOTUBE. Inventor/es: DRILLON, JEAN, AUBIN, JEAN-LUC.
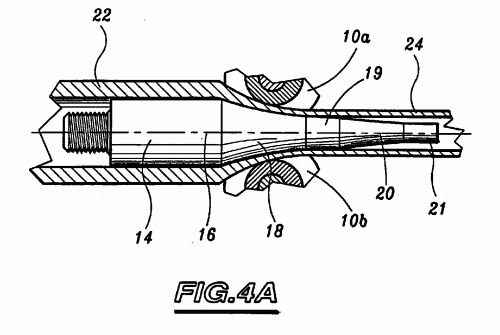
SE LAMINA UNA PIEZA EN BRUTO TUBULAR SOBRE UN MANDRIL EN UN LAMINADOR DE PASO DE PEREGRINO. EN UNA PRIMERA FASE DE LAMINACION SE LAMINA UN PRIMER TRAMO DE LA PIEZA EN BRUTO SOBRE UNA PRIMERA PARTE DEL MANDRIL , REDUCIENDO EL DIAMETRO EXTERIOR DE LA PIEZA EN BRUTO HASTA EL DIAMETRO EXTERIOR DEL TUBO GUIA Y REDUCIENDO EL ESPESOR DE LA PARED DE LA PIEZA EN BRUTO HASTA UNO DE DOS ESPESORES, UN PRIMER ESPESOR (E1) Y UN SEGUNDO ESPESOR (E2) SUPERIOR AL PRIMER ESPESOR (E1). SE DESPLAZA EL MANDRIL EN SENTIDO AXIAL. SE REALIZA, EN UNA SEGUNDA FASE, LA LAMINACION DE UN SEGUNDO TRAMO DE LA PIEZA EN BRUTO SOBRE UNA SEGUNDA PARTE DEL MANDRIL DISTANCIADA DE LA PRIMERA PARTE EN SENTIDO AXIAL, REDUCIENDO EL DIAMETRO EXTERIOR DE LA PIEZA EN BRUTO HASTA EL DIAMETRO EXTERIOR DEL TUBO GUIA Y REDUCIENDO EL ESPESOR DE LA PARED DE LA PIEZA EN BRUTO HASTA EL OTRO DE LOS DOS ESPESORES, EL PRIMER ESPESOR (E1) Y EL SEGUNDO ESPESOR (E2).
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO SIN COSTURA MEDIANTE LAMINACION CON CILINDROS EN ANGULO Y PASO DE PEREGRINO.
(01/03/1999). Ver ilustración. Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: NICKEL, WILHELM.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO SIN COSTURA MEDIANTE LAMINACION CON CILINDROS EN ANGULO Y PASO DE PEREGRINO, EN EL QUE SE PARTE DE UN LINGOTE QUE ES TRANSFORMADO EN UN LINGOTE PRENSADO HUECO QUE REDUCIDO A CONTINUACION EN SU ESPESOR DE PARED Y ESTIRADO MEDIANTE UN TREN DE LAMINACION, Y SEGUIDAMENTE EL LINGOTE HUECO ESTIRADO SE TRANSFORMA EN UN TUBO ACABADO EN CALIENTE. EL PROCEDIMIENTO SE CARACTERIZA PORQUE EL LINGOTE PRENSADO ES TRANSFORMADO EN UN TREN DE LAMINACION CON CILINDROS EN ANGULO, Y EL LINGOTE HUECO EFECTUA UN GIRO DE 180 ANTES DE ENTRAR EN EL TREN DE LAMINACION DE PASO DE PEREGRINO.
DISPOSITIVO PARA LA EVACUACION DE TUBOS LAMINADOS EN FRIO DESPUES DE UN MECANISMO DE LAMINACION EN FRIO.
(01/05/1998). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: BAENSCH, MICHAEL, SCHREY, WILFRIED.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA EVACUACION DE TUBOS LAMINADOS EN FRIO A CONTINUACION DE UN MECANISMO DE LAMINACION EN FRIO CON DISPOSITIVOS DE AVANCE Y/O DE GIRO DEL TUBO QUE MUESTRAN UN APENDICE, DONDE EL TUBO SE DESVIA ENTRE UNA ZONA DE LAMINACION Y UN ACCIONADOR QUE ACTUA CON VELOCIDAD CONSTANTE EN UNA ZONA DE AMORTIGUACION PARA LA COMPENSACION DE LA VELOCIDAD DE LAMINACION IRREGULAR CICLICA EN LA DIRECCION DE LAMINACION. DE ACUERDO CON LA INVENCION SE CONSIGUE LA DESVIACION DEL TUBO (R) SEGUN UNA DISPOSICION FORZADA DE GUIA EN FORMA DE S.
PROCEDIMIENTO PARA AUMENTAR EL RENDIMIENTO DE LAMINADORES DE PASO DE PEREGRINO EN FRIO PARA FABRICAR TUBOS ESPECIALMENTE DE ACERO.
(16/02/1987). Solicitante/s: VALLOUREC.
PROCEDIMIENTO PARA EL AUMENTO DE RENDIMIENTO DE LAMINADORES DE PASO DE PEREGRINO EN FRIO PARA LA LAMINACION DE TUBOS. CONSISTE EN EMPLEAR UN MANDRIL CUYO ASIENTO DE LAMINACION TIENE UN DIAMETRO DECRECIENTE DE AGUAS ARRIBA A AGUAS ABAJO, Y EN QUE AL MENOS UNA VEZ POR CICLO DE LAMINACION, QUE CORRESPONDE A UN DESPLAZAMIENTO DE IDA Y VUELTA DE LA CAJA PORTA-CILINDROS, SE EFECTUA UN MOVIMIENTO DE RETROCESO DEL MANDRIL, A LO LARGO DEL EJE DE LAMINACION, HACIA LA PARTE DE AGUAS ARRIBA, Y A CONTINUACION UN MOVIMIENTO DE RETORNO A SU POSICION INICIAL. DE APLICACION EN LA LAMINACION DE TUBOS DE ACERO DE GRAN DIAMETRO, CON TASAS DE REDUCCION ELEVADAS.
METODO DE FABRICACION EN UNA OPERACION CONTINUA DE SECCIONES DE TUBO SEPARADAS.
(01/02/1985) METODO DE FABRICACION EN UNA OPERACION CONTINUA DE SECCIONES DE TUBO SEPARADAS.CONSISTE EN: A) DEBILITAR LA ESTRUCTURA DEL TUBO EN UNA SUCESION DE LINEAS DIVISORIAS DIPSUESTAS EN EMPLAZAMIENTOS AXIALES PREDETERMINADOS DE LA PARED DEL TUBO; B) SITUAR INICIALMENTE UNA EXTREMIDAD DEL TUBO ENTRE EL PAR DE ESTAMPAS, PARA QUE LA PARED DEL TUBO SE SITUE ENTRE LAS ESTAMPAS Y UNA PARTE DEL MANDRIL; C) DESPLAZAR AL TUBO A LO LARGO DEL MANDRIL MAS ALLA DE LA POSICION INICIAL DEL TUBO, PARA SITUAR LAS PARTES DEL TUBO ENTRE EL MANDRIL Y LAS ESTAMPAS; D) REALIZAR UNA CARRERA HACIA ADELANTE DESPLAZANDO CONJUNTAMENTE LAS ESTAMPAS PARALELAS AL EJE DEL TUBO, A PARTIR DE LA PRIMERA POSICION DE ESTAMPA HASTA LA SEGUNDA POSICION DE ESTAMPA; E) REALIZAR…
PROCEDIMIENTO PARA MEJORAR LA SUPERFICIE DE LAMINACION DE LOS UTILES EMPLEADOS PARA ELIMINAR TUBOS METALICOS Y APARATO LAMINADOR CORRESPONDIENTE.
(16/01/1983). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT.
PROCEDIMIENTO PARA MEJORAR EL ACABADO EN PRODUCTOS OBTENIDOS POR LAMINACION Y DISPOSITIVO LAMINADOR CORRESPONDIENTE. DESPUES DEL TRAYECTO INICIAL DE PASO (Y), SE SITUAN DOS APARATOS OPTICOS DE MEDIDA PARALELOS AL EJE DEL TUBO , MIDIENDO LA SEPARACION EN UN TRAYECTO DE POR EJEMPLO 1 M. DE LONGITUD (X ). UN CUENTARREVOLUCIONES , SE ADOSA A LOS CILINDROS DE PASO, CON SU CORRESPONDIENTE VISUALIZADOR , DE MODO QUE EL NUMERO DE CARRERAS DE AVANCE DEL BLOQUE HUECO PUEDE ADAPTARSE EN FUNCION DE LAS DIMENSIONES NOMINALES DEL TUBO PREFIJADAS Y DE LAS REALES OBTENIDAS A TRAVES DE LOS DISPOSITIVOS DE DETECCION.
PROCEDIMIENTO Y DISPOSITIVO PARA INICIAR LA LAMINACION POR PASO DE PEREGRINO DE UN TOCHO HUECO ENCHUFADO SOBRE UN MANDRIL.
(01/11/1982). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT.
DISPOSITIVO PARA INICIAR LA LAMINACION. (CERTIFICADO DE ADICION A LA PATENTE N 498.839). SOBRE LAS SUPERFICIES LATERALES DEL BASTIDOR SE SITUAN UNOS PUNTOS DE GIRO FIJOS (6') PARA UNAS PALANCAS DE TOPE , CADA UNA DE LAS CUALES PRESENTA UNAS MORDAZAS Y UN PUNTO DE FIJACION A UN CILINDRO . DICHAS MORDAZAS LIMITAN UN TOCHO HUECO EN EL COMIENZO DEL PROCESO DE LAMINACION. PARA FACILITAR EL MANTENIMIENTO, EXISTEN UNOS LISTONES DE DESGASTE MONTADOS DE FORM RECAMBIABLE EN LAS PALANCAS DE TOPE.
PROCEDIMIENTO Y DISPOSITIVO PARA INICIAR LA LAMINACION POR PASO DE PEREGRINO DE UN TOCHO HUECO ENCHUFADO SOBRE UN MANDRIL.
(16/04/1982). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT.
PROCEDIMIENTO Y DISPOSITIVO PARA INICIAR LA LAMINACION POR PASO DE PEREGRINO DE UN TOCHO ENCHUFADO SOBRE UN MANDRIL. EL PROCEDIMIENTO CONSISTE EN RETENER EL TOCHO HUECO SOBRE EL MANDRIL EN LA INICIACION DE LA LAMINACION, AL OBJETO DE EVITAR UN DESPLAZAMIENTO AXIAL ENTRE AMBOS. EL DISPOSITIVO CONSISTE EN LA UTILIZACION DE UN TOPE MONTADO SOBRE UN PORTA-TOPE QUE SE MUEVE POR UNAS GUIAS , ESTANDO ACCIONADO POR UN CILINDRO ELEVADOR DE PRESION Y OTRO COMPLEMENTARIO , QUE PODRIAN REDUCIRSE A UNO SOLO.
PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR LOS MOVIMIENTOS DE LINGOTES HUECOS EN LA LAMINACION A PASO DE PEREGRINO.
(16/08/1981). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT.
PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR LOS MOVIMIENTOS DE LINGOTES HUECOS EN LA LAMINACION A PASO DE PEREGRINO. UN CARRO O PATIN DE AVANCE, DESPLAZABLE SOBRE UN LECHO DE CARRO, FORMAN UN SISTEMA V. UN PISTON NEUMATICO COMUNICA CON UN MANDRIL DE PASO DE PEREGRINO, A TRAVES DE UN CERROJO DE MANDRIL, Y UN HUSILLO DE TORSION ESTA GUIADO MEDIANTE UNA RUEDA DE TRINQUETE; TODO EL CONJUNTO DESCRITO FORMA UN SISTEMA L. UNA UNIDAD DE CONTROL, COMPUESTO POR UN FORMADOR DE DIFERENCIA Y UNA UNIDAD LOGICA, ACCIONA LOS SISTEMAS L Y V A TRAVES DE UNOS APARATOS DE MEDIDA DE LA POSICION DE LOS SISTEMAS.
UN DISPOSITIVO DE BASTIDOR PARA LAMINADOR DE TUBOS EN FRIO.
(16/04/1979). Solicitante/s: MOSKOVSKY INSTITUT STALI I SPLAVOV.
Un dispositivo de bastidor para laminador de tubos en frío compuesto de un alojamiento con montantes dispuestos en pares opuestamente al eje de rodillos de laminación y de trabajo instalados uno por encima del otro en soportes de apoyo entre los pares de rodillos de respaldo inferiores y superiores montados en los correspondientes calzos de apoyo de los cuales los superiores están adaptados para movimientos de ajuste verticales, teniendo dicho bastidor un dispositivo que asegura un contacto imperativo de los rodillos de trabajo, caracterizado porque el dispositivo para contacto imperativo de los rodillos de trabajo tiene una transmisión por palancas para cada calzo de apoyo del rodillo de respaldo superior, en donde dicha transmisión por palancas articula cinemáticamente el calzo de apoyo con un sistema de propulsión independiente para los movimientos de ajuste verticales de dicho calzo.
{kind=link}
{kind=link}
{kind=link}