Laminador peregrino en frío y método para formar una carcasa hueca en un tubo.
Laminador peregrino en frío para formar una carcasa hueca (11) en un tubo (60),
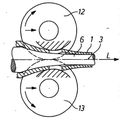
con un par de rodillos (2, 3) que están unidos de forma giratoria a un soporte de laminación (1), y con un mandril de laminación (4) como herramienta,
con una corredera de sujeción de alimentación (52) para recibir la carcasa hueca (11), en el que, durante la operación del molino, la corredera de sujeción de alimentación (52) se mueve entre una primera (E1) y una segunda posición de extremo (E2), de tal manera que la carcasa hueca (11) se 10 mueve paso a paso en la dirección hacia la herramienta (2, 3, 4),
con un accionamiento de manivela (10) en un árbol de accionamiento, que está montado de forma giratoria alrededor de un eje de rotación (18),
con un contrapeso (9) unido a una distancia radial (7) desde el eje de rotación (18) al accionamiento de manivela,
y con una barra de empuje (6) con un primer (16) y un segundo extremo (17), en el que el primer extremo (16) de la barra de empuje (6) está unido de forma giratoria al accionamiento de manivela (10) alrededor de un pasador de manivela (19) a una distancia radial (8) desde el eje de rotación (18), y en el que el segundo extremo (17) de la barra de empuje (6) está unido al soporte de laminación (1), de modo que, durante la operación del molino, una rotación del accionamiento de manivela (10) se convierte en un movimiento de traslación del soporte de laminación (1) entre un primer punto de inversión (U1) y una segunda posición inversión (U2), en el que
la distancia radial (8) del primer extremo (16) de la barra de empuje (6) desde el eje de rotación (18) es ajustable, de modo que la distancia entre las dos posiciones de inversión (U1, U2) del movimiento de traslación del soporte de laminación (1) es ajustable,
caracterizado por que el accionamiento de manivela comprende un orificio pasante (24) que tiene una sección transversal que es al menos en algunas secciones radialmente simétrica, pero no rotacionalmente simétrica, para recibir el pasador de manivela (19),
en el que el pasador de manivela (19) está diseñado de manera que comprende un cuerpo de base (20) con un lado frontal (25) y un lado posterior (26), con una sección de pasador (21) dispuesta en el lado frontal (25) y con una sección de fijación (22) dispuesta en el lado posterior (26),
en el que el cuerpo de base (20) tiene una sección transversal que está diseñada al menos en algunas secciones para ser complementaria a la sección transversal del orificio pasante (24), de modo que el cuerpo de base (20) se recibe de forma a prueba de torsión y con bloqueo positivo en el orificio pasante (24),
en el que la sección de pasador (21) está dispuesta excéntricamente en el cuerpo de base (20), de modo que la sección de pasador (21) puede disponerse, girando el cuerpo de base (20) antes de la introducción en el orificio pasante (24), a diferentes distancias radiales desde el eje de rotación del accionamiento de manivela, en el que, en la sección de pasador (21), el primer extremo (16) de la barra de empuje (6) está unido para que la barra de empuje (6) pueda girar alrededor del eje longitudinal de la sección de pasador (21), y
en el que, en la sección de fijación (22), está dispuesto un elemento de fijación (23), de modo que el pasador de manivela (19) está fijado contra su extracción del orificio pasante.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2014/073622.
Solicitante: Sandvik Materials Technology Deutschland GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Heerdter Landstrasse 229-243 40549 Düsseldorf ALEMANIA.
Inventor/es: FROBÖSE,THOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B21/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › Laminado de tubos por movimiento de paso de peregrino.
PDF original: ES-2672473_T3.pdf
Patentes similares o relacionadas:
Rodillo de peregrinación en frío, del 10 de Junio de 2020, de Sandvik Materials Technology Deutschland GmbH: Instalación de laminación por paso de peregrino para conformar un tocho en un tubo, con un primer bastidor de rodillos que se apoya pudiendo moverse linealmente […]
Un procedimiento para producir un tubo de acero inoxidable doble, del 18 de Marzo de 2020, de SANDVIK INTELLECTUAL PROPERTY AB: Un procedimiento para producir un tubo de acero inoxidable doble que comprende la composición siguiente, en % en peso, C máx. 0,06; Cr 21-24,5; Ni 2,0-5,5; […]
Método para producir un tubo de acero que incluye limpiar la pared de tubo exterior, del 14 de Agosto de 2019, de Sandvik Materials Technology Deutschland GmbH: Método para producir un tubo de acero, que comprende la fabricación de un tubo de acero con una pared de tubo interior, una pared de tubo […]
Procedimiento para producir una tubería de acero inoxidable dúplex, del 12 de Abril de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método para producir una tubería de acero inoxidable dúplex que tiene un límite elástico mínimo de 758,3 a 965,2 MPa, que comprende: preparar una tubería de material […]
Tubos de acero inoxidable y método para su producción, del 9 de Enero de 2019, de TUBACEX, S.A: Un método para producir un tubo de una aleación de acero inoxidable, comprendiendo el método: (a) trabajar en caliente una pieza fundida de […]
Método para producir tubo de alta aleación, del 7 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método para producir un tubo de alta aleación con una resistencia a la fluencia mínima de 758,3 a 965,2 MPa, que comprende: preparar un tubo de material […]
Tren de laminación a paso de peregrino, del 18 de Enero de 2017, de Sandvik Materials Technology Deutschland GmbH: Tren de laminación para la fabricación de un tubo, con una planta de laminación a paso de peregrino para reducir el diámetro de un lingote hueco a tubo, […]
 PROCEDIMIENTO Y DISPOSITIVO DE PRODUCCION DE UN TUBO CON UN PERFILADO INTERNO, del 16 de Diciembre de 2007, de SMS MEER GMBH: Procedimiento de producción de un tubo con un perfilado interno fileteado o helicoidal mediante laminado en frío a paso de peregrino, en el que el tubo se desplaza […]
PROCEDIMIENTO Y DISPOSITIVO DE PRODUCCION DE UN TUBO CON UN PERFILADO INTERNO, del 16 de Diciembre de 2007, de SMS MEER GMBH: Procedimiento de producción de un tubo con un perfilado interno fileteado o helicoidal mediante laminado en frío a paso de peregrino, en el que el tubo se desplaza […]