CIP-2021 : B29C 45/14 : incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/14[1] › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/14 · incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y HERRAMIENTA INYECTORA PARA LA PRODUCCION DE BANDAS ARTICULADAS DE PLASTICO, ESPECIALMENTE UNA CADENA DE BOLAS.
(01/10/1992). Solicitante/s: EGO KUNSTSTOFFWERK AG. Inventor/es: LIEBL, RUDOLF.
UNA CADENA DE BOLAS SE FABRICARA DE PLASTICO EN UNA HERRAMIENTA INYECTORA DE MANERA QUE SE INYECTE SIMULTANEAMENTE LA MAYORIA DE LAS BOLAS ENFILADAS EN UN CORDON . LAS CAVIDADES EN LA HERRAMIENTA PARA LA FORMACION DE LAS BOLAS ESTAN EN CONEXION CON CANALES LATERALES Y DESEMBOCAN EN UNA CAVIDAD INYECTORA COMUN. INMEDIATAMENTE EN EL CRUCE DE LOS CANALES LATERALES HACIA LA CAVIDAD SE ENCUENTRA UN ESTRECHAMIENTO DEL CORTE TRANSVERSAL. ASI SE IMPIDE QUE LA CONTRACCION POR ENFRIAMIENTO DEL MATERIAL QUE SE ENCUENTRA EN LA CAVIDAD INYECTORA SE PUEDA TRANSFERIR A LAS BOLAS Y DE ASI UN DEFECTO DE VISION.
VIDRIERAS MULTIPLE, PROCEDIMIENTO DE OBTENCION Y DISPOSITIVO PARA LA REALIZACION.
(16/08/1992). Solicitante/s: SAINT-GOBAIN VITRAGE INTERNATIONAL. Inventor/es: CANAUD, MICHEL, DEWITTE, PHILIPPE.
LA VIDRIERA COMPORTA DOSHOJAS DE VIDRIO 35, 36 SEPARADAS POR UNA LAMINA DE AIRE DESHIDRATADO Y MANTENIDAS POR UN CUADRO 38 DE LAS QBUE AL MENOS LA SUPERFICIE DE CONTACTO CON EL VIDRIO TIENE UNA SUSTANCIA CONO CAUCHO Y O POLIISOBUTILENO, CON UNA JUNTA DE MATERIA PLASTICA COMO POLIURETANO.
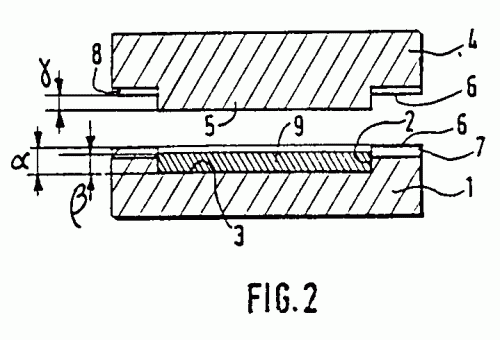
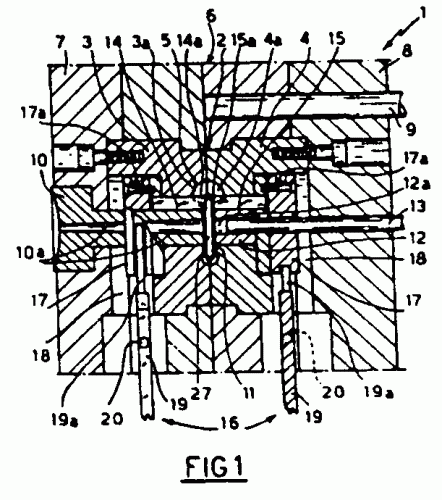
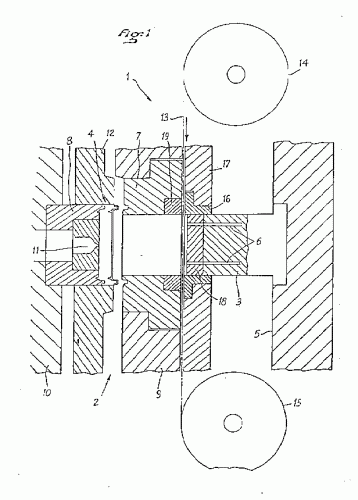
PROCEDIMIENTO Y DISPOSITIVO PARA PREPARAR CINTAS ARTICULADAS FLEXIBLES.
(16/07/1992). Solicitante/s: EGO KUNSTSTOFFWERK AG. Inventor/es: LIEBL, RUDOLF, BOSSHARD, ERNST.
COMPRENDE: A) TEJER EN CALIENTE LA MATERIA PLASTICA A TRAVES DE LOS ESTRECHAMIENTOS Y B) ROCIAR LAS CINTAS NO PERFORADAS; C) CONFORMAR CONTRAPIEZAS EN FORMA DE DISCO EN LA CINTA NO PERFORADA; D) ARTICULAR A LA CINTA NO PERFORADA Y E) ESTAMPAR LA CINTA NO PERFORADA. CONSTA DE: UN MOLDE SUPERIOR CON ESCOTADURA LLENA PARA LA FORMACION DE CONTRAPIEZAS, UN MOLDE INFERIOR CON ESCOTADURAS PARA ARTICULAR LAS CINTAS, Y UN NUCLEO QUE PENETRA EN LA ESCOTADURA Y ACCIONA UNA INYECTORA. FIG.01.
PROCEDIMIENTO DE FABRICACION DE DISPOSITIVOS TALES COMO RACORES DE DERIVACION O SIMILARES PARA TUBOS O TUBERIAS FLEXIBLES, EN PARTICULAR A BASE DE CAUCHO.
(01/07/1992). Solicitante/s: HUTCHINSON. Inventor/es: BRIET, GILLES.
PROCEDIMIENTO DE FABRICACION DE DISPOSITIVOS TALES COMO RACORES DE DERIVACION O SIMILARES PARA TUBOS O TUBERIAS FLEXIBLES, EN PARTICULAR A BASE DE CAUCHO. SE COLOCA EN EL INTERIOR DE UN TUBO O TUBERIA UN NUCLEO RIGIDO DESTINADO A SOPORTARLE Y SE FUNDE SOBRE EL IN SITU POR INYECCION DE UN MATERIAL PLASTICO DE TIPO TERMOPLASTICO O TERMOENDURECIDO SOBRE EL TUBO O TUBERIA EL RACOR DE DERIVACION O SIMILAR QUE ENCIERRA DICHO TUBO O TUBERIA SOBRE SU CARA EXTERNA Y QUE SE SOLIDARIZA CON EL POR ADHERENCIA POR EL PROPIO EFECTO DE SER FUNDIDO SOBRE EL.
PROCEDIMIENTO PARA MOLDEAR UN MARCO EN UN GUARNECIDO DE ASIENTO PARA REALIZAR UN ELEMENTO DE ASIENTO.
(16/06/1992). Solicitante/s: ETABLISSEMENTS M. DURET & FILS SOCIETE ANONYME DITE:. Inventor/es: DANTON, JEAN-LOUIS.
EL INVENTO ES UN PROCEDIMIENTO PARA REALIZAR UN ELEMENTO DE ASIENTO A PARTIR DE UNA PORCION DE GUARNECIDO QUE COMPRENDE UNA CAPA DE COBERTURA EN MATERIA PLASTICA RELATIVAMENTE COMPACTA, UNA RED FORMADA POR UNA CAPA CONTINUA DE RESORTES METALICOS CUYAS ESPIRAS ENTREMEZCLADAS VIENEN, POR UN LADO SENSIBLEMENTE A NIVELARSE CONTRA LA CARA INFERIOR DE LA COBERTURA ; Y UNA CAPA INTERMEDIA DE UNION EN UNA ESPUMA DE MATERIA PLASTICA QUE VIENE, EN PARTE, A ENVOLVER LAS ESPIRAS DE LA CAPA DE RESORTES O MUELLES . SEGUN EL INVENTO, SE PINZA LA ORILLA PERIFERICA DE DICHA PORCION DE GUARNECIDO EN UN MOLDE A INYECTAR, ESTE MOLDE PRESENTA UNA CAVIDAD EN LA CUAL PENETRA DICHA ORILLA , SE INYECTA A BAJA PRESION EN DICHA CAVIDAD UNA MATERIA TERMOPLASTICA ADICIONADA CON UN AGENTE DE EXPANSION Y SE DELA ALLI ENDURECER ESTA MATERIA TERMOPLASTICA.
PROCEDIMIENTO DE MOLDEO DE PIEZAS DE MATERIALES COMPUESTOS.
(16/06/1992). Ver ilustración. Solicitante/s: VOLLET, JEROME.
PROCEDIMIENTO DE MOLDEO DE PIEZAS DE MATERIALES COMPUESTOS. SE CONSTRUYE UNA PARTE DE MOLDE HEMBRA Y UNA PARTE DE MOLDE MACHO QUE COOPERAN ENTRE SI DEJANDO ENTRE AMBAS UN ESPACIO QUE CORRESPONDEN A LA PIEZA DE MOLDEAR SE TROQUELA UNA PIEZA EN BRITO DE TEJIDO PARA QUE PUEDA ADAPTARSE AL FONDO DE LA PARTE DE MOLDE HEMBRA , SIN SOBRESALIR DE LA MISMA, Y PUEDA SER COMPRIMIDA ENTRE LAS DOS PARTES DEL MOLDE , SE COLOCA LA PIEZA EN BRUTO DE TEJIDO EN EL FONDO DE LA PARTE DE MOLDE HEMBRA , SE CIERRA EL MOLDE, SE HACE EL VACIO, SE INYECTA LA RESINA Y SE CURA LA PIEZA. EL PROCEDIMIENTO ES MUY APROPIADO PARA FABRICAR PIEZAS DE APAREJO DE BARCOS.
METODO Y APARATO PARA MOLDEADO POR INYECCION DE FINALES PARA CIERRES DESLIZABLES.
(01/06/1992). Solicitante/s: YOSHIDA KOGYO K.K. Inventor/es: KUSAYAMA, MASAHIRO.
METODO DE UN APARATO PARA APLICAR ELEMENTOS FINALES POR MOLDEADO O INYECCION A UN CIERRE DESLIZABLE QUE TENGA FILAS DE ELEMENTOS DE ENGANCHE EN LADOS OPUESTOS . UNA LONGITUD PREDETERMINADA DE ESTAS CINTAS SON MANTENIDAS VERTICALMENTE A LA TELA Y ABRAZADOS POR LOS ELEMENTOS FINALES MOLDEADOS IN SITU CON LA LONGITUD PREDETERMINADA ANTERIORMENTE Y MANTENIENDO LA ALINEACION DE ARRIBA CINTAS FUERA DEL ELEMENTO DE CIERRE MOLDEADO.
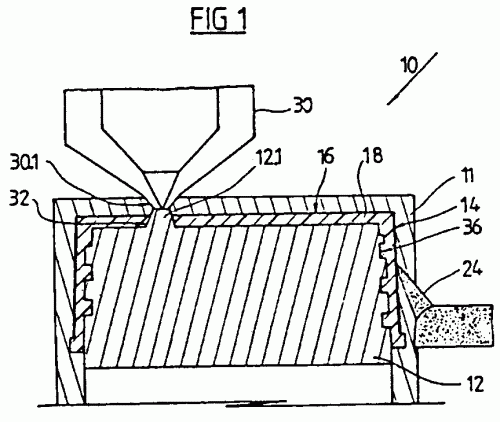
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE ARRASTRE DE PLASTICO PARA TAMBORES DE MAQUINAS LAVADORAS Y PIEZA DE ARRASTRE FABRICADA SEGUN EL MISMO.OK.
(16/05/1992). Ver ilustración. Solicitante/s: BOSCH-SIEMENS HAUSGWRATE GMBH. Inventor/es: BOLDUAN, EDWIN, VON KEUDELL, LEOPOLD.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE ARRASTRE DE PLASTICO PARA TAMBORES DE MAQUINAS LAVADORAS, Y PIEZA DE ARRASTRE FABRICADA SEGUN EL MISMO. EN EL PROCEDIMIENTO, LA MASA SUPLEMENTARIA CONFIGURADA COMO BARRA REDONDA ES PROVISTA, EN PROXIMIDAD DE LOS DOS EXTREMOS DE LA BARRA, DE UNA RANURA PERIFERICA EN CADA CASO, TOMADA POR DOS HORQUILLAS QUE ENGRANAN EN DICHAS RANURAS, Y MANTENIDA EN SU POSICION FINAL EN UNA PRIMERA PARTE DE LA HERRAMIENTA DE FUNDICION INYECTADA. LAS HORQUILLAS SON GUIADAS EN UNA SEGUNDA PARTE DE LA HERRAMIENTA DE FUNCIION INYECTADA QUE TRAS EL POSICIONADO FINAL DE LA MASA SUPLEMENTARIA SE ENSAMBLA CON LA PRIMERA PARTE. DURANTE O TRAS LA INYECCION DE LA PIEZA DE ARRASTRE LAS HORQUILLAS SON EXTRAIDAS DE LAS RANURAS. LA PIEZA DE ARRASTRE SE CARACTERIZA PORQUE LA MASA SUPLEMENTARIA PRESENTA EN CADA UNO DE LOS EXTREMOS DE SU BARRA UNA RANURA PERIFERICA Y ESTA RODEADA POR TODOS LOS LADOS DE MASA DE PLASTICO.
DISPOSITIVO DE CIERRE PARA UN DISPOSITIVO DE INYECCION.
(16/03/1992) SE DESCRIBE UN ACCIONAMIENTO PARA FORMAS INYECTADAS DE UN DISPOSITIVO DE INYECCION DE MATERIA PLASTICA PARA INYECCION DE UNA PARTE DE PARED EN UN ROLLO DE PAPEL, CON AL MENOS UN INYECTOR DE SUMINISTRO (10, 10') FIJADO EN UN PORTADOR , MAS CABEZAS INYECTORAS CONECTADAS FIRMEMENTE CON ESTE Y CON LAS PALANCAS DE CONEXION (17, 17',L8) ACCIONADAS. PARA GUIAR PARALELAMENTE UNOS A OTROS LOS ROLLOS DE UN TUBO DE PAQUETES Y SE LLEGUE CON POCA PLASTIFICIDAD A LA CAMARA MAS ESTRECHA CON POCA FLUIDEZ PARA LA MATERIA PLASTICA, SE PREVEE SEGUN EL INVENTO, QUE LA DIRECCION DEL TRANSPORTE DEL ROLLO DE PAPEL QUEDE VERTICAL A LA DIRECCION DE APERTURA Y CIERRE DE LA PARTE DE FORMA ESTEN COLOCADOS VARIOS PARES (L6) DE FORMAS MOVILES EN DISTANCIA (X) UNOS DE OTROS DE LA DIRECCION DE APERTURA…
PROCESO PARA EMPALMAR LOS BORDES DE UN TEJIDO CAUCHUTADO DESTINADO A LA FABRICACION DE NEUMATICOS.
(01/03/1992). Solicitante/s: COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN-MICHELIN & CIE. Inventor/es: TARDIVAT, JEAN-CLAUDE, AUPIC, BERNARD.
EL PROCESO DE EMPALME HASTA EL FIN DE LOS BORDES UN TEJIDO CAUCHUTADO, FORMADO POR ELEMENTOS DE REFUERZO, PARALELOS ENTRE ELLOS Y CON UNA SEPARACION P, CONSISTE EN INYECTAR, A PRESION Y A CALOR, ENTRE LOS ELEMENTOS DE REFUERZO DE LOS BORDES DISTANTES CON UN VALOR D SUPERIOR A 1,5 P, UNA MEZCLA DE CAUCHO QUE POSEE UNAS PROPIEDADES DE COHESION Y ALARGAMIENTO SUPERIORES DE LOS ELEMENTOS DE REFUERZO. EN EL NEUMATICO REALIZADO A PARTIR DE UN SOLO TEJIDO, LA MEZCLA DE SOLDADURA TIENE UN MODULO DE ELASTICIDAD EN TENSION SUPERIOR AL MISMO MODULO DE LA MEZCLA DE REVESTIMIENTO DE LOS ELEMENTOS DE REFUERZO DE LA ARMADURA DE CARCASA MOVIL.
METODO MEJORADO PARA HACER PARTES DE MONTURAS MOLDEADAS DE ESTERA.
(16/11/1991). Solicitante/s: THE DOW CHEMICAL COMPANY. Inventor/es: WASZECIAK, DOUGLAS P., ALBERINO, LOUIS M., CARLETON, PETER S.
ES DESCUBIERTO UN PROCESO PARA LA PREPARACION DE COMPUESTOS DE GRAN FUERZA MOLDEADAS QUE COMPRENDEN MATERIAL REFORZADO DE FIBRAS IMPREGNADAS CON UNA RESINA POLISOCIANURADA MOLDEADA DE INYECCION REACCION. EL NUEVO PROCESO COMPRENDE PRIMERO EVACUAR UN MOLDE QUE CONTENGA EL MATERIAL REFORZADO DE FIBRAS DICHO MOLDE EQUIPADO CON MEDIOS PARA ACEPTAR UN VOLUMEN EXCESIVO DE RESINA. EL SISTEMA DE MOLDEO ES COMPRIMIDO ANTERIOR A LA GELIFICACION QUE CAUSA EL VOLUMEN EXCESIVO A SER FORZADO DENTRO DEL VOLUMEN FINAL. LOS COMPUESTOS MOLDEADOS ESTAN CARACTERIZADOS POR EL MOLDEO DE FLEXION GRANDE, PROPIEDADES FISICAS BUENAS CONTENIDOS DE VACIO SORPRENDENTEMENTE BAJOS Y SUPERFICIES LISAS. LAS PARTES ENCUENTRAN UTILIDAD EN AUTOMOTORES, ARTEFACTOS Y PARTES DE CONSTRUCCION DE EDIFICIOS.
MEJORAS EN LA FABRICACION DE ARTICULOS DE PLASTICO MOLDEADO.
(16/08/1991). Solicitante/s: PEERLESS PLASTICS PACKAGING LIMITED. Inventor/es: BAGNALL, PAUL JAMES HOWARD, LONGBOTTOM, KARL, WHITELEY, NORMAN.
UN ARTICULO DE PLASTICO MOLDEADO TAL COMO UN CONTENEDOR TIENE UN BLANCO DE MATERIAL DE PELICULA PLASTICA TAL COMO UNA ETIQUETA O UNA BARRERA DE DIFUSION EN UNA SUPERFICIE ES MANUFACTURADO POR UN METODO QUE INCLUYE LOS PASOS DE CORTAR LOS BLANCOS INDIVIDUALMENTE DESDE UNA TIRA DEL MATERIAL DE PELICULA PLASTICA PARA CADA OPERACION DE MOLDEADO, Y ALIMENTAR CADA BLANCO CORTADO A E INTRODUCIENDOLO DENTRO DEL MOLDE LISTO PARA QUE SE REALICE LA RESPECTIVA OPERACION DE MOLDEAR EN LA CUAL EL BLANCO SE INCORPORA AL ARTICULO MOLDEADO. EL BLANCO PUEDE SER POSICIONADO EN EL MOLDE POR SUCCION Y/O AIRE SOPLADO APLICADO AL MOLDE O POR CARGA ELECTROSTATICA DEL BLANCO PARA CAUSAR QUE SEA ATRAIDO A LA SUPERFICIE DEL MOLDE. LOS BLANCOS CORTADOS SON LLEVADOS INDIVIDUALMENTE AL MOLDE POR UN BRAZO DE TRANSFERENCIA QUE LO SOSTIENE POR SUCCION.
HERRAMIENTA PERFECCIONADA.
(01/03/1991). Solicitante/s: CLATU S.A..
HERRAMIENTA CON CUERPO METALICO RECUBIERTO EN TODA SU EXTENSION, SALVO EN LA ZONA DE CORTE, POR UN MATERIAL SINTETICO DE ALTO PODER DE AISLAMIENTO ELECTRICO Y DUREZA Y RESISTECIA ADECUADAS. EL RECUBRIMIENTO TENDRA LUGAR EN DOS OPERACIONES DE MOLDEO CONSECUTIVAS: EN PRIMER LUGAR SE CONFORMA, SOBRE LA ZONA INTERMEDIA, UN CUERPO DE REVESTIMIENTO CON UNA SUCESION DE PITONES SOBRESALIENTES, SOBRE EL CUAL SE REALIZARA UNA SEGUNDA OPERACION DE MOLDEO PARA COMPLETAR EL RECUBRIMIENTO Y CONSEGUIR LA HERRAMIENTA TOTALMENTE TERMINADA. SE EMPLEA EN LA FABRICACION DE HERRAMIENTAS UTILIZADAS EN LA MANIPULACION DE INSTALACIONES ELECTRICAS.
PROCEDIMIENTO DE FABRICACION DE UN DISPOSITIVO DE BIFURCACION Y/O EMPALME PARA CANALIZACIONES FLEXIBLES Y DISPOSITIVO DE BIFURCACION Y/O EMPALME REALIZADO SEGUN ESTE PROCEDIMIENTO.
(01/01/1991). Solicitante/s: CAOUTCHOUC MANUFACTURE ET PLASTIQUES. Inventor/es: MATTE, PIERRE, BUFFY, FRANCOIS.
PROCEDIMIENTO DE REALIZACION DE UN DISPOSITIVO DE EMPALME Y/O BIFURCACION DE CANALIZACIONES FLEXIBLES, CARACTERIZADO PORQUE ASEGURA UN ZUNCHADO DE LAS PAREDES DE LOS EXTREMOS DE LAS CANALIZACIONES FLEXIBLES ENTRE UNA TUBULADURA INTERNA RIGIDA Y UNA FUNDA EXTERNA , MEDIANTE EL USO DE UN POLIMERO CUYA CONTRACCION DURANTE EL ENFRIAMIENTO DEL MATERIAL DESPUES DEL TRATAMIENTO TERMICO ES AL MENOS IGUAL AL 1%, CONTRAYENDOSE EL CITADO POLIMERO EN LA ZONA DE BIFURCACION Y/O EMPALME. DISPOSITIVO DE EMPALME Y/O BIFURCACION REALIZADO SEGUN ESTE PROCEDIMIENTO. EL INVENTO SE APLICA EN EL CAMPO DE LOS CIRCUITOS DE FLUIDOS ENTRE MATERIALES DIFERENTES U ORGANOS DEL MOTOR DE UN VEHICULO.
APARATO PARA MOLDEADO POR INYECCION.
(01/11/1990). Solicitante/s: CMB PACKAGING LIMITED. Inventor/es: DE\'ATH RODERICK, MICHAEL.
APARATO PARA MOLDEADO PLASTICO POR INYECCION DE ELEMENTOS ENCERRADOS DENTRO DE APERTURAS EN EL PANEL CENTRAL DE UNA PLURALIDAD DE POSIBLES DESTINOS , DICHO APARATO COMPRENDE UN PRIMER MODULO UN SEGUNDO MODULO ; MEDIOS EFECTIVOS PARA JUNTAR LOS MODULOS POR GRAPAS EN SUPERFICIES OPUESTAS DE CADA PANEL CENTRAL Y DE ESTE MODO DEFINIR UNA CAVIDAD MOLDE INCRUSTRADA EN UNA PARTE DEL METERIAL DEL PANEL ALREDEDOR DE LA ABERTURA Y ESPACIO RELLENABLE. ENTRE AMBAS CARAS DE DICHA APERTURA; Y UN ACCESO AL MENOS EN UNO DE LOS MODULOS PARA PERMITIR LA INYECCION DE MATERIALES PLASTICOS DENTRO DE DICHAS CAVIDADES MOLDES DONDE EL PRIMER MODULO INCLUYE UNA PLURALIDAD DE CAVIDADES DEFINIENDO MOLDES PARCIALES , CADA MUESCA DIRIGIDA A SU RESPECTIVO TALADRO EN DICHO PRIMER MODULO Y SOPORTANDO MEDIOS ELASTICOS EN CADA ORIFICIO DE ENTRADA PARA IMPULSAR CADA CITADA PORCION DEL MOLDE SOBRE EL SEGUNDO MODULO. FIG.
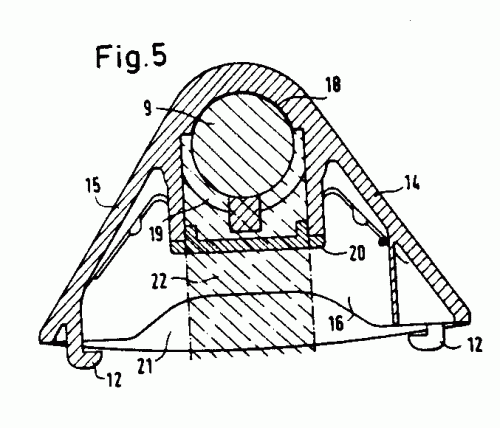
PISO MEJORADO PARA CALZADO DEPORTIVO.
(16/08/1990). Ver ilustración. Solicitante/s: JOMA SPORT, S.A.. Inventor/es: LOPEZ GOMEZ, FRUCTUOSO.
PISO MEJORADO PARA CALZADO DEPORTIVO, DEL TIPO DE LOS QUE INCORPORAN UN CUERPO O BANDELETA OBTENIDO POR MOLDEO O INYECCION A BASE DE UN MATERIAL PLASTICO, DEFORMABLE PERO NO CONTRAIBLE, ESENCIALMENTE CARACTERIZADO PORQUE EN LA ZONA DEL CITADO CUERPO CORRESPONDIENTE AL TACON SE ESTABLECE UN AMPLIO VACIADO, ABIERTO INFERIORMENTE, EN EL SENO DEL CUAL SE UBICA UNA PIEZA DE MATERIAL ESPONJOSO, DEFORMABLE Y CONTRAIBLE, QUE PREFERENTEMENTE QUEDA FIJADA AL CUERPO GENERAL DEL PISO EN EL PROPIO PROCESO DE MOLDEO O INYECCION DE ESTE ULTIMO.
METODO DE FABRICACION DE UNA TAPA PLASTICA O DE RESINA SINTETICA, MOLDE A ESTE EFECTO Y TAPA OBTENIDA CON DICHO METODO.
(01/05/1990). Solicitante/s: KORNELIS' KUNSTHARS PRODUCTEN INDUSTRIE B.V. Inventor/es: KORNELIS, WIEBREN DURK HALBE.
METODO DE FABRICACION DE UNA TAPA DE PLASTICO DOTADA DE UN RECUBRIMIENTO CONSISTENTE EN UNA LAMINA METALICA QUE PUEDE TENER UNA CAPA DE MATERIAL PLASTICO DE ESPUMA Y QUE CONSTA DE LAS SIGUIENTES FASES: COLOCACION DE UN MOLDE DE INYECCION EN UNA CAVIDAD DE MOLDEO DE FORMA APROPIADA PARA LA TAPA DE PLASTICO A FABRICAR, APLICACION DE UNA CAPA METALICA , INYECCION EN DICHA CAVIDAD, UNA VEZ CERRADA, DE MATERIAL PLASTICO PRECALENTADO QUE PUEDE ADHERIRSE A LA LAMINA METALICA Y, FINALMENTE, APERTURA DEL MOLDE Y RETIRADA DE LA TAPA ASI OBTENIDA.
PROCEDIMIENTO PARA LA FABRICACION DE UNA JUNTA DE ESTANQUEIDAD PARA CARROCERIA DE AUTOMOVIL.
(01/05/1990) PROCEDIMIENTO PARA LA FABRICACION DE UNA JUNTA DE ESTANQUEIDAD PARA CARROCERIA DE AUTOMOVIL, QUE COMPRENDE LAS FASES SUCESIVAS SIGUIENTES: PRACTICAR UN CORTE EN LA PARTE DEL ELEMENTO TUBULAR DE ESTANQUEIDAD CORRESPONDIENTE A LA PARTE DE ANGULO DEL MARCO; INTRODUCIR EN EL INTERIOR DE ESTE ELEMENTO TUBULAR UN INSERTO METALICO CON LA FORMA ARQUEADA Y ENSANCHADA DESEADA PARA ESTA PARTE ANGULAR; INTRODUCIR LA JUNTA ASI EQUIPADA CON ESTE INSERTO EN UN MOLDE DE INYECCION DONDE EL CITADO INSERTO HACE FUNCION DE MACHO PARA LA INYECCION DE UN LABIO DE ELASTOMERO COMPACTO QUE RECONSTITUYE, ENSANCHANDOLA, LA SUPERFICIE PREFERENTEMENTE ELIMINADA DEL ELEMENTO TUBULAR , AL MISMO TIEMPO QUE SE DEJA SUBSISTIR UN PASAJE…
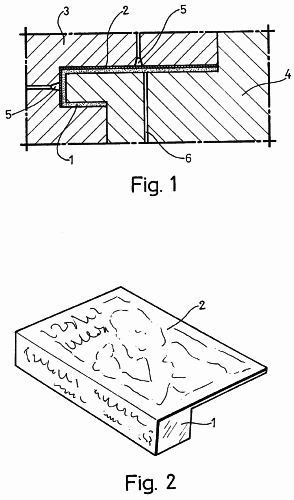
PIEZA MOLDEADA CON LAMINA ADHERIDA.
(16/02/1990). Ver ilustración. Solicitante/s: INDUSTRIAL LUM, S.A.. Inventor/es: GUSI SOSA, MONTSERRAT.
PIEZA MOLDEADA CON LAMINA ADHERIDA, DEL TIPO CONSTITUIDO POR MATERIAL TERMOPLASTICO, CARACTERIZADA ESENCIALMENTE PORQUE LA LAMINA ESTA INTEGRALMENTE ADHERIDA A LA PIEZA POR ACCION DE PRESION Y CALOR DE LA MAS ATERMOPLASTICA EN LA PROPIA OPERACION DE MOLDEO DE LA PIEZA, EN CUYO MOLDE SE HA DISPUESTO PREVIAMENTE LA LAMINA.
ZAPATO CON UNA SUELA INTERMEDIA DE POLIURETANO Y CON UNA SUELA EXTERIOR DE MATERIAL DE ELASTOMEROS Y PROCEDIMIENTO Y APARATO PARA SU FABRICACION.
(16/09/1989) ZAPATO CON UNA SUELA INTERMEDIA DE POLIURETANO Y CON UNA SUELA EXTERIOR DE MATERIAL DE ELASTOMEROS Y PROCEDIMIENTO Y APARATO PARA SU FABRICACION. A EFECTOS DE LA FABRICACION DE LA SUELA DE POLIURETANO Y DEL MOLDEO DE LA MISMA EN UNA CAÑA DE ZAPATO, Y CON EL FIN DE INFLUENCIAR LA VELOCIDAD DE REACCION DE LA MEZCLA QUE COMPRENDE EL POLIOL Y EL ISOCIANATO Y LA QUE, AL TERMINO DE LA REACCION, CONSTITUYE EL POLIURETANO, SE LE AÑADE A LA MEZCLA POR LO MENOS UN CATALIZADOR. A LOS ELASTOMEROS SE LE AÑADEN UNAS SUSTANCIAS QUE POSEEN UNOS GRUPOS FINALES REACTIVOS Y QUE CONSTITUYEN UNOS LIGAZONES QUIMICOS CON EL ISOCIANATO. EN PRIMER LUGAR SE FUNDE LA SUELA EXTERIOR…
ZAPATO CON UNA SUELA EXTERIOR, UN REBORDE LATERAL Y UNA SUELA INTERMEDIA, ASI COMO UN PROCEDIMIENTO Y UNA ESTACION DE MOLDEO PARA LA FABRICACION DEL MISMO.
(16/07/1989) ZAPATO CON UNA SUELA EXTERIOR, UN REBORDE LATERAL Y UNA SUELA INTERMEDIA, ASI COMO UN PROCEDIMIENTO Y UNA ESTACION DE MOLDEO PARA LA FABRICACION DEL MISMO. EL ZAPATO TIENE UNA SUELA EXTERIOR Y UN REBORDE LATERAL DE SUELA DE ELASTOMEROS Y UNA SUELA INTERMEDIA DE UNA MATERIA TERMOPLASTICA O DE UNA MEZCLA DE ISOCIANATO Y DE POLIOLO LA CUAL CONSTITUYE, AL TERMINO DE SU REACCION, EL POLIURETANO. LA SUELA EXTERIOR Y EL REBORDE LATERAL SON INYECTADOS DE UN RESPECTIVO MATERIAL DE ELASTOMEROS, Y UNIDOS POR VULCANIZADO, DENTRO DE SU ZONA DE CONTACTO COMUN. LA SUELA EXTERIOR Y EL REBORDE LATERAL DE SUELA PUEDEN ESTAR HECHOS DE UNOS MATERIALES DE ELASTOMEROS DIFERENTES. CON PREFERENCIA, LA SUELA INTERMEDIA ESTA HECHA DE UNA MEZCLA DE ISOCIANATO Y DE POLIOLO, QUE, AL TERMINO DE SU REACCION, CONSTITUYE EL POLIURETANO;…
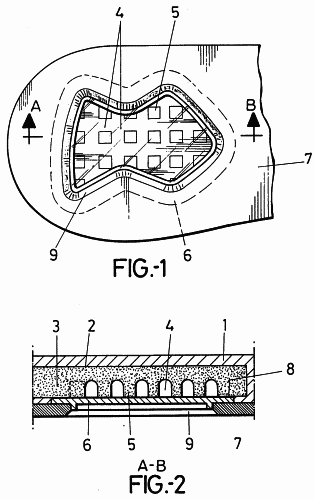
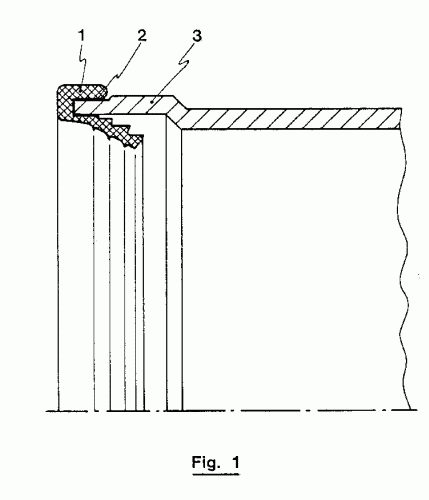
METODO PARA CANTEADO PROTECTOR POR INYECCION DE TABLEROS PARA MOBILIARIO Y LA ESTRUCTURA RESULTANTE.
(16/06/1989). Solicitante/s: RIPAY, S. A. Inventor/es: LEAL PEREZ, ERNESTO.
METODO PARA CANTEADO POR INYECCION DE TABLEROS PARA MOBILIARIO Y LA ESTRUCTURA RESULTANTE, CUYO METODO APLICABLE A TABLEROS ESTRATIFICADOS CON UN CUERPO BASICO CUYAS CARAS (3 Y 4) VAN PROVISTAS DE REVESTIMIENTOS LAMINARES NO POROSOS , SE CARACTERIZA POR CUANTO EL CITADO TABLERO ES PERFILADO POR SUS BORDES PERIMETRALES DETERMINANDOSE ZONAS POROSAS BISELADAS (10 Y 11), APLICANDO A CONTINUACION EN UN PROCESO DE TERMO-INYECCION UN CANTO MOLDEADO A BASE DE MATERIAL PLASTICO, PREFERENTEMENTE UN COPOLIMERO DE POLIPROPILENO, QUE SE EXTIENDE SOBRE LA SUPERFICIE LATERAL DEL TABLERO Y POR ENCIMA DE LAS ZONAS POROSAS BISELADAS (10 Y 11) MEDIANTE PORCIONES SALIENTES (8 Y 9) ADHERIDAS A LAS ZONAS DE REVESTIMIENTO LAMINAR PROXIMAS A LOS BORDES DEL TABLERO.
PROCEDIMIENTO Y EQUIPO PARA ENGLOBAR ANILLOS, BRAZALETES Y SIMILARES EN UN CUERPO PLASTICO TRANSPARENTE.
(16/04/1989). Ver ilustración. Solicitante/s: FINAMORE S.R.L. Inventor/es: FINAMORE, BENIAMINO, ROCCON, SECONDO.
EL PROCEDIMIENTO Y EL EQUIPO DESCRITOS PREVEN QUE UN ANILLO SEA COLOCADO ENTRE DOS HUECOS PERFILADOS (3A Y 4A) DE DOS SEMIMOLDES ASOCIADOS A UNA PRENSA DE INYECCION. LOS SEMIMOLDES SON ACERCADOS RECIPROCAMENTE PARA QUE ASI EL ANILLO QUEDE ENCERRADO EN UNA CAVIDAD DEFINIDA POR LOS HUECOS (3A, 4A) EN LA QUE SE INYECTARA A CONTINUACION MATERIAL PLASTICO FUNDIDO TRANSPARENTE. CUANDO EL MATERIAL PLASTICO NO SE HA SOLIDIFICADO COMPLETAMENTE, LOS ELEMENTOS DE SUJECCION SON ALEJADOS DEL ANILLO QUE QUEDA ASI SUSPENDIDO EN EL MATERIAL PLASTICO. EL MATERIAL PLASTICO CONTENIDO EN LA CAVIDAD ES SUCESIVAMENTE COMPRIMIDO Y ENFRIADO HASTA SU SOLIDIFICACION.
UN CIERRE PARA RECIPIENTES.
(01/04/1989). Ver ilustración. Solicitante/s: RETIEF, CHARLES THOMAS.
UN CIERRE PARA RECIPIENTES. CONSISTE EN UN TAPON DE ROSCA EN CUYO FONDO SE ESTABLECE UN MIEMBRO DE CIERRE 34 QUE SE ENCLAVA EN UNA RANURA ESTABLECIDA ENTRE LA PARED LATERAL Y LA BASE DEL TAPON Y QUE SE FORMA EN EL PROPIO SENO DE ESTE ULTIMO, CONCRETAMENTE MOLDEANDOSE POR INYECCION A TRAVES DE UN PASO 32 DISPUESTO EN LA BASE DEL TAPON.
EMPALME PARA TUBERIA DE RESINA A BASE DE CLORURO DE VINILLO QUE COMPRENDE UN ANILLO DE ESTANQUEIDAD DE CAUCHO TERMOPLASTICO.
(01/04/1989). Ver ilustración. Solicitante/s: DRAKA POLVA B.V. Inventor/es: GUITONEAU, HANS.
EMPALME PARA TUBERIA DE RESINA A BASE DE CLORURO DE VINILO QUE COMPRENDE UN ANILLO DE ESTANQUEIDAD DE CAUCHO TERMOPLASTICO. EL ANILLO DE ESTANQUEIDAD QUE ESTA FIJADO EN EL EMPALME POR SOLDADURA ESTA REALIZADO A PARTIR DE UNA MEZCLA PARCIALMENTE VULCANIZADA DE UN COPOLIMERO DE ETILENO CON AL MENOS UN MONOMERO COPOLIMERIZABLE Y DE 5 A 75% EN PESO DE LA MEZCLA DE UN POLIMERO DE HALOGENURO DE VINILO O DE VINILIDENO.
ESTRUCTURA DE MOLDE PERFECCIONADA PARA PRODUCIR UN CONJUNTO ENCAPSULADO DE VENTANILLA.
(01/03/1989) LA PRESENTE INVENCION SE REFIERE A UNA ESTRUCTURA DE MOLDE PERFECCIONADA PARA FORMAR UNA JUNTA POLIMERICA ALREDEDOR DE UNA PARTE PREDETERMINADA DE UNA HOJA FRAGIL COMO ES EL VIDRIO. LA ESTRUCTURA DE MOLDE INCLUYE DOS SECCIONES DE MOLDE COOPERANTES QUE TIENEN SUPERFICIES ENFRENTADAS, ESPACIADAS APARTE, QUE DEFINEN UNA CAMARA PARA RECIBIR LA HOJA DE VIDRIO. HAY COLOCADO UN ARO DE OBTURACION EN, POR LO MENOS, UNA DE LAS SECCIONES DEL MOLDE, ALREDEDOR DE LA PERIFERIA DE LA CAMARA Y SE UTILIZA PARA SOPORTAR ELASTICAMENTE LA HOJA DENTRO DE LA CAMARA. EL ARO DE OBTURACION COOPERA CON LAS SECCIONES DEL MOLDE Y CON UNA PARTE PREDETERMINADA DE LA HOJA PARA DEFINIR UNA CAVIDAD PARA FORMAR LA JUNTA QUE TIENE UNA CONFIGURACION QUE CORRESPONDE…
(16/11/1988) SANDALIA PERFECCIONADA, QUE COMPRENDIENDO LA COMBINACION DE DOS PARTES UNIDAS ENTRE SI, UNA CONSTITUTIVA DEL PISO INYECTADO EN MATERIAL PLASTICO, TAL COMO EL PLIURETANO, CONSTITUYENDO LA OTRA PARTE ELCORTE FORMADO POR UNO O DOS CUERPOS LAMINARES INDISTINTAMENTE, DE CUERO O MATERIAL SINTETICO, CUYOS CUERPOS QUEDAN UNIDOS POR UNO DE LOS BORDES SOBRE EL PISO EN EL CURSO DE LA OPERACION DE MOLDEO, Y SE CARACTERIZA ESENCIALMENTE PORQUE EL PISO PROPIAMENTE DICHO QUEDA ACABADO TOTALMENTE EN EL PROCESO DE MOLDEO, DE MANERA QUE SE FORMA UN BLOQUE MACIZO DE CIERTO ESPESOR Y ELEVADO INDICE DE ELASTICIDAD QUE COMPRENDE LA PARTE DELANTERA Y TACON, VENTAJOSAMENTE MAS ALTO, ASI COMO LA CURVA CORRESPONDIENTE AL ARCO METATARSIANO, RESULTANDO DIRECTAMENTE EN EL MOLDEO UNA SUPERFICIE SUPERIOR QUE PRESENTA TODOS Y CADA…
METODO PARA PRODUCIR UNA GOMA DE SILICONA Y UN COMPUESTO DE RESINA TERMOPLASTICA.
(01/11/1988). Solicitante/s: TORAY SILICONE COMPANY, LTD.. Inventor/es: SHIMIZU, KOJI, SAITO, MASAYUKI, HAMADA, MITSUO.
SE PUEDEN PREPARAR COMBINADOS CONSTITUIDOS AL MENOS POR UNA CAPA DE RESINA ORGANICA TERMOPLASTICA Y AL MENOS POR UNA CAPA DE GOMA VULCANIZADA DE SILICONA, INYECTANDO UNA RESINA TERMOPLASTICA EN UNA CAVIDAD DE UN MOLDE, DEJANDO QUE LA RESINA SE ENDUREZCA, INYECTANDO UNA COMPOSICION VULCANIZABLE Y LIQUIDA DE GOMA DE SILICONA EN UNA CAVIDAD DE UN MOLDE QUE ESTA OCUPADA PARCIALMENTE POR LA RESINA TERMOPLASTICA ENDURECIDA Y, POR ULTIMO, VULCANIZANDO LA COMPOSICION LIQUIDA DE GOMA DE SILICONA. LA COMPOSICION LIQUIDA DE GOMA DE SILICONA SE VULCANIZA A UNA TEMPERATURA COMPRENDIDA ENTRE 25JC Y EL PUNTO DE REBLANDECIMIENTO DE LA RESINA TERMOPLASTICA. EN UNA REALIZACION PREFERIDA, LA COMPOSICION VULCANIZABLE Y LIQUIDA DE GOMA DE SILICONA SE MANTIENE A UNA TEMPERATURA DE C60J A B5JC ANTES DE INYECTARLA EN LA CAVIDAD DEL MOLDE.
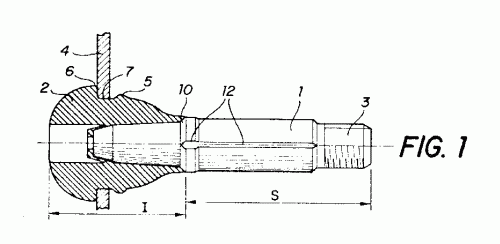
VALVULA PARA NEUMATICOS Y PROCEDIMIENTO PARA LA FABRICACION DE LA MISMA.
(16/10/1988). Ver ilustración. Solicitante/s: SCHRADER S.A.. Inventor/es: MAIRE, GUY.
VALVULA PARA NEUMATICOS QUE COMPRENDE UNA TUBULADURA QUE RECIBE EL MECANISMO DE VALVULA Y UNA ENVOLVENTE DE MATERIAL ELASTOMERO QUE RODEA LA TUBULADURA Y QUE MANTIENE LA VALVULA EN LA LLANTA DE LA RUEDA. LA TUBULADURA COMPRENDE EN SU PARTE SUPERIOR (S) UN ESCALON DIRIGIDO HACIA EL EXTERIOR Y EN SU PARTE INFERIOR (I) UN REBAJE DIRIGIDO HACIA EL INTERIOR. ESTE REBAJE SE UNE CON LA ENVOLVENTE DE MANERA TAL QUE ESTA SOLO RECUBRE LA PARTE INFERIOR (I) DE LA TUBULADURA Y PUEDE RECIBIR TUBULADURAS DE LONGITUDES DISTINTAS. PARA LA FABRICACION, EL ESCALON HACE LA FUNCION DE OBTURADOR EXTERIOR MIENTRAS QUE LA OBTURACION INTERIOR QUEDA REALIZADA POR UN ORGANO DE TIPO CILINDRICO QUE SE PROLONGA POR LO MENOS HASTA EL NIVEL DEL REBAJE.
PROCEDIMIENTO PARA LA FABRICACION DE OBJETOS MEDIANTE INYECCION DE UNA MATERIA SINTETICA Y MAQUINA PARA LA PUESTA EN PRACTICA DE DICHO PROCEDIMIENTO.
(16/04/1988). Ver ilustración. Solicitante/s: DROMIGNY, PIERRE.
LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION, MEDIANTE INYECCION DE UNA MATERIA SINTETICA, DE OBJETOS QUE PRESENTAN UNA PELICULA QUE FORMA PARTE INTEGRANTE DE LOS MISMOS, POR MEDIO DE UNA MAQUINA DE INYECCION QUE COMPRENDE UN MOLDE DOTADO DE UN TROQUEL Y DE UNA MATRIZ Y, AL MENOS, DE UNA BOQUILLA INYECTORA DE AQUELLA MATERIA SINTETICA. SEGUN LA INVENCION SE HACE AVANZAR, PASO A PASO, UNA BANDA DEL MATERIAL DE LAS PELICULAS HACIA EL MOLDE Y SE RECORTA DE DICHA BANDA , DESPUES DEL AVANCE DE LA MISMA UN PASO CORRESPONDIENTE A UNA DIMENSION DE LA ALUDIDA PELICULA A CORTAR, UNA PELICULA AL FORMATO ELEGIDO, DE MODO QUE LA PELICULA RECORTADA A DICHO FORMATO SE ENCUENTRA ENTRE EL TROQUEL Y LA MATRIZ EN EL MOMENTO EN QUE EL MOLDE SE HALLA CERRADO. LA INVENCION SE APLICA A LA FABRICACION DE OBJETOS POR MEDIO DE LA INYECCION DE UNA MATERIA SINTETICA.
UN METODO PARA FABRICAR UN EXTREMO DE LATA DE METAL CON UN PANEL CENTRAL Y UN CIERRE DE PLASTICO.
(16/03/1988) UN METODO PARA FABRICAR UN EXTREMO DE LATA DE METAL CON UN CIERRE DE PLASTICO DE APERTURA POR RASGADO, PARA UNA LATA DESTINADA A SER RESISTENTE A FUGAS CUANDO SE SOMETE A PRESIONES INTERNAS, TALES COMO LAS QUE SE PRODUCEN EN LA CARBONATACION DE UNA BEBIDA O EN EL TRATAMIENTO TERMICO, EN EL QUE LA SUPERFICIE INFERIOR DEL EXTREMO DE LATA ESTA DOTADO DE UN RECUBRIMIENTO DE PLASTICO , Y EL EXTREMO DE LATA SE PERFORA PARA FORMAR UNA ABERTURA CON UNA PESTAÑA PERIFERICA VUELTA HACIA ABAJO EN ANGULO DE 80 A 120 CON RESPECTO AL PLANO DEL EXTREMO DE LATA Y TENIENDO UN EXTREMO PLANO. UN CIERRE DE ANILLO DE TRACCION DE UNA PIEZA SE MOLDEA POR INYECCION SOBRE…
PROCEDIMIENTO Y MAQUINA PARA LA FABRICACION DE RECIPIENTES DE MATERIA INYECTADA PROVISTOS DE UNA PELICULA QUE FORMA UN REVESTIMIENTO EXTERIOR.
(16/11/1987). Solicitante/s: DROMIGNY,PIERRE SCHOTTLI,THEODORE.
MODIFICACIONES EN EL PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES DE MATERIA INYECTADA. CONSISTENTES EN QUE: DURANTE EL CIERRE DEL MOLDE , EL SOSTEN DE LA PELICULA CONTRA EL ELEMENTO MACHO SE EFECTUA, POR EL APOYO CONSTANTE, CONTRA LA CARA (12B) DE LA PELICULA QUE ESTA SITUADA FRENTE AL ELEMENTO HEMBRA DE UNA CORREDERA ALOJADA DENTRO DE LA CAVIDAD FORMADA POR EL ELEMENTO HEMBRA ; LA INYECCION DE LA MATERIA SINTETICA SE EFECTUA A PARTIR DEL ELEMENTO MACHO Y CONTRA LA CARA (12A) DE LA PELICULA SITUADA FRENTE A TAL ELEMENTO MACHO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}