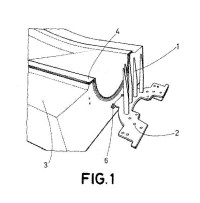
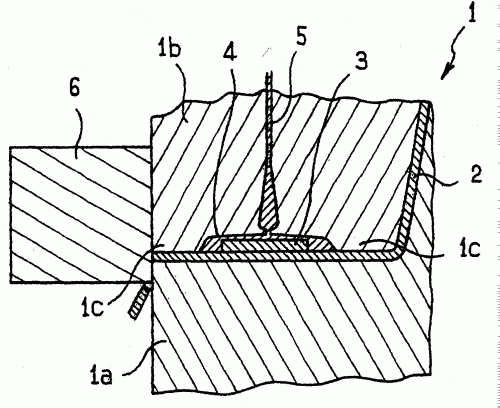
Aleta de timón.
(25/02/2015) Timón para la maniobra de barcos con altos requisitos con respecto a la maniobrabilidad, que comprende una pala de timón y una aleta , caracterizado por que la aleta comprende un cuerpo de aleta, que se compone al menos en parte de material compuesto de fibras rígido a la flexión y que forma al menos en su mayor parte la superficie exterior de la aleta , en el que la aleta está dispuesta de manera articulada por medio de un dispositivo de articulación en la pala de timón , en el que la aleta en una zona de extremo de aleta superior comprende al menos un elemento de alojamiento/de unión para el alojamiento de un elemento constructivo del dispositivo de articulación , y en el que el al menos un elemento de alojamiento/de…
{kind=link}
{kind=link}