CALCE DE ESPESOR CON PATILLA DE ENGANCHE.
Calce (20) de espesor que comprende varias láminas (1, 2, 3, 4,
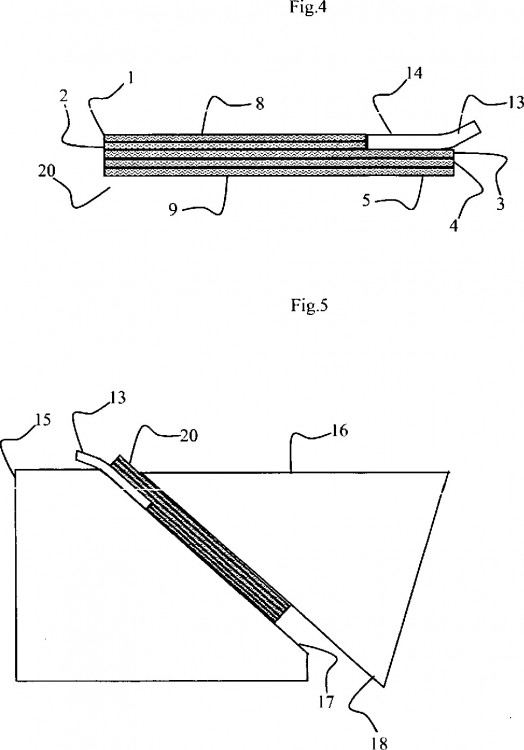
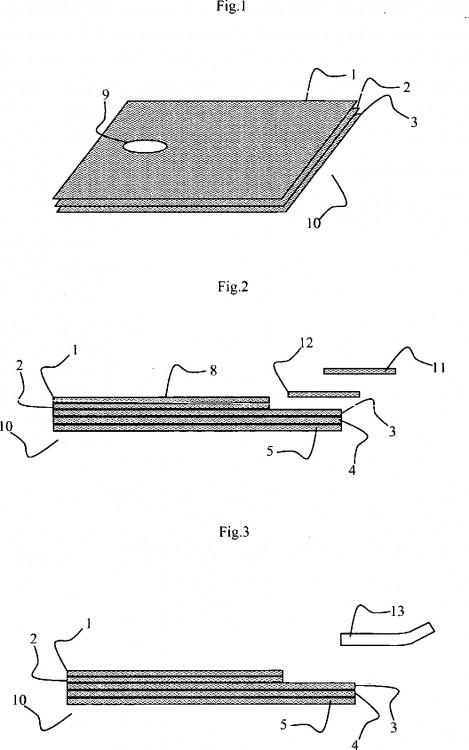
5) de material tejido impregnado con una primera resina que le confiere una cohesión entre láminas y un mantenimiento rígido de una primera cara (8) anterior en un plano, y que comprende en un extremo de dicha primera cara anterior, una patilla (13) de enganche integrada que se sale del plano de dicha primera cara anterior
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08300245.
Solicitante: GASTEL, DANIEL ANDRE.
Nacionalidad solicitante: Francia.
Dirección: 22, RUE CLAUDE DEBUSSY, DOMAINE DE LA BATAILLE 78370 PLAISIR LES GATINES FRANCIA.
Inventor/es: GASTEL, DANIEL ANDRE.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Julio de 2008.
Clasificación Internacional de Patentes:
- B29C65/00S8B
- B29C65/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando adhesivos.
- B29C70/86 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Incorporación en capas de refuerzo impregnadas coherentes.
- B64D27/26 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64D EQUIPAMIENTO INTERIOR O ACOPLABLE A AERONAVES; TRAJES DE VUELO; PARACAIDAS; DISPOSICIONES O MONTAJE DE GRUPOS MOTORES O DE TRANSMISIONES DE PROPULSION EN AERONAVES. › B64D 27/00 Disposición o montaje de grupos motores en aeronaves; Aeronaves así caracterizadas (Control de la actitud, la dirección de vuelo o la altitud por reacción a chorro B64C). › Aeronaves caracterizadas por la estructura del soporte del grupo motor.
- F16B43/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › Arandelas o dispositivos equivalentes; Otros dispositivos de soporte para cabezas de bulones, tuercas (alicates anulares (circlips) F16B 21/18; con medios especiales de bloqueo de los bulones o tuercas F16B 39/10, F16B 39/24).
- F16B5/02B4
Clasificación PCT:
- B29C70/30 B29C 70/00 […] › Conformación por apilado (lay-up), es decir, aplicando fibras, bandas o grandes hojas en un molde, una plantilla o un núcleo; Conformación por pulverización, es decir, pulverizando las fibras sobre un molde, una plantilla o un núcleo.
- B64C1/12 B64 […] › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 1/00 Fuselajes; Características estructurales comunes a fuselajes, alas, superficies estabilizadoras o similares (características aerodinámicas comunes a fuselajes, alas, superficies estabilizadoras o similares B64C 23/00; instalaciones de la cabina de vuelo B64D). › Estructura o fijación de paneles de revestimiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357316_T3.pdf
Fragmento de la descripción:
La invención se refiere, en general, a los calces de espesor.
Más precisamente, la invención se refiere, según un primer aspecto, a un producto estratificado que presenta un espesor regulable por desprendimiento, comprendiendo este producto un apilamiento de láminas que presentan, cada una, una resistencia intrínseca al rasgado, y que se adhieren entre sí mediante una fuerza de unión más débil que la 5 resistencia de las láminas al rasgado, de lo que se deriva que cada lámina puede separarse del apilamiento sin rasgarse.
Productos de este tipo se enseñan en la patente de invención FR2831095B1, y se utilizan especialmente como calces de ajuste para conjuntos mecánicos. Estos conjuntos mecánicos presentan generalmente juegos importantes en algunos puntos, como resultado de la combinación de las tolerancias de fabricación. Estos juegos se compensan 10 insertando calces.
El espesor de estos calces se ajusta retirando las láminas anteriores o posteriores una a una, hasta que se alcanza el espesor buscado.
Estos calces se utilizan especialmente en las industrias en las que no es tolerable ninguna pérdida de calce en el conjunto mecánico, por motivos de seguridad o de garantía de calidad. Es el caso, por ejemplo, de los mástiles de 15 enganche de motores de avión en la industria de la aeronáutica. Para reabsorber el juego entre dos piezas, se inserta un calce entre ellas antes de apretarlas. Cuando las piezas que deben calzarse tienen superficies enfrentadas entre sí que no son horizontales, resulta útil facilitar un mantenimiento en su sitio del calce hasta el momento del apriete en caso de montaje o después del aflojamiento en caso de desmontaje.
En la aeronáutica se conocen medios para retener un calce hasta el momento del montaje final. Por ejemplo, el 20 documento WO2007/068949 enseña colocar una cinta adhesiva sobre el calce de espesor que posteriormente se retira. Esta solución es conveniente para carenados de alas de avión. No obstante, en otras partes del avión, el sobreespesor de la cinta adhesiva o su resistencia a la temperatura no son convenientes. Para retirar la cinta adhesiva, es necesario retirar el calce y por tanto existe un intervalo de tiempo en el que el calce corre el riesgo de caerse antes del apriete definitivo de las piezas. 25
En otros campos tecnológicos tales como la construcción, el documento EP0362749 da a conocer un calce retenido en la vertical desde el vértice de un armazón de ventana mediante una fijación angular realizada en una sola pieza con el calce. Este tipo de realización es conveniente en el campo de la construcción en el que se encuentran, esencialmente, dos tipos de superficies, las superficies verticales y las superficies horizontales. No es conveniente en el campo de la mecánica de precisión en el que puede encontrarse un gran abanico de superficies oblicuas entre la horizontal y la 30 vertical. El material del calce de la técnica anterior es apropiado para experimentar una deformación plástica a la flexión para realizar la fijación angular, sin embargo un material estratificado es más apropiado para tolerancias de calce muy precisas. Por desgracia, los materiales estratificados plantean el problema de la resistencia a la flexión que conduce a una rotura si se superan los límites elásticos, ya que no se entra en dominio de la deformación plástica.
Para solucionar estos problemas planteados por el estado de la técnica anterior, la invención tiene como objeto un calce 35 de espesor que comprende varias láminas de material tejido impregnado con una primera resina que le confiere una cohesión entre láminas y un mantenimiento rígido de una primera cara anterior en un plano, y que comprende en un extremo de dicha primera cara anterior, una patilla integrada que se sale del plano de dicha primera cara anterior.
Según un primer modo de realización, la patilla comprende una segunda cara anterior de la que un primer extremo es coplanar a la primera cara anterior y de la que un segundo extremo opuesto al primer extremo, se sale del plano de 40 dicha primera cara anterior.
Según un segundo modo de realización, tomado solo o en combinación con el primer modo de realización, la patilla comprende una segunda cara anterior de la que un primer extremo es coplanar a la primera cara anterior y de la que un segundo extremo opuesto al primer extremo, está curvado.
De preferencia, la patilla es de acero inoxidable. 45
Ventajosamente, la patilla se fija al calce de espesor por medio de un aglomerante orgánico que comprende una segunda resina de la misma naturaleza que la primera resina.
De preferencia, la patilla se fija al calce de espesor por medio de un aglomerante orgánico que comprende una segunda resina de tipo epóxido.
En particular, la patilla se fija al calce de espesor por medio de un aglomerante orgánico que comprende una segunda 50 resina en proporciones que varían del 47% al 58% y que comprende un endurecedor en proporciones que varían del 42% al 53%.
La invención también tiene como objeto un procedimiento de calce de una segunda pieza que comprende una segunda superficie no horizontal sobre una primera pieza que comprende una primera superficie no horizontal, que comprende
etapas que consisten en:
- tomar un calce de espesor que comprende varias láminas de material tejido impregnado con una primera resina que le confiere una cohesión entre láminas y un mantenimiento rígido de una primera cara anterior en un plano, y que comprende en un extremo de dicha primera cara anterior, una patilla que se sale del plano de dicha primera cara anterior; 5
- arrancar sucesivamente una o varias láminas sobre una cara posterior hasta obtener un espesor de calce conveniente para el calce;
- colocar el calce de espesor sobre la primera superficie de mantera que la patilla mantenga el calce (10) de espesor sobre la primera pieza;
- aproximar la segunda pieza a la primera pieza contra el calce de espesor. 10
La invención tiene también como objeto un procedimiento de fabricación de un calce de espesor para calzar una segunda pieza que comprende una segunda superficie no horizontal sobre una primera pieza que comprende una primera superficie no horizontal, que comprende las etapas de:
- tomar un calce de espesor que comprende varias láminas de material tejido impregnado con una primera resina que le confiere una cohesión entre láminas y un mantenimiento rígido de una primera cara anterior en un plano; 15
- colocar una patilla de enganche sobre el calce de espesor.
Más precisamente, para colocar la patilla de enganche sobre el calce de espesor:
- se arrancan una o varias láminas por una longitud predeterminada para producir un refrentado en un extremo de dicha primera cara anterior;
- se coloca en el refrentado producido, una patilla que se sale del plano de dicha primera cara anterior. 20
En particular, se arrancan una o varias láminas hasta obtener una profundidad de refrentado igual a un espesor de la patilla de manera que se hace que un primer extremo de la patilla sea coplanar a la primera cara anterior y que se salga del plano de dicha primera cara anterior un segundo extremo opuesto al primer extremo.
De preferencia, la patilla que se utiliza es de acero inoxidable.
Más en particular, la patilla que se utiliza comprende una segunda cara anterior de la que un primer extremo es plano y 25 de la que un segundo extremo opuesto al primer extremo está curvado.
Ventajosamente, se fija la patilla al calce de espesor por medio de un aglomerante orgánico que comprende una segunda resina de la misma naturaleza que la primera resina.
De preferencia, se fija la patilla al calce de espesor por medio de un aglomerante orgánico que comprende una segunda resina de tipo epóxido. 30
Más precisamente, el procedimiento de fabricación comprende las etapas de:
- untar el fondo del refrentado producido con un aglomerante orgánico que comprende una segunda resina en proporciones que varían del 45% al 55%, un endurecedor en proporciones que varían del 40% al 50% y un disolvente en proporciones que varían del 3% al 7%; y
- mantener la patilla presionada en el fondo del refrentado durante el tiempo necesario para el endurecimiento de 35 dicha segunda resina.
Otras... [Seguir leyendo]
Reivindicaciones:
1. Calce (20) de espesor que comprende varias láminas (1, 2, 3, 4, 5) de material tejido impregnado con una primera resina que le confiere una cohesión entre láminas y un mantenimiento rígido de una primera cara (8) anterior en un plano, y que comprende en un extremo de dicha primera cara anterior, una patilla (13) de enganche integrada que se sale del plano de dicha primera cara anterior. 5
2. Calce de espesor según la reivindicación 1, caracterizado porque la patilla (13) comprende una segunda cara (14) anterior de la que un primer extremo es coplanar a la primera cara (8) anterior y de la que un segundo extremo opuesto al primer extremo, se sale del plano de dicha primera cara anterior.
3. Calce de espesor según una de las reivindicaciones anteriores, caracterizado porque la patilla (13) comprende una segunda cara (14) anterior de la que un primer extremo es coplanar a la primera cara (8) anterior y de la que un 10 segundo extremo opuesto al primer extremo, está curvado.
4. Calce de espesor según una de las reivindicaciones anteriores, caracterizado porque la patilla (13) es de acero inoxidable.
5. Calce de espesor según una de las reivindicaciones anteriores, caracterizado porque la patilla (13) está fijada al calce de espesor por medio de un aglomerante orgánico que comprende una segunda resina de la misma naturaleza 15 que la primera resina.
6. Calce de espesor según una de las reivindicaciones anteriores, caracterizado porque la patilla (13) está fijada al calce de espesor por medio de un aglomerante orgánico que comprende una segunda resina de tipo epóxido.
7. Calce de espesor según una de las reivindicaciones anteriores, caracterizado porque la patilla (13) está fijada al calce de espesor por medio de un aglomerante orgánico que comprende una segunda resina en proporciones que 20 varían del 47% al 58% y que comprende un endurecedor en proporciones que varían del 42% al 53%.
8. Procedimiento de calce de una segunda pieza (16) que comprende una segunda superficie (18) no horizontal sobre una primera pieza (15) que comprende una primera superficie (17) no horizontal, que comprende etapas que consisten en:
- tomar un calce (20) de espesor que comprende varias láminas (1, 2, 3, 4, 5) de material tejido impregnado con 25 una primera resina que le confiere una cohesión entre láminas y un mantenimiento rígido de una primera cara (8) anterior en un plano, que comprende en un extremo de dicha primera cara anterior, una patilla (13) de enganche que se sale del plano de dicha primera cara anterior;
- arrancar sucesivamente una o varias láminas (5, 4, 3) sobre una cara (9) posterior hasta obtener un espesor de calce conveniente para el calce; 30
- colocar el calce (20) de espesor sobre la primera superficie (17) de manera que la patilla (13) mantenga el calce (20) de espesor sobre la primera pieza (15);
- aproximar la segunda pieza (16) a la primera pieza (15) contra el calce (20) de espesor.
9. Procedimiento de fabricación de un calce (20) de espesor para calzar una segunda pieza (16) que comprende una segunda superficie (18) no horizontal sobre una primera pieza (15) que comprende una primera superficie (17) no 35 horizontal, que comprende las etapas de:
- tomar un calce (10) de espesor que comprende varias láminas (1, 2, 3, 4, 5) de material tejido impregnado con una primera resina que le confiere una cohesión entre láminas y un mantenimiento rígido de una primera cara (8) anterior en un plano;
- colocar sobre el calce (10) de espesor, una patilla (13) de enganche que se sale del plano de dicha primera 40 cara anterior.
10. Procedimiento de fabricación según la reivindicación 9, caracterizado porque para colocar la patilla (13) sobre el calce (10) de espesor:
- se arrancan una o varias láminas (1, 2) por una longitud predeterminada de manera que se produce un refrentado en un extremo de dicha primera cara anterior; 45
- se coloca en el refrentado producido, una patilla (13) que se sale del plano de dicha primera cara anterior.
11. Procedimiento de fabricación según la reivindicación 9 ó 10, caracterizado porque se arrancan una o varias láminas hasta obtener una profundidad de refrentado igual a un espesor de la patilla (13) de manera que se hace que un primer extremo de la patilla (13) sea coplanar a la primera cara (8) anterior y que se salga del plano de dicha primera cara anterior un segundo extremo opuesto al primer extremo. 50
12. Procedimiento de fabricación según una de las reivindicaciones 9 a 11, caracterizado porque la patilla (13) que se utiliza es de acero inoxidable.
13. Procedimiento de fabricación según una de las reivindicaciones 9 a 12, caracterizado porque la patilla (13) que se utiliza comprende una segunda cara (14) anterior de la que un primer extremo es plano y de la que un segundo extremo opuesto al primer extremo, está curvado. 5
14. Procedimiento de fabricación según una de las reivindicaciones 9 a 13, caracterizado porque se fija la patilla (13) sobre el calce de espesor por medio de un aglomerante orgánico que comprende una segunda resina de la misma naturaleza que la primera resina.
15. Procedimiento de fabricación según una de las reivindicaciones 9 a 14, caracterizado porque se fija la patilla (13) sobre el calce de espesor por medio de un aglomerante orgánico que comprende una segunda resina de tipo epóxido. 10
16. Procedimiento de fabricación según una de las reivindicaciones 9 a 15, que comprende las etapas de:
- untar el fondo del refrentado producido con un aglomerante orgánico que comprende una segunda resina en proporciones que varían del 45% al 55%, un endurecedor en proporciones que varían del 40% al 50% y un disolvente en proporciones que varían del 3% al 7%;
- mantener la patilla presionada en el fondo del refrentado durante el tiempo necesario para el endurecimiento de 15 dicha segunda resina.
Patentes similares o relacionadas:
SISTEMA PARA RETIRO DE TUERCAS Y GOLILLAS PARA REVESTIMIENTOS DE MOLINOS, del 4 de Junio de 2020, de PÉREZ GUTIÉRREZ, Iván: Soluciones actuales: a) sacar la tuerca primero y luego la golilla, un proceso lento. b) retirar la tuerca junto con la golilla con golilla de un […]
Dispositivo para la sujeción de una pieza constructiva sanitaria, en particular de un marco de sujeción para una placa de accionamiento de inodoro o inodoro de pared, del 4 de Marzo de 2020, de Viega Technology GmbH & Co. KG: Dispositivo para la sujeción de una pieza constructiva sanitaria que presenta una abertura de sujeción , en particular de un marco de sujeción para una placa de […]
 Conector prefabricado y sistema de conexión para conectar elementos de hormigón prefabricado, del 29 de Enero de 2020, de HALFEN GMBH: Sistema de conexión para conectar un primer elemento de hormigón prefabricado a un segundo elemento de hormigón prefabricado , que comprende […]
Conector prefabricado y sistema de conexión para conectar elementos de hormigón prefabricado, del 29 de Enero de 2020, de HALFEN GMBH: Sistema de conexión para conectar un primer elemento de hormigón prefabricado a un segundo elemento de hormigón prefabricado , que comprende […]
Sistema para conectar los elementos de una turbina, del 1 de Enero de 2020, de MTU Aero Engines AG: Sistema , que comprende: un primer elemento de la turbina que tiene una abertura pasante del primer elemento de la turbina que comprende un orificio alargado; […]
Dispositivo de fijación para la fijación de un objeto a una pared y sistema de fijación, del 18 de Diciembre de 2019, de BSH HAUSGERÁTE GMBH: Dispositivo de fijación para la fijación de un objeto a una pared (W), el cual presenta un elemento de fijación , un elemento de apoyo […]
ESTRUCTURA PARA EL SOPORTE DE ROCA EN CONJUNTO CON UN PERNO DE ANCLAJE, del 5 de Diciembre de 2019, de FUENTES OCHOA, Martha Cecilia: La invención radica principalmente en una mejora técnica estructural de la estructura para el soporte de roca, en conjunto con un perno de anclaje. La estructura […]
Aparato de indicación de tensión directa, del 28 de Octubre de 2019, de Applied Bolting Technology: Aparato de indicación de tensión directa. Un aparato de arandela de indicación de tensión directa incluye una arandela de indicación de tensión directa; […]
Junta anular flexible para cierre hermético, del 15 de Octubre de 2019, de LOPEZ HERNANDEZ, Angel Manuel: Junta anular flexible para cierre hermético (figura 1) compuesta por una envolvente de un material plástico, tipo film, es decir, de poco gramaje o espesor, entre 0,001 […]