CIP-2021 : C21D 9/56 : Hornos continuos para bandas o alambres.
CIP-2021 › C › C21 › C21D › C21D 9/00 › C21D 9/56[3] › Hornos continuos para bandas o alambres.
Notas[t] desde C21 hasta C30: METALURGIA
C QUIMICA; METALURGIA.
C21 METALURGIA DEL HIERRO.
C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B).
C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
C21D 9/56 · · · Hornos continuos para bandas o alambres.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y DISPOSITIVO PARA TRATAR TERMICAMENTE POR LO MENOS UN HILO METALICO CON PLACAS DE TRANSFERENCIA TERMICA.
(01/08/1994). Solicitante/s: COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN-MICHELIN & CIE. Inventor/es: REINICHE, ANDRE, CHANET, CHRISTIAN.
PROCEDIMIENTO Y DISPOSITIVO PARA TRATAR TERMICAMENTE POR LO MENOS UN HILO METALICO, CARACTERIZADO PORQUE SE HACE PASAR EL HILO POR LO MENOS POR UNA PAREJA DE PLACAS (2, 2A, 2B) DE TRANSFERENCIA TERMICA, ENTRE DOS RANURAS (8, 8A, 8B) PRACTICADAS EN LAS DOS PLACAS (2, 2A, 2B) DE CADA UNA DE LAS PAREJAS, PUDIENDO VARIAR LA SEPARACION (E) ENTRE LAS PLACAS, ESTANDO EL HILO DIRECTAMENTE EN CONTACTO CON UN GAS PRACTICAMENTE DESPROVISTO DE VENTILACION FORZADA DISPUESTO ENTRE LAS RANURAS (8, 8A, 8B). HILOS METALICOS OBTENIDOS CON ESTE PROCEDIMIENTO Y ESTE DISPOSITIVO.
PROCEDIMIENTOS Y DISPOSITIVOS PARA OBTENER UNA ESTRUCTURA DE AUSENITA HOMOGENEA.
(01/02/1994). Solicitante/s: COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN-MICHELIN & CIE. Inventor/es: REINICHE, ANDRE.
PROCEDIMIENTO Y DISPOSITIVO PARA TRATAR TERMICAMENTE AL MENOS UN HILO DE ACERO AL C, DE MANERA QUE SE OBTENGA UNA ESTRUCTURA DE AUSTENITA HOMOGENEA, CARACTERIZADO EN QUE SE CALIENTA EL HILO EN UN TUBO CON UN GAS PRACTICAMENTE SIN VENTILACION FORZADA, ESTANDO EL GAS DIRECTAMENTE EN CONTACTO CON EL HILO , SIENDO EL TIEMPO DE CALENTAMIENTO DEL HILO INFERIOR A 4 SEGUNDOS POR MILIMETRO DE DIAMETRO DEL HILO . INSTALACION DE FERTILIZACION UTILIZANDO TAL PROCEDIMIENTO Y TAL DISPOSITIVO. HILOS DE ACERO OBTENIDOS SEGUN ESTE PROCEDIMIENTO O ESTA INSTALACION.
ELEMENTO PARA APLICACION EN UN APARATO DE VACIO; APARATO PROVISTO CON DICHOS ELEMENTOS ALIMENTADORES ASI COMO MATERIAL EN FORMA DE ALAMBRE FORMADO EN DICHO APARATO.
(16/10/1992). Solicitante/s: N.V. BEKAERT S.A.. Inventor/es: LIEVENS, HUGO, COPPENS, WILFRIED.
LA INVENCION SE REFIERE A UN ELEMENTO DE ALIMENTACION PARA APLICACION EN UN APARATO DE VACIO PARA LA ALIMENTACION CONTINUA A TRAVES DE EL DE UN MATERIAL EN FORMA DE ALAMBRE PARA SER TRATADO. ESTA CONSTITUIDO, AL MENOS, POR UNA CAJA Y UN ELEMENTO DE SELLADO SITUADO EN LA MISMA QUE ESTA EN CONTACTO CON LA SUPERFICIE DEL MATERIAL EN FORMA DE ALAMBRE DURANTE LA ALIMANTACION CON DICHO MATERIAL. EL ELEMENTO DE SELLADO ESTA FORMADO POR UN CUBO DE ESTIRADO Y LA CAJA ESTA FORMADA POR UN SOPORTE PARA EL CUBO DE ESTIRADO , AL MENOS UNA PARTE DEL SOPORTE (21,22 ESTA CONECTADA DE FORMA HERMETICA A LOS GASES A UNA PARED SEPARADORA DEL APARATO DE VACIO Y EL CUBO DE ESTIRADO Y EL SOPORTE ACTUAN JUNTOS EN RELACION AL SELLADO (VER FIGURA 2).
PROCESO PARA PREVENIR EL DESPLAZAMIENTO TRANSVERSAL DE BANDA METALICA.
(16/07/1992). Solicitante/s: KAWASAKI STEEL CORPORATION. Inventor/es: YAMAGUCHI, YASUHIRO, SHIODA, ISAMU, SHIMOYAMA, YUJI, YASUNAGA, HISAO, IDA, YUKIO.
PROCEDIMIENTO PARA PREVENIR EL DESPLAZAMIENTO TRANSVERSAL DE BANDA METALICA QUE CONSISTE EN CORREGIR EL PERFIL DE LA BANDA DE METAL HASTA FORMA PLANA ANTES DEL VIAJE DE LA BANDA HASTA UN HORNO DE RECOCIDO CONTINUO, PARA REALIZAR LA OPERACION BAJO CONDICIONES DE LSD>=100 (QUE REPRESENTA UN PRODUCTO DE VELOCIDAD DE LINEA Y CALIBRE DE BANDA).
METODO Y DISPOSITIVO PARA NIVELAR BANDAS DE METAL PARA SER INTRODUCIDAS EN EL HORNO DE RECOCIDO CONTINUO.
(01/11/1991). Solicitante/s: KAWASAKI STEEL CORPORATION. Inventor/es: YAMAGUCHI, YASUHIRO, SHIODA, ISAMU, SHIMOYAMA, YUJI, OHNISHI, TATEO, OHNO, HIRONOBU, NAKAZONO, YOJI.
UN METODO PARA NIVELAR UNA BANDA DE METAL REALIZA LA OPERACION DE NIVELACION ABRIENDO LOS RODILLOS NIVELADORES HASTA UNA POSICION PREDETERMINADA RELATIVA A LA UNION SOLDADA Y CERCANA A UNA POSICION PREDETERMINADA RELATIVA A LA UNION SOLDADA. UNA TENSION A EJERCER SOBRE LA BANDA DE METAL MIENTRAS LOS RODILLOS NIVELADORES SE MANTIENEN ABIERTOS SE FIJA A UN VALOR DADO EN RELACION CON LA LONGITUD DE LA BANDA DE METAL DONDE SE MANTIENEN ABIERTOS LOS RODILLOS NIVELADORES. LA TENSION A EJERCER SOBRE LA BANDA DE METAL POR LOS RODILLOS NIVELADORES SE SELECCIONA DE FORMA QUE LA TENSION PUEDA CAUSAR UNA CIERTA ELONGACION EN LA BANDA DE METAL MEDIANTE LA CUAL LA BANDA SE NIVELA. UN DISPOSITIVO DE NIVELACION ES APLICABLE PARA LLEVAR A CABO EL PROCEDIMIENTO DE NIVELACION QUE INCLUYE LA APERTURA Y CIERRE RAPIDOS EN LA UNION SOLDADA DE LAS BANDAS. EL DISPOSITIVO NIVELADOR PUEDE CARACTERIZARSE PORQUE LOS RODILLOS NIVELADORES, AL MANTENERSE ABIERTOS Y POR LO TANTO LIBRES DE LA BANDA DE METAL SON AUTOPROPULSADOS PARA GIRAR.
METODO Y SISTEMA PARA CONTROLAR LA TENSION APLICADA SOBRE LA BANDA DE METAL EN HORNO DE RECOCIDO CONTINUO.
(01/11/1991). Solicitante/s: KAWASAKI STEEL CORPORATION. Inventor/es: YAMAGUCHI, YASUHIRO KAWASAKI STEEL CORPORATION, SHIMOYAMA, YUJI KAWASAKI STEEL CORPORATION, OHNISHI, TATEO KAWASAKI STEEL CORPORATION, OHNO, HIRONOBU KAWASAKI STEEL CORPORATION.
SE REALIZA UNA OPERACION DE RECOCIDO CONTROLANDO LA FUERZA DE TENSION A APLICAR SOBRE LA BANDA METALICA DEPENDIENDO DE LA CORONA TERMICA DE LOS RODILLOS DE LA SOLERA. LA MAGNITUD DE LA CORONA TERMICA SE SUPONE BASADA EN VARIOS FACTORES QUE INFLUYEN EN LA MAGNITUD DE LA CORONA EFECTIVA.
INSTALACION PARA TRATAMIENTO TERMICO DE UN ALAMBRE METALICO QUE SE DESPLAZA EN FORMA CONTINUA.
(01/11/1991). Solicitante/s: EVG ENTWICKLUNGS- U. VERWERTUNGS- GESELLSCHAFT M.B.H..
LA INSTALACION PARA TRATAMIENTO TERMICO DE UN ALAMBRE METALICO QUE SE HACE AVANZAR EN FORMA CONTINUA PRESENTA AL MENOS DOS SISTEMAS DE CUERPOS DE ROTACION (5A,5B) DE TIPO TAMBOR SOBRE LOS QUE SE ARROLLAN VARIAS VUELTAS DE ALAMBRE, DISPUESTAS DENTRO DE LA ZONA DE TRATAMIENTO TERMICO. PARA EVITAR EL MOVIMIENTO RELATIVO ENTRE EL ALAMBRE Y LA SUPERFICIE DEL CUERPO DE ROTACION A CONSECUENCIA DE LA VARIACION DE LONGITUD DEL ALAMBRE, LOS SISTEMAS ESTAN CONSTITUIDOS POR VARIOS CUERPOS DE ROTACION EN FORMA DE DISCO DISPUESTOS CONSECUTIVAMENTE (QUE LLAMAREMOS DESDE AHORA "DISCOS") QUE LLEVAN EN SU PERIMETRO RANURAS PARA CONDUCIR EL ALAMBRE. FRENTE A TODOS LOS DISCOS DE UNA SERIE (5A) SE ENCUENTRAN DISPUESTOS DISCOS DE OTRA SERIE (5B) CON RANURAS DE CONDUCCION DEL ALAMBRE DESPLAZADAS AXIALMENTE.
INSTALACION PARA TRATAMIENTO TERMICO, ESPECIALMENTE RECOCIDO, DE UN ALAMBRE METALICO QUE SE DESPLAZA EN FORMA CONTINUA.
(01/11/1991). Solicitante/s: EVG ENTWICKLUNGS- U. VERWERTUNGS- GESELLSCHAFT M.B.H..
EN UNA INSTALACION PARA TRATAMIENTO TERMICO, EN PARTICULAR RECOCIDO, DE UN ALAMBRE METALICO QUE AVANZA EN FORMA CONTINUA SE ENCUENTRA UNA CAMARA DE CALEFACCION , CERRADA ESENCIALMENTE POR TODOS LOS LADOS, DISPUESTA ENTRE DOS TAMBORES-GUIA DEL ALAMBRE , DISTANCIADOS ENTRE SI EN DIRECCION PARALELA A SU EJE Y COLOCADOS EN FORMA QUE PUEDAN GIRARSE, Y QUE PRESENTAN EN SU SUPERFICIE DE REVESTIMIENTO RANURAS DE GUIA DE ALAMBRE CERRADAS SOBRE SI MISMAS. LA PARED DE LA CAMARA DE CALEFACCION PRESENTA ABERTURA DE ENTRADA Y DE SALIDA PARA EL ALAMBRE QUE RODEA LOS DOS TAMBORES DE GUIA CON NUMEROSOS ENROLLAMIENTOS ADYACENTES. AL MENOS UNO DE LOS DOS TAMBORES DE GUIA VA IMPULSADO POR UN MOTOR, Y EN LA CAMARA DE CALEFACCION , A LO LARGO DE LOS DOS GRUPOS (8A, 8B) DE SECCIONES DE ALAMBRE QUE LA ATRAVIESAN EN SENTIDO DIRECTYO E INVERSO, ESTAN DISPUESTOS ELMENTOS CALEFACTORES.
APARATO PARA RECOCIDO CONTINUO DE BANDA METALICA Y LOS RODILLOS DE LA CAMARA DEL MISMO.
(16/07/1991). Solicitante/s: KAWASAKI STEEL CORPORATION. Inventor/es: YAMAGUCHI, YASUHIRO, SHIMOYAMA, YUJI, YASUNAGA, HISAO, OHNISHI, TATEO, KASAI, SATOSHI, OHNO, HIRONOBU.
UNA INSTALACION MEJORADA DE RODILLOS DE LA CAMARA EN UN HORNO DE RECOCIDO COMPRENDE UNA PLURALIDAD DE RODILLOS RECUBIERTOS DE CERAMICA Y RODILLOS CHAPADOS. LOS RODILLOS RECUBIERTOS DE CERAMICA SE DISPONEN ENUN AREA DEL HORNO DE RECOCIDO DONDE LA TEMPERATURA ES SUPERIOR O IGUAL A 450 GRADOS C. POR OTRA PARTE, LOS RODILLOS CHAPADOS SE COLOCAN EN UNA ZONA DONDE LA TEMPERATURA ES MENOR DE 450 GRADOS C. EL RODILLO DE LA CAMARE ESTA DOTADO DE UN RECUBRIMIENTO DE CHAPA DE CROMO RESISTENTE AL DESGASTE O DE CERAMICA DE UN ESPESOR MAYOR O IGUAL A 1NM Y MENOR O IGUAL A 100 NM. ADEMAS, SEGUN LA INVENCION, EL RODILLO PRESENTA UNA SUPERFICIE RUGOSA RA EN EL INTERVALO DE 4,5 NM A 20 NM.
DISPOSITIVO PARA TRATAMIENTO AL CALOR DE UN ALAMBRE DE METAL DE MOVIMIENTO CONTINUO.
(01/07/1991). Solicitante/s: EVG ENTWICKLUNGS- U. VERWERTUNGS- GESELLSCHAFT M.B.H.. Inventor/es: RITTER, GERHARD, DIPL.-ING., RITTER, KLAUS, DIPL.-ING.
DISPOSITIVO PARA TRATAMIENTO AL CALOR DE UN ALAMBRE DE METAL DE MOVIMIENTO CONTINUO , QUE ENREDA CON VARIAS VUELTAS A UN TAMBOR COLOCADO EN LA ZONA DE TRATAMIENTO CON CALOR. DISPONE ASI MISMO DE UN RODILLO DE TENSADO PERTENECIENTE AL TAMBOR QUE CON CADA BOBINADO DEL ALAMBRE EN SERIE ES TOMADO POR EL TAMBOR Y CUYO EJE CON RESPECTO AL EJE DEL TAMBOR PUEDE DESLIZARSE O/Y ARTICULARSE DE FORMA PARALERA CONTRA EL EFECTO DE UNA FUERZA DE TENSADO PARTIENTE DE LA DIRECCION DE TENSADO . ASI QUEDA ASEGURADO QUE EL ALAMBRE NO SE ROMPA AL DETENER EL TRABAJO Y PARAR EL TAMBOR Y EN EL CASO DEL GIRO DEL EJE DEL RODILLO DE TENSADO ASEGURA UN ACERCAMIENTO DEL BOBINADO AL TAMBOR Y AL RODILLO DE TENSADO.
ELEMENTO DE ALIMENTACION PARA APARATO DE VACIO Y APARATO DOTADO CON DICHO SISTEMA DE ELEMENTOS DE ALIMENTACION.
(01/04/1991). Solicitante/s: N.V. BEKAERT S.A.. Inventor/es: LIEVENS, HUGO, COPPENS, WILFRIED.
LA INVENCION SE REFIERE A UN ELEMENTO DE ALIMENTACION CANALETA DE ALIMENTACION PARA APLICACION EN UN APARATO DE VACIO PARA ALIMENTACION CONTINUA DE MATERIAL CON CARACTER DE ALAMBRE COMPRENDIENDO AL MENOS UNA ENVUELTA CONUN DIAMETRO INTERIOR QUE ES MAS GRANDE QUE EL DIAMETRO EXTERIOR DEL MATERIAL QUE ES ALIMANTADO DONDE LA SUPERFICIE LIBRE QUE SE DEJA ENTRE EL MATERIAL QUE SE VA A ALIMENTAR Y ELLADO INTERNO DE LA ENVUELTA TUBULAR , NO EXCEDE DEL 30% DE LA SUPERFICIE TOTAL DISPONIBLE EN EL INTERIOR DE LA ENVOLTURA TUBULAR , Y DONDE EL VALOR DEL COCIENTE DE L/S LIBRE ES MAS UQE O IGUAL A 500 MM -1 SIENDO L LA LONGITUD DE LA ENVUELTA TUBULAR EN MM Y S LA SUPERFICIE LIBRE EN MM2.
ELEMENTO ALIMENTADOR PARA APLICACION EN UN APARATO DE VACIO Y APARATO DE VACIO PROVISTO DE UNO O MAS DE ESTOS ELEMENTOS ALIMENTADORES.
(01/03/1991). Solicitante/s: N.V. BEKAERT S.A.. Inventor/es: LIEVENS, HUGO, COPPENS, WILFRIED.
LA INVENCION SE REFIERE A UN ELEMENTO ALIMENTADOR PARA APLICACION A UN APARATO DE VACIO PARA LA ALIMENTACION CONTINUA A TRAVES DE EL DE MATERIAL CON FORMA DE ALAMBRE PARA SER SOMETIDO A TRATAMIENTO. ESTA FORMADO POR AL MENOS UNA CARCASA Y UN ELEMENTO DE SELLADO MONTADO EN ELLA QUE ESTA EN CONTACTO CON LA SUPERFICIE DEL MATERIAL CON FORMA DE ALAMBRE DURANTE LA ALIMENTACION. EL ELEMENTO DE SELLADO ESTA FORMADO POR UNA ESTAMPA DE EMBUTICION PARTIDA , LA CARCASA ESTA FORMADA POR UN SOPORTE PARA LA ESTAMPA DE EMBUTICION PARTIDA . ESTA ULTIMA ESTA MONTADA CON JUEGO DENTRO DEL SOPORTE Y HAY AL MENOS UN ELEMENTO RESILIENTE INSERTADO EN EL ESPACIO ENTRE LA ESTAMPA DE EMBUTICION Y EL SOPORTE Y UNA PARTE DE ESTE ESTA CONECTADA EN FORMA ESTANCA A UNA PARED DE SEPARACION DEL APARATO DE VACIO.
METODO PARA EL TRATAMIENTO TERMICO DE UNA TIRA EN UNA INSTALACION DE RECOCIDO CONTINUO.
(16/12/1988). Solicitante/s: KAWASAKI STEEL CORPORATION. Inventor/es: IIDA, SACHIHIRO, MIHARA, KAZUMASA, FUKUSHIMA, TAKEO, SHIRAISHI, NOROHISA.
SE MEJORA UN METODO PARA EL TRATAMIENTO TERMICO DE UNA TIRA EN UNA INSTALACION DE RECOCIDO CONTINUO EN LA QUE LA TIRA SE CALIENTA O ENFRIA, PONIENDOLA EN CONTACTO CON UN RODILLO DE CALEFACCION O ENFRIAMIENTO A TRAVES DEL QUE SE HACE PASAR UN MEDIO TERMICO. LA MEJORA CONSISTE EN QUE, EN BASE A MULTIPLOS DATOS EXPERIMENTALES Y ANALISIS MATEMATICOS, SE DETERMINA COMO FUNCION DE VARIOS PARAMETROS DE FUNCIONAMIENTO UNA GAMA FAVORABLE PARA SELECCIONAR UN DIAMETRO EXTERIOR DE UN RODILLO DE CALEFACCION/ENFRIAMIENTO.
UN METODO DE PRECALENTAMIENTO DE ACERO.
(01/08/1988). Ver ilustración. Solicitante/s: MITSUBISHI JUKOGYO KABUSHIKI KAISHA. Inventor/es: IIDA, SACHIHIRO, SHIRAISHI, NORIHISA, MIHARA, KAZUMASA, HYODO, KANEAKI.
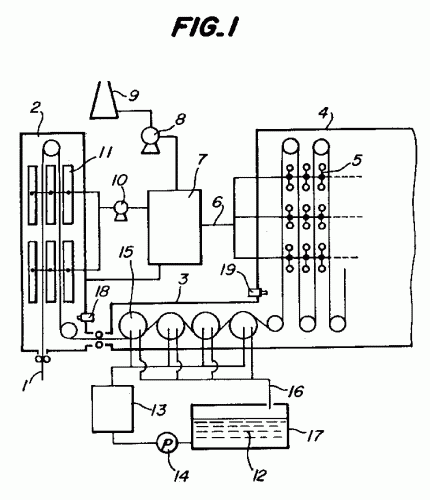
UN METODO DE PRECALENTAMIENTO DE TIRAS DE ACERO. EN UN TRATAMIENTO CALORIFICO CONTINUO UTILIZANDO UNA ZONA CALENTADORA QUE INCLUYE TUBOS RADIANTES QUE COMPRENDE UNA COMBINACION DE UNA PRIMERA Y UNA SEGUNDA ETAPAS DE PRECALENTAMIENTO. EN LA PRIMERA ETAPA DE PRECALENTAMIENTO, EL CALOR SENSIBLE CONTENIDO EN UN GAS RESIDUAL QUEMADO DE LA ZONA DE CALENTAMIENTO SE SOMETE A INTERCAMBIO DE CALOR CON UN GAS PARA RECUPERAR PARTE DEL CALOR SENSIBLE EN EL GAS QUE SE DIRIGE A UNA TIRA DE ACERO. EN LA SEGUNDA ETAPA DE PRECALENTAMIENTO, SE CALIENTA UN MEDIO CALENTADOR EN UN DISPOSITIVO CALENTADOR Y SE SUMINISTRA Y CIRCULA EN RODILLOS. LA TIRA DE ACERO SE ENROLLA SOBRE LOS RODILLOS PARA ENTRAR SOBRE ELLOS EN UNA ATMOSFERA NO OXIDANTE. DE ESTA MANERA, LA TIRA DE ACERO SE PRECALIENTA PROGRESIVAMENTE A TEMPERATURAS MAS ALTAS PARA CONSEGUIR EL PRECALENTAMIENTO A TEMPERATURA ELEVADA SIN CAUSAR MOVIMIENTO SERPENTINO DE LA TIRA DE ACERO, CON LO QUE SE COMPACTA LA INSTALACION CALENTADORA Y SE MEJORA EL RENDIMIENTO DE LA PRODUCCION.
UNA INSTALACION DE TRATAMIENTO CONTINUO PARA BANDA DE ACERO CON UN HORNO DE CALENTAMIENTO MEDIANTE FLAMEADO DIRECTO.
(16/03/1988). Ver ilustración. Solicitante/s: NIPPON KOKAN KABUSHIKI KAISHA. Inventor/es: FUKUDA, SHUZO, ABE, MASAHIRO, FUKUNAYA, SHIRO, NAKAYAMA, MICHIO, YAMAZAKI, MASAYUKI, KANETO, SHUJI, ARIMA, KOUICHIRO.
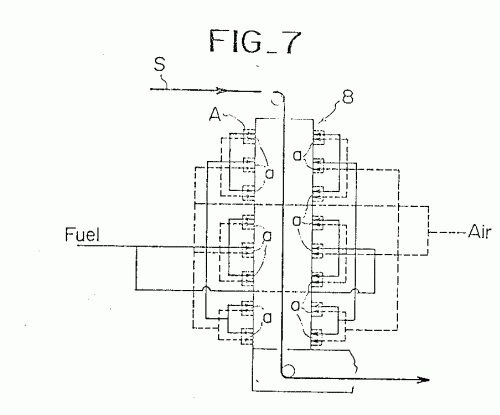
LA INVENCION CONCIERNE A UNA INSTALACION DE TRATAMIENTO CONTINUO PARA BANDAS DE ACERO, CON UN HORNO DE CALENTAMIENTO MEDIANTE FLAMEADO DIRECTO. LA INSTALACION COMPRENDE UN HORNO DE PRECALENMTADO, UN HORNO DE CALENTAMIENTO Y UN HORNO DE CALENTAMIENTO INDIRECTO, PUDIENDO ESTAR EQUIPADA CON CAMARAS INTERMEDIAS ENTRE LOS HORNOS PARA IMPEDIR QUE LOS GASES DE LOS MISMOS SE DESPLACEN. TAMBIEN PUEDE ESTAR EQUIPADA CON UNA CAMARA DE COMBUSTION RETARDADA PARA QUEMAR TOTALMENTE EL GAS DE ESCAPE DE COMBUSTION QUE HA DE SER SUMINISTRADO A LA CAMARA DEL HORNO DE PRECALENTADO. LA BANDA DE ACERO ES CALENTADA EN EL HORNO DE CALENTAMIENTO, PROVISTO DE VARIOS SOPLETES CALENTADORES QUE PERMITEN UN DESEQUILIBRIO REGULABLE EN LA MEZCLA AIRE/COMBUSTIBLE, SOPLETES ADECUADAMENTE DISPUESTOS CON RESPECTO A LA BANDA DE ACERO, PARA QUE ESTA RECIBA LA LLAMA EN DIRECCION PERPENDICULAR.
UN HORNO DE TERMOTRATAMIENTO PARA CALENTAR UNA BANDA METALICA.
(16/12/1986). Solicitante/s: CHUGAI RO CO., LTD..
HORNO DE TERMOTRATAMIENTO CONTINUO DE BANDAS METALICAS, DOTADO DE UNA ZONA DE CALENTAMIENTO DEL TIPO DE CALDEO DIRECTO. CONSTA DE UNA ZONA DE CALENTAMIENTO CON UN DISPOSITIVO QUE GENERA EL CALOR, UNA ZONA DE PRECALENTAMIENTO DEL TIPO CONVECCION, QUE SE FORMA EN LA PARTE DELANTERA DE LA ZONA DE TIPO RADIACION Y DOTADA DE UN VENTILADOR TERMORRESISTENTE Y UNA PLURALIDAD DE TOBERAS. LA ZONA DE PRECALENTAMIENTO TIPO RADIACION ESTA EN COMUNICACION CON LA ZONA DE CALENTAMIENTO MEDIANTE LA ZONA DE PRECALENTAMIENTO DE TIPO CONVENCION.
UN APARATO DE RECOCER DE FORMA CONTINUA BANDAS DE ACERO LAMINADO EN FRIO.
(16/11/1986). Solicitante/s: KAWASAKI STEEL CORPORATION.
APARATO PARA RECOCER DE FORMA CONTINUA BANDAS DE ACERO LAMINADO EN FRIO. CONSTA DE: UNOS HORNOS VERTICALES QUE INCLUYEN UNA ZONA DE CALENTAMIENTO QUE SE CALIENTA CON LOS GASES PROCEDENTES DE LAS ZONAS Y UNA ZONA DE CALENTAMIENTO DE BAJA TEMPERATURA QUE SE CALIENTA POR QUEMADORES DE TIPO TUBO RADIANTE; UNOS HORNOS HORIZONTALES SITUADOS POR ENCIMA DE LOS HORNOS VERTICALES Y DOTADOS CON UNA ZONA DE NORMALIZACION Y CALENTAMIENTO A TEMPERATURA ELEVADA CALENTADA POR QUEMADORES DE TUBO RADIANTE Y UNA ZONA DE ENFRIAMIENTO PRIMARIO ENFRIADA POR UN SISTEMA DE NEFRIAMIENTO DE CHORRO DE GAS EN RODILLOS DE ENFRIAMIENTO.
COMPUERTA PARA INSTALACIONES DE HORNOS DE RECOCIDO.
(16/10/1986). Solicitante/s: OTTO JUNKER GMBH.
COMPUERTA PARA INSTALACIONES DE HORNOS DE RECOCIDO. COMPRENDE UNA COMPUERTA, A TRAVES DE LA CUAL EL MATERIAL DE RECOCIDO, ESPECIALMENTE BANDA METALICA, ES TRANSPORTADO DE FORMA CONTINUA, MIENTRAS QUE EN EL INTERIOR DEL HORNO ES MANTENIDA UNA ATMOSFERA DE GAS INERTE, CON UN DISPOSITIVO DE JUNTA COLOCADO DELANTE DE LA ABERTURA DEL HORNO, EVITANDO LA ENTRADA DE OXIGENO AL INTERIOR DEL HORNO. LOS CUERPOS DE JUNTA PUEDEN SER DESPLAZADOS A TRAVES DE CILINDROS NEUMATICOS TRANSVERSALMENTE RESPECTO A LA DIRECCION DE TRANSPORTE DEL MATERIAL DE RECOCIDO.
UN METODO DE RECOCER DE FORMA CONTINUA BANDAS DE ACERO LAMINADO EN FRIO.
(16/10/1986). Solicitante/s: KAWASAKI STEEL CORPORATION.
METODO PARA EL RECOCIDO CONTINUO DE BANDAS DE ACERO LAMINADO EN FRIO. CONSISTE EN PASAR LA BANDA SUCESIVAMENTE POR UNA ZONA DE CALENTAMIENTO, UNA ZONA DE NORMALIZACION, UNA ZONA DE ENFRIAMIENTO PRIMARIO Y UNA ZONA DE ENFRIAMIENTO SECUNDARIO PASANDO EN CADA ZONA DICHA BANDA DE ACERO ALTERNATIVAMENTE HACIA ARRIBA Y HACIA ABAJO EN UN RECORRIDO EN SERPENTIN CON AYUDA DE RODILLOS DE SOLERA, DE FORMA QUE LA BANDA SE HACE PASAR UNA VEZ SOLAMENTE EN UNA SOLA DIRECCION POR UNA ZONA DE TEMPERATURA ALTA CON LO QUE SE IMPIDE EL PANDEO POR ACCION DEL CALOR.
APARATO PARA LA IMPREGNACION DE PIEZAS DE ACERO.
(16/04/1986). Solicitante/s: KABUSHIKI KAISHA ITOH SEITETSUSHO.
APARATO DE IMPREGNACION DE PIEZAS DE ACERO. CONSTA DE: UN HORNO DE IMPREGNACION, QUE TRABAJA A 1.000-1.200JC, CON UNA CHIMENEA QUE RECICLA LOS GASES CALIENTES A LA CAMARA DE PRECALENTAMIENTO , CON UNA PARED EN LA QUE HAY UNAS ABERTURAS PARA LOS QUEMADORES, Y UNA SOLERA CON UNAS GUIAS LONGITUDINALES ; UNA CHIMENEA QUE DESEMBOCA EN OTRA , MONTADA EN UN ARMAZON , QUE ALIMENTA LA FUENTE DE CALOR DEL HORNO ; Y UNA PLATAFORMA DE APILADO DE LAS PIEZAS DE ACERO A IMPREGNAR. SE UTILIZA PARA IMPREGNAR PIEZAS DE ACERO LAMINADAS EN FRIO CON GRAN RENDIMIENTO TERMICO.
PROCEDIMIENTO Y APARATO PARA RECOCER CONTINUAMENTE CHAPAS O FLEJES DE ACERO.
(01/11/1985) PROCEDIMIENTO PARA RECOGER CONTINUAMENTE CHAPAS O FLEJES DE ACERO.COMPRENDE: A) HACER MARCHAR A UNA TIRA GUIADORA SIN FIN A LA MISMA VELOCIDAD QUE UN FLEJE, QUE SE ESTE ELABORANDO, ENTREGADO DESDE LA ZONA DE REFRIGERACION PRIMARIA, A LO LARGO DE UN RECORRIDO DE PASO, QUE SE EXTIENDE EN ESPIRAL EN LA ZONA DE SOBRE-ENVEJECIMIENTO Y A UNA DISTANCIA DADA EN LA DIRECCION DEL RADIO; B) COLOCAR EL FLEJE, QUE SE ESTA ELABORANDO, SOBRE LA TIRA GUIADORA EN EL LADO DE ENTRADA DE LA ZONA DE SOBRE-ENVEJECIMIENTO , PARA HACER MARCHARLOS CONJUNTAMENTE EN ESPIRAL A TRAVES DE LA ZONA DE SOBRE-ENVEJECIMIENTO; C) GUIAR CONJUNTAMENTE EL FLEJE ELABORADO Y LA TIRA GUIADORA FUERA DEL PASO EN ESPIRAL CAMBIANDO LA DIRECCION DE SU MARCHA EN UN PUNTO; D) SEPARAR EL FLEJE ELABORADO DE LA TIRA GUIADORA POR EL…
APARATO PARA RECOCER CONTINUAMENTE CHAPAS O FLEJES DE ACERO.
(01/08/1985). Solicitante/s: NIPPON STEEL CORPORATION.
HORNO DE SOBRE-ENVEJECIMIENTO EN INSTALACION PARA RECOCIDO CONTINUO DE CHAPAS O FLEJES DE ACERO.LA CAMARA DEL HORNO ES ANULAR CON SECCION TRANSVERSAL RECTANGULAR Y POSEE UN CALENTADOR ELECTRICO EN SU FONDO. EL FLEJE ENTRA EN EL HORNO A UNA TEMPERATURA DE UNOS 400JC Y ES CONDUCIDO POR LA TIRA GUIADORA QUE IMPULSADA POR UN GRUPO DE RODILLOS CIRCULA SIN FIN SOBRE UNA TRAYECTORIA CERRADA. AL ALCANZAR EL RODILLO DEFLECTOR EL FLEJE Y LA TIRA GUIADORA SE DIRIGEN HACIA EL DISPOSITIVO SEPARADOR DONDE SE PRODUCE EL RETORNO DE LA TIRA GUIADORA Y LA CONDUCCION DEL FLEJE HACIA LA SALIDA DEL HORNO POR MEDIO DE LOS RODILLOS DEFLECTORES SITUADOS JUNTO AL DISPOSITIVO DE TORNO HELICOIDAL . UN DESARROLLO ALTERNATIVO SE OFRECE CON LA CAMARA ANULAR VERTICAL EN VEZ DE HORIZONTAL.
PROCEDIMIENTO PARA GUIAR Y SOSTENER UNA TIRA O BANDA EN UN HORNO HORIZONTAL CONTINUO.
(16/12/1984). Solicitante/s: ARMCO INC..
PROCEDIMIENTO PARA GUIAR Y SOSTENER UNA TIRA O BANDA EN UN HORNO HORIZONTAL CONTINUO.COMPRENDE LAS ETAPAS SIGUIENTES: PROPORCIONAR UN RODILLO ELEVADOR EN EL HORNO QUE SE EXTIENDE TRANSVERSALMENTE AL MISMO Y ESTA SITUADO EN POSICION ELEVADA (19A); ENFILAR LA TIRA O BANDA A TRAVES DEL HORNO Y SOBRE EL RODILLO ELEVADOR PARA LEVANTARLA Y EVITAR QUE HAGA CONTACTO CON ALGUNOS DE LOS RODILLOS DE LA SOLERA , QUEDANDO POR ENCIMA DE ELLOS.
PERFECCIONAMIENTOS EN UN HORNO CONTINUO HORIZONTAL PARA EL TRATAMIENTO DE MATERIAL EN TIRA O BANDA.
(16/04/1984). Solicitante/s: ARMCO INC..
HORNO CONTINUO HORIZONTAL QUE TIENE RODILLOS EN LA SOLERA, PARA EL TRATAMIENTO DE MATERIAL EN TIRA O BANDA.CONSTA DE UN BASTIDOR METALICO EXTERIOR ; DE UN REVESTIMIENTO INTERIOR REFRACTARIO ; DE UNA ENTRADA AL HORNO A TRAVES DE LA CUAL PASA LA TIRA O BANDA METALICA ; DE UNA PLURALIDAD DE RODILLOS DE SOLERA QUE SIRVEN PARA SOSTENER LA TIRA O BANDA METALICA SEGUN PASA A TRAVES DEL HORNO ; DE UNA PLURALIDAD DE ELEMENTOS CALENTADORES CONSTITUIDOS POR QUEMADORES DE COMBUSTIBLE GASEOSO O ELEMENTOS CALENTADORES RADIANTES; YDE UN RODILLO ELEVADOR SITUADO ADECUADAMENTE DE FORMA QUE PUEDA LEVANTAR LA TIRA O BANDA METALICA SEPARANDOLA DE LOS RODILLOS CRITICOS DE LA SOLERA.
MEJORAS EN LA CONSTRUCCION DE HORNOS VERTICALES CONTINUOS DE RECOCIDO.
(01/08/1983). Solicitante/s: NIPPON STEEL CORPORATION.
HORNO VERTICAL CONTINUO DE RECOCIDO, PARTICULARMENTE ADECUADO PARA RECOCER BANDAS DE ACERO INOXIDABLE. CONSTA DE UN HORNO PROPIAMENTE DICHO QUE TIENE UNA BOCA DE HORNO QUE SE ABRE HACIA ARRIBA EN SU PARTE SUPERIOR; DE UNA PRIMERA CUBIERTA DE HORNO, MONTADA EN LA PARTE SUPERIOR DEL MISMO, CON EL FIN DE CERRAR DICHA BOCA DE HORNO, SIENDO DICHA CUBIERTA CORREDIZA LATERALMENTE Y ESTANDO PROVISTA DE DOS ABERTURAS ESTRECHAS Y ALARGADAS ; Y DE UNA SEGUNDA CUBIERTA DE HORNO QUE LO DIVIDE EN UNA PRE-CAMARA SUPERIOR Y UNA CAMARA CALENTADORA INFERIOR , SIENDO DICHA CUBIERTA CORREDIZA LATERALMENTE, PERMITIENDO QUE LAS DOS CAMARAS SE CONECTEN O DESCONECTEN A VOLUNTAD.
PROCEDIMIENTO Y APARATO PARA REVESTIR UN TOCHO METALICO FERREO CALENTADO EN HORNO CON UN MEDIO DE REVESTIMIENTO METALICO.
(01/04/1983). Solicitante/s: JOHN LYSAGHT (AUSTRALIA) LIMITED.
PROCEDIMIENTO Y APARATO PARA REVESTIR CON UN REVESTIMIENTO METALICO UN TOCHO METALICO FERREO EN FORMA DE BANDA, ALAMBRE O VARILLA, CALENTADO EN UN HORNO. EL PROCESO COMPRENDE LAS SIGUIENTES ETAPAS: PRIMERA, SE SUMERGE PROGRESIVAMENTE EL TOCHO METALICO EN UN BAÑO QUE CONTIENE EL MEDIO DE REVESTIMIENTO METALICO EN ESTADO FUNDIDO, ESTANDO DICHO BAÑO RECUBIERTO POR UNA CAMPANA PROTECTORA; SEGUNDA, SE MANTIENE UN AMBIENTE REDUCTOR GASEOSO DENTRO DE LA CAMPANA; TERCERA, SE INTRODUCE UN GAS REDUCTOR EN EL CONDUCTO DE SALIDA DEL HORNO DONDE SE CALIENTA EL TOCHO, DE MANERA QUE DICHO GAS SE DIFUNDA EN LA CAMPANA COMUNICADA CON DICHO CONDUCTO; Y POR ULTIMO, SE CONTROLA LA VELOCIDAD DE DIFUSION DEL GAS DESDE EL CONDUCTO HASTA LA CAMPANA, DE MANERA QUE SE MANTENGAN CONSTANTES LA CANTIDAD Y COMPOSICION DEL GAS EN EL INTERIOR DE DICHA CAMPANA.
APARATO PERFECCIONADO PARA TRATAR TIRAS DE ACERO ALEADO.
(16/07/1979). Solicitante/s: ALLEGHENY LUDLUM INDUSTRIES, INC..
Aparato perfeccionado para tratar tiras de acero aleado, del tipo que incluye una línea de tratamiento térmico, un primer tanque que contiene un baño de sal fundida en el extremo de salida de la citada línea de tratamiento térmica, un rodillo de inmersión horizontal y accionado en este primer tanque, alrededor del cual pasa la tira, un segundo tanque que contiene un líquido de enjuagado en el extremo de salida del primer tanque y un tercer tanque que contiene licor desoxidante en el extremo de salida del segundo tanque, caracterizado porque comprende medios para elevar y descender el rodillo de inmersión y sus medios accionadores entre posiciones inferior y superior al baño de sal.
METODO PARA TRATAR TIRAS DE ALEADO.
(16/05/1979) Método para tratar tiras de acero aleado, que comprende el peso de un segmento de dicha tira, de un tipo determinado, continuamente a través de una línea de tratamiento térmico, luego a través de un baño de sal fundida contenido en un tanque provisto de un rodillo de inmersión accionado, por debajo del cual pasa la tira en contacto con él, luego a través de un tanque de enjuagado, luego a través de un baño desoxidante, la sujeción del extremo posterior de un segmento de tira de acero de aleación al extremo anterior de otro segmento de tira de acero aleado, la continuación de las anteriores operaciones hasta que ha de tratarse una tira de acero aleado de un tipo que no ha de someterse al baño de…
MEJORAS EN LOS HORNOS VERTICALES DE FUEGO DIRECTO, CALENTADORES DE BANDAS.
(01/08/1978). Solicitante/s: NIPPON STEEL CORPORATION.
Resumen no disponible.
METODO Y SU CORRESPONDIENTE APARATO PARA TRATAMIENTO CONTINUO DE RECOCIDO Y POST-RECOCIDO DE FLEJE METALICO.
(16/11/1976). Solicitante/s: NISSHIN STEEL COMPANY LIMITED; CHUGAIRO KOGYO KAI.
Resumen no disponible.
PERFECCIONAMIENTOS EN HORNOS DE RECOCIDO CONTINUO.
(16/04/1976). Solicitante/s: NIPPON KOKAN KABUSHIKI KAISHA.
Resumen no disponible.
PERFECCIONAMIENTOS EN HORNOS DE RECOCIDO CONTINUO, EN MAQUINAS ESTIRADORAS DE HILOS METALICOS.
(01/12/1975) Perfeccionamientos en hornos de recocido contino, en máquinas estiradoras de hilos metálicos, del tipo de horno que comprende varias poleas en torno a las cuales se enrolla parcialmente el hilo estirado, una estación de alimentación de un fluido no oxidante, como vapor de agua o similares, conectada a una cámara de recocido del hilo estirado, y una estación de enfriamiento del hilo recocido, dispuesta a la salida de la cámara de recocido y dotada de medios adecuados para hacer entrar en ella un fluido refrigerante , caracterizados porque se dota cada horno de una cámara de precalentamiento del hilo estirado conectada az la estación de alimentación del fluido no oxidante, y en comunicación…
{kind=link}
{kind=link}