CIP-2021 : B21C 37/15 : Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
CIP-2021 › B › B21 › B21C › B21C 37/00 › B21C 37/15[2] › Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular.
B21C 37/15 · · Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
CIP2021: Invenciones publicadas en esta sección.
Canalización tubular longitudinal que incluye un órgano intercalar y procedimientos de montaje y de combadura de una canalización de este tipo.
(13/05/2020) Canalización tubular longitudinal que comprende:
- un tubo externo de transporte de fluido que tiene una porción combada externa ,
- un tubo interno de transporte de fluido, montado en el tubo externo , que tiene una porción combada interna sustancialmente coaxial a la porción combada externa y
- un órgano intercalar , que incluye un cuerpo longitudinal flexible, que está posicionado entre la porción combada interna y la porción combada externa y que se extiende de manera coaxial a dichas porciones combadas , estando el órgano intercalar configurado para transmitir unos esfuerzos de combadura entre dicho tubo externo y dicho tubo interno cuando dicho tubo externo está combado, incluyendo el órgano intercalar unos medios de paso de fluido longitudinal entre el tubo interno y el tubo externo , incluyendo el órgano…
Procedimiento para fabricar piezas de trabajo metálicas huecas.
(18/09/2019). Solicitante/s: GFM GMBH. Inventor/es: KOPPENSTEINER,ROBERT.
Procedimiento para fabricar piezas de trabajo metálicas huecas con una superficie interior perfilada a partir de un tubo de envuelta , con una superficie interior perfilada y un recubrimiento que sigue a la superficie interior perfilada a partir de una capa de material, que forma un compuesto con el material del tubo de envuelta , en donde el tubo de envuelta se forja a través de un mandril, caracterizado porque el tubo de envuelta presenta una superficie interior preperfilada aproximada a la superficie interior perfilada del tubo de envuelta , y en un paso adicional se introduce la capa de material del recubrimiento en el tubo de envuelta premoldeado aproximado a la superficie interior perfilada del tubo de envuelta , antes de que el tubo de envuelta premoldeado con la capa de material del recubrimiento se forje a través del mandril que determina la superficie interior perfilada de la pieza de trabajo.
PDF original: ES-2760949_T3.pdf
PRENSA HIDRÁULICA PARA MOLDEO DE TUBOS DE PVC Y UNIÓN DE TUBERÍA PVC DESLIZABLE.
(20/06/2019). Solicitante/s: ZULUAGA ZULUAGA, Martha Nancy. Inventor/es: HERRERA MONTOYA,Duván Antonio.
La rotura de tuberías de agua en edificaciones representa grandes problemas paras las personas, dado que la reparación de estos daños requiere amplias roturas de paredes y edificaciones, para solucionar este problema la presente invención provee una máquina para la fabricación de acople de PVC y los acoples pvc para solucionar las roturas de las tuberías sin necesidad de hacer roturas exageradas en las viviendas y edificaciones, dado que los acoples son deslizables, lo cual permite una fácil y rápida reparación del daño sin romper la paredes y desinstalar todo el tubo que presentó problema.
Procedimiento de fabricación de una carcasa para un motor de taladro.
(13/02/2019). Ver ilustración. Solicitante/s: GFM GMBH. Inventor/es: KOPPENSTEINER,ROBERT.
Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral y un revestimiento de una aleación antifricción que sigue la superficie interna en espiral para recibir un rotor en espiral, en donde un tubo de cubierta está forjado sobre un mandril, caracterizado porque el revestimiento , en forma de un tubo de revestimiento prefabricado se inserta en el tubo de cubierta y porque el tubo de cubierta y el tubo de revestimiento están forjados en común sobre el mandril que define la superficie interna en espiral de la carcasa para dar una carcasa que forma un cuerpo compuesto.
PDF original: ES-2723599_T3.pdf
Tubo de gran diámetro de doble pared, uso y procedimiento para la fabricación de un tubo de gran diámetro de doble pared.
(25/10/2017). Solicitante/s: SMS group GmbH. Inventor/es: ARNOLD,ROLAND.
Tubo de gran diámetro de doble pared con al menos un tubo de acero soldado en espiral como tubo interno y/o como tubo externo , siendo el tubo de acero soldado en espiral un tubo soldado en espiral a partir de una banda de acero laminada en caliente de pared gruesa, estando el tubo interior y el tubo exterior unidos entre sí por medio de al menos una unión soldada , caracterizado por un grosor de la banda de acero de más de 8 mm, y al menos una abertura para soldar en el tubo interno y/o en el tubo externo.
PDF original: ES-2657380_T3.pdf
Procedimiento y dispositivo para el estampado de una envolvente de tambor.
(25/10/2017) Procedimiento para la introducción de estructuras estampadas en zonas de una envolvente de tambor metálica entre elementos de arrastre de un tambor de ropa cilíndrico hueco, en el que la presión de estampación, que genera la estructura estampada en la zona de la envolvente del tambor , se ejerce entre al menos un componente de presión que presenta la estructura de estampación y un segmento de retención , que está provisto en la superficie de apoyo con una matriz que presenta la contra estructura, caracterizado porque la envolvente de tambor doblada cilíndrica se procesa como se indica a continuación:
- posicionamiento de la envolvente del tambor ,
- amarre funcional seguro de…
Procedimiento para la realización de muescas en tubos y máquina asociada.
(17/08/2016) Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante la guía de punzones en un plano de trabajo (C) y según una dirección de trabajo (B) concurrente con el eje longitudinal del tubo, al menos una muesca (11, 12, 13, 13a, 13b) que comprende, como mínimo, un lado de bloqueo, y que se caracteriza por llevar a cabo las siguientes fases:
• ET1: se dirige un primer punzón según la dirección de trabajo (B), extendiéndose una punta de preformado del primer punzón desde un extremo del primer punzón y paralelamente al plano de trabajo (C), una intersección de un extremo de inserción de la punta de preformado con el plano de trabajo formando una recta, y una intersección de dicho extremo de inserción de la punta de preformado con un plano…
Método de fabricación de una pieza con forma de caña.
(15/02/2016). Solicitante/s: GABINO CUTILLAS, Fernando. Inventor/es: GABINO CUTILLAS,Fernando.
Método de fabricación de una pieza con forma de caña que comprende: a) la provisión de un tubo cilíndrico, b) el calentamiento de una zona perimetral del tubo , c) la definición en la zona perimetral caliente del tubo de un abombamiento periférico , similar a un nudo de caña, mediante la aplicación sobre el tubo de una fuerza de compresión en dirección axial; d) la repetición de los pasos b) y c) en sucesivas zonas del tubo , distanciadas a lo largo del mismo, para la definición de respectivos abombamientos periféricos a modo de nudos de caña.
PDF original: ES-2559688_B1.pdf
PDF original: ES-2559688_A1.pdf
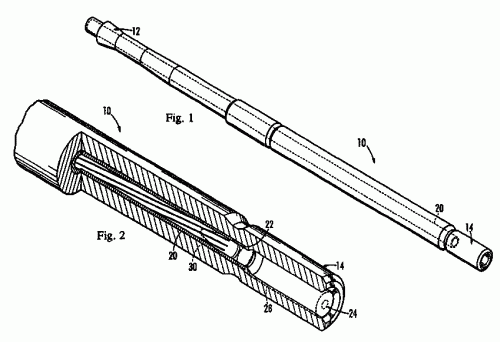
Procedimiento para fabricar un cañón con carcasa que se une de manera integral.
(13/01/2016). Ver ilustración. Solicitante/s: Steyr Mannlicher GmbH. Inventor/es: PICHLER,Harald.
Procedimiento para fabricar un cañón con carcasa integralmente formada para al menos una cabeza de culata, con las etapas:
facilitar una pieza en bruto cilíndrica con un taladro pasante que corresponde al diámetro de cabeza de culata;
martillar una primera sección longitudinal (20') de la pieza en bruto sobre una parte de un primer mandril de martillado que corresponde al perfil interior de cañón, mientras este se guía a través del taladro pasante ; y
martillar una segunda sección longitudinal (20") de la pieza en bruto sobre un segundo mandril de martillado que corresponde al perfil interior de carcasa, mientras este está introducido en el taladro pasante.
PDF original: ES-2608809_T3.pdf
Procedimiento para fabricar un cañón con acanaladuras de cañón.
(13/01/2016). Ver ilustración. Solicitante/s: Steyr Mannlicher GmbH. Inventor/es: ENGESSER,MICHAEL.
Procedimiento para fabricar un cañón mediante forja en frío de una pieza en bruto cilíndrica con una perforación pasante axial con las etapas:
introducir un mandril de forja en la perforación pasante axial de la pieza en bruto cilíndrica; forjar en frío el cañón mediante una máquina martilladora de cañones que tiene varios martillos de forja distribuidos por el perímetro de la pieza en bruto, que actúan radialmente sobre la pieza en bruto en la zona del mandril de forja introducido;
caracterizado por la forja de ranuras longitudinales en la pieza en bruto durante la forja en frío, mediante los martillos de forja mencionados, que tienen para este fin nervaduras paralelas al eje longitudinal de la pieza en bruto.
PDF original: ES-2607177_T3.pdf
Máquina herramienta manual y procedimiento de fabricación.
(17/06/2015) Máquina herramienta manual con un mecanismo de impacto neumático , que presenta un excitador accionado con motor, un tubo de guía y un husillo percutor en forma de pistón, en la que el husillo percutor en forma de pistón está guiado a través de un lado interior del tubo de guía , y cierre en el tubo de guía con el excitador un muelle neumático , caracterizada porque el tubo de guía está formado a partir de una tira de chapa doblada en un tubo, cuyos dos cantos longitudinales opuestos están unidos por medio de una costura y/o por medio de una unión positiva dentada .
Procedimiento de fabricación de un tubo de acero sin soldadura acabado en frío para un árbol de transmisión integralmente moldeado.
(05/11/2014) Un procedimiento de producción de un tubo de acero sin soldadura acabado en frío para un árbol de transmisión de tipo formado integralmente que usa una palanquilla en el que su composición química comprende: en % en masa: C: 0,30 a 0,38%, Si: 0,50% o menos, Mn: 0,30 a 2,00%, P: 0,025% o menos, S: 0,005% o menos, Cr: 0,15 a 1,0%, Al: 0,001 a 0,05%, Ti: 0,005 a 0,05%, N: 0,02% o menos, B: 0,0005 a 0,01%, y O (oxígeno): 0,0050% o menos, siendo el resto Fe e impurezas, y Beff definido por (1a) y (1b) anterior satisface 0,0001% o más, dado que Ti, N, y B están representados en términos de contenido (%), cuando N - 14 x Ti/47,9 ≥…
Tubos ranurados para utilización reversible en intercambiadores térmicos.
(18/03/2014) Utilización de un intercambiador de calor en funcionamiento de modo reversible, en evaporación o en condensación utilizando un fluido frigorígeno de cambio de fase, comprendiendo el citado intercambiador unos tubos metálicos ranurados, de grosor Tf en el fondo de la ranura, de diámetro exterior De, estando los citados tubos ranurados interiormente por N nervaduras helicoidales de ángulo de ápex α, de altura H, de anchura de la base LN y de ángulo de hélice β, estando separadas dos nervaduras consecutivas por una ranura típicamente con fondo plano de anchura LR, con un paso P igual a LR + LN,
a) estando comprendido el diámetro exterior De entre 4 y 20 mm,
b) yendo el número de nervaduras N desde 46 a 98, en función sobre todo del diámetro…
Procedimiento para la fabricación de sistemas tubo-en-tubo.
(22/01/2014) Procedimiento para la fabricación de un sistema de tubo-en-tubo formado por un tubo exterior y al menos un tubo interior , que forman un tubo compuesto, en el que el al menos un tubo interior se extiende sobre toda la longitud o al menos sobre una mayor parte de toda la longitud del tubo exterior y en el que el al menos un tubo interior y el tubo exterior se llevan a unión entre sí mecánicamente a través de la aplicación de una presión de prensado, caracterizado por que el al menos un tubo interior y el tubo exterior son adaptados con respecto a sus propiedades del material y/o sus dimensiones geométricas entre sí de tal manera que después del aplastamiento a través de la presión de prensado aplicada a través de un recorrido de aplastamiento predeterminado o predeterminable a través de recuperación elástica resulta…
Aparato para la fabricación de un tubo multicapa para la conexión hidráulica y el cableado de paneles solares.
(11/12/2013) Un aparato para la fabricación de un tubo multicapa para la conexión hidráulica y el cableado depaneles solares, caracterizado porque comprende
- medios para recubrir al menos un tubo flexible con al menos una cinta de material termoaislante;
- medios para sujetar dicha cinta hecha de material termoaislante envolviendo el tubo flexiblecorrespondiente ;
- medios para recubrir al menos dos tubos flexibles , que ya están recubiertos con dicha cinta aislante yse disponen de lado a lado y paralelos entre sí, con una envoltura de protección y contención ,
- medios para el cierre longitudinal de dicha envoltura…
Método para perfilar un tubo de longitud dada.
(06/06/2012) Método para perfilar un tubo que tiene una longitud dada (L), un eje longitudinal, y una pared lateral sustancialmente coaxial con el eje longitudinal; comprendiendo el método las etapas de:
disponer al menos un par de rodillos opuestos, que tienen respectivos ejes de giro, para definir un paso (A) para recibir sin apretar el tubo ;
insertar el tubo dentro del paso (A), con el eje longitudinal del tubo sustancialmente transversal a dichos ejes de giro;
mover los rodillos radialmente con respecto a dicho eje longitudinal en contacto con dicha pared lateral, y entonces presionar los rodillos gradualmente contra la pared lateral; y
mover el tubo axialmente hacia adelante y hacia atrás; estando el método caracterizado porque dicho movimiento radial de los rodillos y dicho movimiento…
Manguera a base de lámina de alumino.
(18/04/2012) Elemento de la manguera (10, 10') para el transporte de fluidos, que comprende:
una primera capa tubular ;
una capa de barrera de vapor de metal formada por al menos una tira de metal (40a, 40b) que rodea la primeracapa tubular, y
una segunda capa tubular que rodea la capa de barrera de vapor de metal;
en el que la al menos una tira de metal tiene porciones de borde unidas juntas para formar al menos unacostura , estando las caras opuestas de las porciones de borde soldadas juntas; y
en el que la al menos una costura se dobla sobre una porción de la tira de metal adyacente a la costura.
TUBO REALIZADO A PARTIR DE UNA PREFORMA Y PROCEDIMIENTO DE FABRICACIÓN DE DICHO TUBO.
(17/08/2011) Tubo realizado a partir de un material plásticamente deformable, tal como metal, que se presenta en forma de una preforma o de una banda, estando abierto el tubo en toda su longitud y presentando por lo menos uno de los dos bordes enfrentados por lo menos una zona replegada hacia la pared del tubo, caracterizado porque el tubo comprende por lo menos una pata de fijación u otro elemento, que se realiza en forma de una protuberancia de la zona replegada de un borde de tubo
ELEMENTO PORTANTE DE REPOSACABEZAS.
(19/05/2011) Elemento portante de reposacabezas constituido por un cuerpo tubular que, por un lado, se puede unir con un asiento y, por otro lado, se puede unir con un reposacabezas, en donde el cuerpo tubular se ha fabricado por conformación a partir de un material en banda flexiblemente laminado que presenta un espesor de pared variable, caracterizado porque el cuerpo tubular presenta un espesor variable a lo largo de su perímetro, estando previstos en una primera zona de pared con un espesor de pared (d2) mayor a lo largo de su perímetro unos rebajos de encastre para fines de inmovilización con respecto al asiento
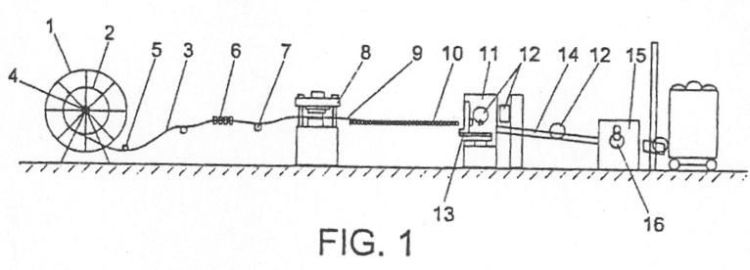
PROCEDIMIENTO DE FABRICACION DE EMBOCADURAS DE TUBOS BORDONADAS E INSTALACION CORRESPONDIENTE.
(01/02/2008). Ver ilustración. Solicitante/s: SCHAKO METALLWARENFABRIK FERDINAND SCHAD KG. Inventor/es: MULLER,RAINER, QUIROS FERNANDEZ,JULIO.
Procedimiento de fabricación de embocaduras de tubos bordonadas e instalación correspondiente.#El procedimiento consiste en ir desenrollando una banda metálica arrollada en una bobina dispuesta sobre un porta-bobinas , realizándose el enderezado de tal banda por medio de un enderezador , haciéndose pasar dicha banda por una máquina de corte en la que se produce el seccionado de tal banda en tiras de longitud preestablecida, de acuerdo con el diámetro que ha de tener la embocadura a obtener. A continuación de dicha máquina de corte existe un transportador y seguidamente una máquina dobladora en la que tiene lugar la conformación de las tiras en cilindros , siendo éstos seguidamente soldados y posteriormente bordonados por embutición circular de los mismos, en una máquina bordonadora , para conseguir las embocaduras bordonadas anularmente.
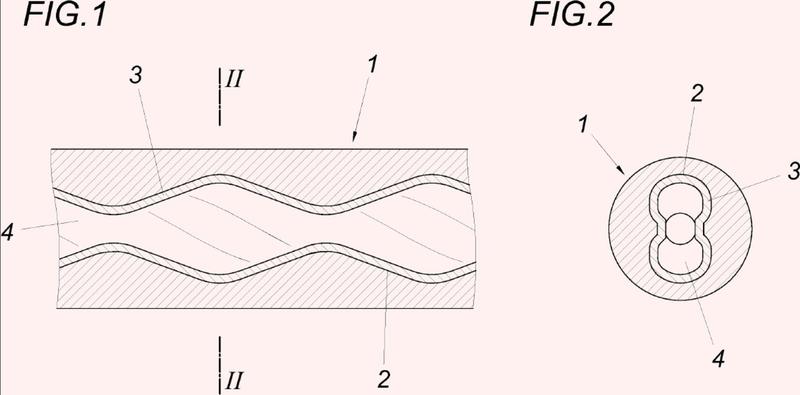
TUBO DE TRANSPORTE DE FLUIDO Y PROCEDIMIENTO Y DISPOSITIVO PARA SU FABRICACION.
(01/04/2007) Procedimiento de fabricación, partiendo de una pieza en bruto de material metálico, de un tubo alargado de transporte de fluido, que está adaptado para ser montado en un radiador de vehículo y que comprende al menos dos conductos alargados internos , caracterizado por el hecho de que el procedimiento comprende las etapas de formar, a lo largo de dos bordes opuestos de la pieza en bruto , dos porciones de borde verticales, que definen entre ellas una porción de banda al menos en parte esencialmente plana, formar, tras la etapa de formación de las dos porciones de borde verticales, una pluralidad de proyecciones según un patrón dado sobre un lado de la pieza en bruto por deformación plástica de la pieza en bruto para formar una estructura superficial saliente sobre una porción de la superficie…
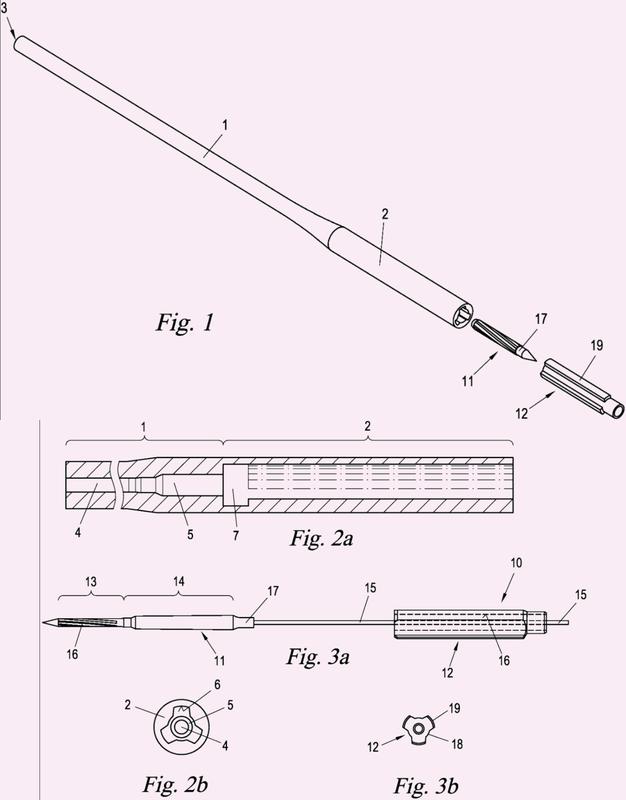
METODO PARA ENCAMISAR UN CAÑON DE UN ARMA DE FUEGO.
(16/06/2006). Ver ilustración. Solicitante/s: FN HERSTAL, SOCIETE ANONYME. Inventor/es: SNIEZAK, GARY, CHRISTOU, KYRIAKOS.
Un método para revestir el cañón de un arma de fuego, comprendiendo dicho método los pasos de: proporcionar una pieza de partida o en bruto de cañón, siendo hueca dicha pieza de partida de cañón y teniendo un extremo de boca y un extremo de cámara opuesto; formar un escalón en dicha pieza de partida de cañón próximo a dicho extremo de cámara; proporcionar una barra de material de revestimiento; insertar dicha barra dentro de dicha pieza de partida de cañón hueca de manera que dicha barra se acople a dicho escalón; unir por forja dicha pieza de cañón a dicha barra; taladrar un ánima en dicha barra; y mecanizar dicha cámara en dicho extremo de cámara para formar dicho cañón de arma de fuego.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN PERFIL METALICO CERRADO O TUBO METALICO CON UN GROSOR DE PARED VARIABLE A LO LARGO DE SU EJE LONGITUDINAL.
(16/04/2006). Solicitante/s: DREISTERN GMBH & CO. KG.
Procedimiento para la fabricación de un perfil metálico cerrado o tubo metálico, cuyo grosor de pared varía a lo largo de su eje longitudinal, con las siguientes etapas de procedimiento: - conformación de una cinta de chapa con grosor de cinta variable a lo largo de su longitud mediante herramientas de conformación por laminación para obtener un perfil o un tubo , - calibrado del perfil o del tubo en al menos una pareja de rodillos de calibrado hasta alcanzar medidas exteriores predeterminadas, - unión por soldadura de los lados estrechos de la cinta de chapa dispuestos uno al lado del otro por la conformación y el calibrado, para acabar un perfil cerrado o un tubo.
DISPOSITIVO DE AUTOZUNCHADO EN FRIO DE TUBOS POR SECCIONES.
(16/06/2005) Dispositivo para el autozunchado en frío por secciones de tubos , especialmente en cañones de armas, por medio de una presión interior hidráulica producida en el interior del tubo, con las características: a) el dispositivo (1, 1, 1) comprende un suplemento (2, 2, 2) en forma de mandril, que se introduce en el tubo desde la boca del tubo que está unido con un primer dispositivo de obturación , caracterizado por las siguientes características: b) el primer dispositivo de obturación presenta un paquete obturador dispuesto sobre un asiento de obturación del suplemento (2, 2, 2), estando el asiento de obturación limitado por delante por un dispositivo de fijación , que comprende un casquillo roscado desenroscable dispuesto sobre el suplemento (2, 2, 2), y una pieza intermedia anular añadida…
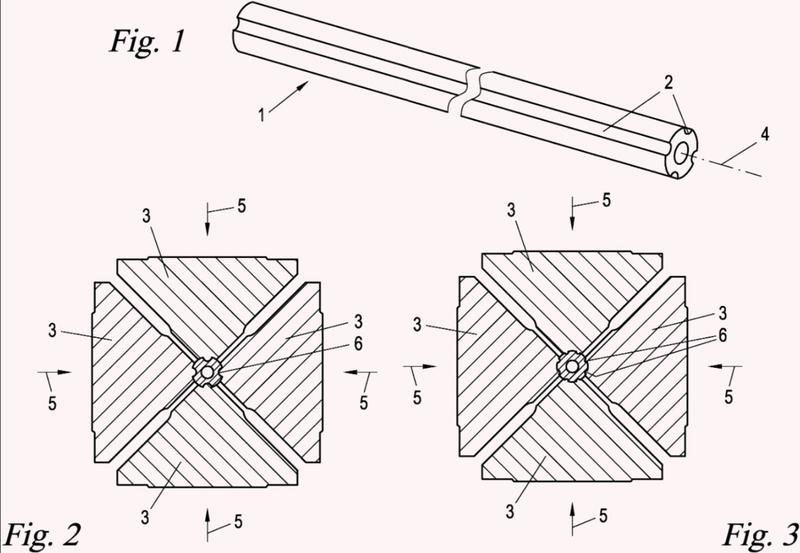
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PARA PIEZAS DE ARTILLERIA PESADAS.
(01/05/2005). Ver ilustración. Solicitante/s: EDELSTAHLWERKE BUDERUS AG RHEINMETALL W & M GMBH. Inventor/es: GRIMM, WALTER, ARRENBRECHT, WOLFGANG.
Procedimiento para la fabricación de tubos para piezas de artillería pesadas en el intervalo de calibres de 105 mm y mayores, a partir de un acero de temple y revenido que consta de 0, 20 - 0, 50% en peso de carbono, como máximo 1, 0% en peso de silicio, como máximo 1, 0% en peso de manganeso, como máximo 0, 03% en peso de fósforo, como máximo 0, 03% de azufre, como máximo 0, 1% de aluminio, como máximo 2% de cromo, como máximo 4% de níquel, como máximo 1% de molibdeno, como máximo 0, 5% de vanadio y el resto formado por hierro e impurezas usuales, en el que las piezas forjadas son torneadas previamente por el exterior a partir de un lingote colado por fundición al aire libre, y caracterizado porque las piezas en bruto, obtenidas de esta manera son en primer lugar templadas y revenidas, y a continuación taladradas y luego mecanizadas a estado acabado.
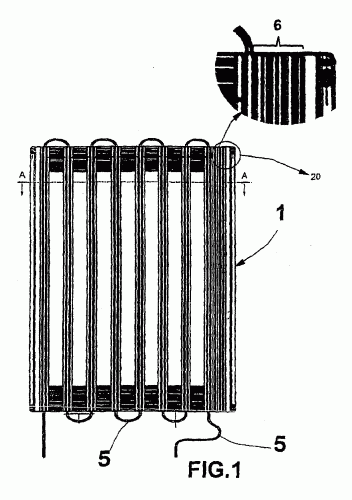
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PLANOS INTERCAMBIADORES DE CALOR.
(16/03/2005) Procedimiento para la fabricación de un tubo plano intercambiador de calor (A, B) provisto en su interior de unos pasos de fluido paralelos y que comprende una pared superior, una pared inferior, paredes laterales derecha izquierda que interconectan los bordes laterales derecho e izquierdo de las paredes superior e inferior y una pluralidad de paredes de refuerzo conectadas entre las paredes superior e inferior, que se extienden en dirección longitudinal del tubo y están espaciadas entre sí, que comprende las etapas siguientes: - soldar un primer elemento componente del tubo de aluminio y un segundo elemento componente del tubo de aluminio formando un conjunto integral, incluyendo el primer elemento componente una parte que forma la pared…
PROCEDIMIENTO Y MAQUINA PARA FORMAR CONDENSADORES DE REFRIGERADORES.
(16/10/2004). Ver ilustración. Solicitante/s: ELECTROLUX ZANUSSI S.P.A.. Inventor/es: ORLANDO, GIUSEPPE.
Procedimiento para formar los bordes verticales de un condensador que se ha obtenido procesando una pieza en bruto de chapa metálica y que se utiliza preferiblemente en combinación con aparatos de refrigeración, comprendiendo el procedimiento la fase de formar dichos bordes de manera que cuando se una dicho condensador a la pared posterior del aparato de refrigeración correspondiente, se monte a una distancia predeterminada de dicha pared posterior correspondiente, y la fase de proporcionar elementos disipadores de calor en la superficie interna de dicha pieza en bruto de chapa metálica, en donde dicho procedimiento puede producir condensadores con diferentes anchuras y diferentes profundidades de dichos bordes usando piezas en bruto de chapa metálica que tengan la misma anchura.
DISPOSITIVO PARA LA FABRICACION DE RANURAS DE RAYADO EN UN CAÑON DE ARMA.
(16/08/2004) Dispositivo para la fabricación de ranuras de rayado en un cañón de arma, pasándose una cabeza de rayar, que gira alrededor de su eje longitudinal , mediante una barra de rayar a través del cañón de arma respectivo y tallándose las ranuras de rayado mediante cuchillas de rayar correspondientes, dispuestas en la cabeza de rayar, en la superficie interna del cañón de arma, con las características siguientes: a) La cabeza de rayar comprende un mandril de sujeción central que se puede unir a una barra de rayar, un mandril regulable dispuesto con posibilidad de desplazamiento en dirección del eje longitudinal de la cabeza de rayar y que envuelve, al menos en una zona parcial, al mandril de sujeción por el lado circunferencial, así como una…
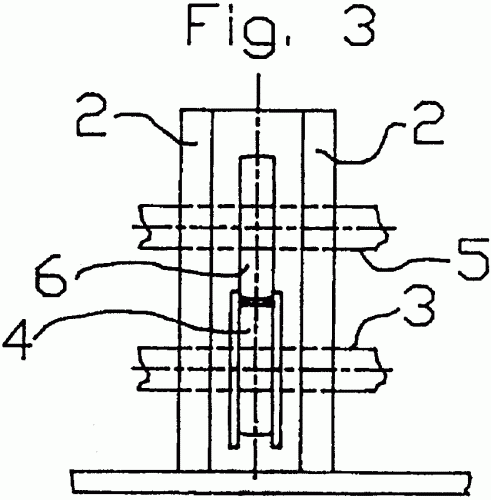
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PLANOS PARA LA FORMACION DE PANELES DE TRANSFERENCIA TERMICA Y DISPOSITIVO PARA LA REALIZACION DE DICHO PROCEDIMIENTO.
(01/05/2003). Ver ilustración. Solicitante/s: WALLNOFER, HEINRICH FRANZ. Inventor/es: WALLNOFER, HEINRICH FRANZ.
LA INVENCION SE REFIERE A UN METODO PARA FABRICAR CANALES DESTINADOS A FORMAR PANELES DE CALOPORTADORES A PARTIR DE UN MATERIAL DE BASE, QUE SE CARACTERIZA PORQUE: BASE SE UTILIZA UN TUBO DE SECCION TRANSVERSAL CIRCULAR, TUBO SE HACE AVANZAR A TRAVES DE AL MENOS UNA RENDIJA DE EMBUTIDO FORMADA POR LA SUPERFICIE PERIFERICA DE DOS RODILLOS DISPUESTOS SOBRE EJES PARALELOS ENTRE SI Y CON UN EJE DISPUESTO EN UN PLANO COMUN, PROPIAS RENDIJAS DE EMBUTIDO ESTAN DIMENSIONADAS DE TAL FORMA QUE EL CORTE TRANSVERSAL CIRCULAR SE TRANSFORMA SIN TENSION DE DEFORMACION PERMANENTE EN UNA FORMA PLANA.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PLANOS INTERCAMBIADORES DE CALOR.
(01/03/2003) UN PROCESO PARA LA PRODUCCION DE UN TUBO PLANO DE INTERCAMBIO DE CALOR (A) QUE TIENE UNOS CONDUCTOS DE PASO DE FLUIDOS PARALELOS EN SU INTERIOR Y COMPRENDE UNA PARED SUPERIOR , UNA PARED INFERIOR , PAREDES LATERALES DERECHA E IZQUIERDA QUE INTERCONECTAN LOS BORDES LATERALES DERECHOS E IZQUIERDOS DE LAS PAREDES SUPERIOR E INFERIOR Y UNA PLURALIDAD DE PAREDES DE REFUERZO CONECTADAS ENTRE LAS PAREDES SUPERIOR E INFERIOR , QUE SE EXTIENDEN A LO LARGO DEL TUBO Y ESTAN SEPARADAS ENTRE SI, QUE CONSISTE EN LA SOLDADURA FUERTE DE UN PRIMER MIEMBRO COMPONENTE DEL TUBO DE ALUMINIO Y DE UN SEGUNDO MIEMBRO COMPONENTE DEL TUBO DE ALUMINIO EN UNA UNION SOLIDARIA, COMPRENDIENDO EL PRIMER MIEMBRO COMPONENTE UNA PORCION FORMADORA DE LA PORCION INFERIOR Y UNA PLURALIDAD DE…
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PLANOS PARA INTERCAMBIADORES DE CALOR.
(16/09/2002) UN PROCESO PARA PRODUCIR UN TUBO DE INTERCAMBIO DE CALOR PLANO (A) QUE TIENE UNOS PASOS DE REFRIGERANTES PLANOS EN SU INTERIOR Y COMPRENDE UNAS PAREDES INFERIOR Y SUPERIOR PLANAS , UNAS PAREDES LATERALES OPUESTAS Y UNA PLURALIDAD DE PAREDES DE REFUERZO CONECTADAS ENTRE LAS PAREDES SUPERIOR E INFERIOR , DE FORMA QUE SE EXTIENDEN LONGITUDINALMENTE CON RESPECTO AL TUBO (A) Y ESTAN COLOCADAS SEPARADAS ENTRE SI POR UNA DISTANCIA DETERMINADA, Y UTILIZAN UN LAMINADOR QUE COMPRENDE UN RODILLO ACTIVO CENTRAL Y UNA PLURALIDAD DE RODILLOS ACTIVOS PLANETARIOS COLOCADOS ALREDEDOR DE UNA PORCION DE LA PERIFERIA DE UN RODILLO ACTIVO CENTRAL Y DISPUESTOS SEPARADOS CIRCUNFERENCIALMENTE DEL MISMO, ESTANDO…
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS CON SECCIONES DE DIFERENTE ESPESOR DE PARED.
(16/08/2001). Solicitante/s: BENTELER AG. Inventor/es: STREUBEL, WOLFGANG, KLASFAUSEWEH, UDO DR..
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE TUBOS CON TRAMOS DE ESPESOR DIFERENTE A BASE DE UN PRINCIPIO DE CHAPA PLANA, DONDE PRIMERO SE REALIZA UNA CONFORMACION EN FORMA DE RODILLOS DE LA CHAPA CON ESPESORES (S{SUB,2} S{SUB,5}) DE CHAPA CAMBIANTES POR ZONAS EN LA DIRECCION (WR) DE ENROLLADO. A TRAVES DE LA REDUCCION DE ESPESOR DE PARED PARCIAL OBTENIDA MUESTRA LA CHAPA ZONAS , QUE SE DETERMINAN DE FORMA RESPECTIVA PARA CARGAS Y PUNTAS DE TENSION, QUE SE SOMETEN A ELEMENTOS DE CONSTRUCCION ELABORADOS EN UN TUBO O A PARTIR DE UN TUBO A TRAVES DE UTILIZACION EN SITUACION PRACTICA. DESPUES DE LA REDUCCION DE ESPESOR DE PARED SE RECORTA LA CHAPA LAMINADA, PARA LA CONFORMACION DE UN TUBO Y PARA EL ENSAMBLE A LO LARGO DE LOS CANTOS DE UNION. DE FORMA ESPECIALMENTE VENTAJOSA EL PROCEDIMIENTO ES APROPIADO PARA LA ELABORACION DE TUBOS COMO PRODUCTO INTERMEDIO EN LA ELABORACION DE PARTES COMPONENTES EN LA ELABORACION DE AUTOMOVILES.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}