ELEMENTO PORTANTE DE REPOSACABEZAS.
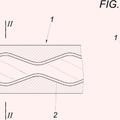
Elemento portante de reposacabezas (2) constituido por un cuerpo tubular que,
por un lado, se puede unir con un asiento y, por otro lado, se puede unir con un reposacabezas, en donde el cuerpo tubular se ha fabricado por conformación a partir de un material en banda flexiblemente laminado que presenta un espesor de pared variable, caracterizado porque el cuerpo tubular presenta un espesor variable a lo largo de su perímetro, estando previstos en una primera zona de pared (5) con un espesor de pared (d2) mayor a lo largo de su perímetro unos rebajos de encastre (8) para fines de inmovilización con respecto al asiento
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08012100.
Solicitante: MUHR UND BENDER KG.
Nacionalidad solicitante: Alemania.
Dirección: IN DEN SCHLACHTWIESEN 4 57439 ATTENDORN ALEMANIA.
Inventor/es: RINSDORF,ANDREAS, Hentschel,Stephan, Finge,Peter, Mintkewitz,Georg.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Julio de 2008.
Clasificación Internacional de Patentes:
- B21C37/15 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
- B60N2/48C2B4
Clasificación PCT:
- B21C37/15 B21C 37/00 […] › Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
- B60N2/48
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359183_T3.pdf

Fragmento de la descripción:
La invención concierne a un elemento portante de reposacabezas para unir un reposacabezas con un asiento, especialmente un asiento de vehículo automóvil.
Se conoce por el documento DE 296 24 453 U1 un estribo de retención para un reposacabezas constituido por un cuerpo tubular. El estribo de retención tiene como tramos componentes unas entalladuras de encastre en la zona del extremo inferior, una guía de deslizamiento en la zona del extremo superior y un engrosamiento de material periférico en una zona central. Los extremos superior e inferior están realizados con un menor espesor de pared en comparación con la zona central. El engrosamiento del material y las entalladuras de encastre se producen mediante un recalcado circular de un semiproducto tubular. La forma en dos partes de la reivindicación 1 se basa en este documento.
Se conoce ya por el documento DE 297 17 568 U1 un estribo para reposacabezas de vehículo automóvil que se fabrica de un trozo de tubo conformado de metal ligero.
Se conoce por el documento EP 0 916 549 B1 un reposacabezas para asientos de vehículo automóvil que comprende un cojín en el que está alojado un bastidor. El reposacabezas es retenido por un par de barras, estando montado el bastidor del reposacabezas en forma regulable en altura con respecto a las barras. Las barras están unidas con el respaldo del asiento de vehículo automóvil.
Se conoce por el documento EP 1 481 743 A2 el recurso de transformar un material en banda laminado de manera flexible, con un elemento de chapa fabricado con espesores diferentes en la dirección longitudinal de la banda, en un cuerpo tubular con sección transversal no redonda. Mediante conformación en torno a la dirección longitudinal de la banda se puede fabricar aquí un cuerpo tubular con espesor de pared variable en toda la extensión de su longitud o bien, mediante conformación transversalmente a la dirección longitudinal de la banda, se puede fabricar un cuerpo tubular con espesor de pared variable a lo largo de su perímetro.
Se conoce por el documento DE 102 10 156 A1 un procedimiento de fabricación de un tubo que presenta varios tramos de tubo cuyos espesores de pared se diferencian uno de otro. El procedimiento comprende los pasos de transformar una chapa, que presenta un perfil de espesor uniforme, en un cuerpo tubular y soldar éste para obtener un tubo. El tubo así fabricado puede emplearse como arco de seguridad antivuelco para un vehículo automóvil.
Se conoce por el documento DE 603 07 484 T2 una herramienta que sirve para estampar muescas en un tubo de un reposacabezas.
Ante los antecedentes de una minimización pretendida del consumo de carburante, la reducción del peso de componentes de un vehículo automóvil es de importancia central, pero sin que puedan aceptarse mermas respecto de la resistencia. El esfuerzo mecánico de un estribo de reposacabezas no es igual en todas partes. Los límites para el espesor de pared de reposacabezas fabricados a partir de piezas tubulares se deducen de los criterios que se deben observar para la superación de los ensayos de choque.
Por tanto, la presente invención se basa en el problema de proponer un elemento portante de reposacabezas para unir un reposacabezas con un asiento, especialmente un asiento de vehículo automóvil, que presente un peso reducido y unas buenas propiedades de resistencia y que pueda fabricarse de manera sencilla y barata. Otro problema reside en proponer un procedimiento para fabricar un elemento portante de reposacabezas de esta clase.
Una solución según la invención consiste en un elemento portante de reposacabezas constituido por un cuerpo tubular que puede unirse en un primer extremo con un asiento y que puede unirse en un segundo extremo con un reposacabezas para soportar este último, en donde el cuerpo tubular se ha fabricado por conformación de un material en banda laminado de manera flexible que presenta un espesor de pared variable, en donde el cuerpo tubular tiene un espesor de pared variable a lo largo de su perímetro y en donde están previstos en una primera zona de pared con un espesor de pared mayor a lo largo del perímetro unos rebajos de encastre para fines de inmovilización con respecto al asiento.
El elemento portante de reposacabezas según la invención está optimizado de manera ventajosa respecto del peso y de las cargas producidas. El elemento portante de reposacabezas tiene aquí al menos una primera zona de pared con un espesor de pared mayor, que puede estar sometida especialmente a un esfuerzo mayor, y al menos una segunda zona de pared con un menor espesor de pared, que puede estar sometida especialmente a un esfuerzo menor. Gracias a esta medida se consiguen dos ventajas. Por un lado, el espesor de pared se puede adaptar a la carga específica del componente, es decir que tiene lugar una distribución de espesores de pared optimizada frente al esfuerzo producido en caso de choque, con lo que se mejora la seguridad de los ocupantes del vehículo. Por otro lado, se puede reducir el peso total del elemento portante del reposacabezas, ya que las segundas zonas menos cargadas pueden diseñarse con un espesor de pared más fino. El espesor de pared es variable a lo largo del perímetro del cuerpo tubular; sin embargo, los espesores de pared pueden configurarse también como variables en la dirección longitudinal y en la dirección periférica del cuerpo tubular.
Para producir un cuerpo tubular con espesores de pared diferentes en toda la extensión de su longitud se emplea preferiblemente como semiproducto un elemento de chapa hecho de material en banda laminado de manera flexible con espesor de pared variable en la dirección longitudinal de la banda, el cual se conforma en torno a la dirección longitudinal de la banda. Este semiproducto fabricado a partir de material en banda laminado de manera flexible se denomina también Tailor Rolled Blank (TRB - pieza de partida laminada según encargo).
Para producir un cuerpo tubular con espesores de pared diferentes a lo largo del perímetro se emplea preferiblemente como semiproducto un elemento de chapa hecho de material en banda laminado de manera flexible con espesor de pared variable transversalmente a la dirección longitudinal de la banda, el cual se conforma alrededor de la dirección longitudinal de la banda. Para fabricar este semiproducto, que se denomina también Tailor Rolled Strip (TRS fleje laminado según encargo), se conforma el material en banda por perfilado con rodillos en la dirección longitudinal de la banda.
Para producir un cuerpo tubular con espesor de pared variable a lo largo de la longitud y a lo largo del perímetro se lamina de manera flexible el material en banda sucesivamente en dirección longitudinal y en dirección transversal.
Independientemente de la fabricación del semiproducto, el cuerpo tubular que sirve como material de partida para el elemento portante del reposacabezas es preferiblemente de configuración cerrada en sección transversal, soldándose este cuerpo en dirección longitudinal después de su conformación.
Para la fijación y encastre en un dispositivo de retención del asiento o del reposacabezas, el elemento portante del reposacabezas posee varios rebajos de encastre a lo largo de la longitud, estando dispuestos los rebajos de encastre preferiblemente en la al menos una zona de pared con espesor de pared mayor a lo largo del perímetro. Esto tiene la ventaja de que se impide una rotura del cuerpo tubular durante la producción de los rebajos de encastre. Asimismo, debido al espesor de pared agrandado se consigue una exactitud de cotas mejorada de los rebajos de encastre. Esto a su vez da lugar a que se incremente la fuerza necesaria para la introducción del reposacabezas, de modo que se mejora la seguridad de los ocupantes en caso de choque. La ventaja de las zonas de pared con espesor de pared reducido consiste en una reducción de peso del elemento portante del reposacabezas. Puede estar practicada una única fila de rebajos de encastre en un lado del elemento portante del reposacabezas, pero también pueden estar practicadas dos filas de rebajos de encastre en lados diferentes del elemento portante del reposacabezas. Los rebajos de encastre de una fila están preferiblemente situados uno tras otro con una distribución uniforme en cada caso.
Según una forma de realización no perteneciente a la invención, la primera zona de pared con mayor espesor de pared comprende un primer tramo longitudinal, especialmente un tramo cilíndrico. La segunda zona con menor espesor de pared comprende preferiblemente... [Seguir leyendo]
Reivindicaciones:
1. Elemento portante de reposacabezas (2) constituido por un cuerpo tubular que, por un lado, se puede unir con un asiento y, por otro lado, se puede unir con un reposacabezas, en donde el cuerpo tubular se ha fabricado por conformación a partir de un material en banda flexiblemente laminado que presenta un espesor de pared variable, caracterizado porque el cuerpo tubular presenta un espesor variable a lo largo de su perímetro, estando previstos en una primera zona de pared (5) con un espesor de pared (d2) mayor a lo largo de su perímetro unos rebajos de en-castre (8) para fines de inmovilización con respecto al asiento.
2. Elemento portante de reposacabezas según la reivindicación 1, caracterizado porque están formadas al menos una primera zona de pared (5) con un espesor de pared más grande (d2) y al menos una segunda zona de pared (6) con un espesor de pared más pequeño (d1).
3. Elemento portante de reposacabezas según la reivindicación 2, caracterizado porque la primera zona de pared
(5) comprende un primer tramo periférico (14) con espesor de pared agrandado (d2) y porque la segunda zona de pared (6) comprende un segundo tramo periférico (12) con un espesor de pared más pequeño (d1)
4. Elemento portante de reposacabezas según la reivindicación 3, caracterizado porque la pared tubular varía continuamente en dirección periférica – considerado en sección transversal - desde el primer tramo periférico (14) con máximo espesor de pared (d2) hasta el segundo tramo periférico (12) con mínimo espesor de pared (d1).
5. Elemento portante de reposacabezas según cualquiera de las reivindicaciones 2 a 4, caracterizado porque el cuerpo tubular presenta en la zona de los rebajos de encastre (8), al menos a lo largo de una longitud parcial, una superficie interior cilíndrica circular.
6. Elemento portante de reposacabezas según cualquiera de las reivindicaciones 2 a 5, caracterizado porque la diferencia de espesor de pared entre la primera zona de pared (5) de espesor de pared más grande (d2) y la segunda zona de pared (6) de espesor de pared más pequeño (d1) está comprendida entre 30% y 70%, referido al espesor de pared máximo (d2).
7. Elemento portante de reposacabezas según cualquiera de las reivindicaciones 1 a 6, caracterizado porque está configurado como una barra de encastre que, en unión de otra barra de encastre, forma un par de barras que soportan conjuntamente el reposacabezas.
8. Elemento portante de reposacabezas según cualquiera de las reivindicaciones 1 a 7, caracterizado porque está configurado como un estribo que presenta dos alas (9, 10) y un alma de unión (11) que une estas alas una con otra.
9. Elemento portante de reposacabezas según cualquiera de las reivindicaciones 1 a 8, caracterizado porque el cuerpo tubular presenta, además, un espesor de pared variable en la dirección longitudinal.
10. Procedimiento para fabricar un elemento portante de reposacabezas según cualquiera de las reivindicaciones 1 a 9, caracterizado por los pasos de procedimiento siguientes: fabricación de un elemento de chapa a partir de un material en banda flexiblemente laminado con espesor de pared variable; transformación del elemento de chapa en un cuerpo tubular, formándose a lo largo del perímetro unas primeras zonas de pared (5) de espesor de pared más grande (d2) y unas segundas zonas de pared (6) de espesor de pared más pequeño (d1); y producción de rebajos de encastre (8) en el cuerpo tubular, produciéndose los rebajos de encastre (8) en las zonas de pared (5) con espesor de pared (d2) más grande a lo largo de su perímetro.
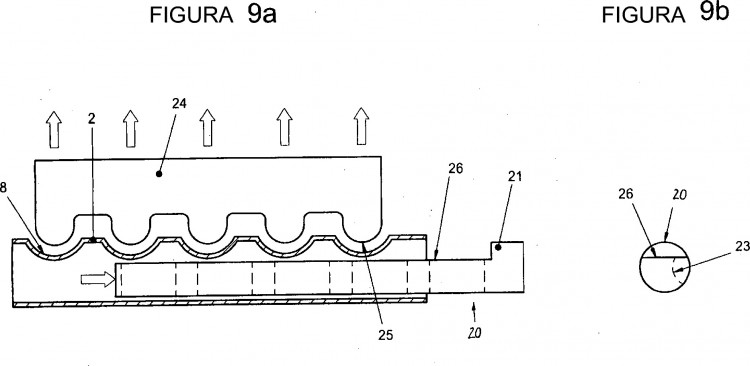
11. Procedimiento según la reivindicación 10, caracterizado porque el paso del procedimiento relativo a la producción de los rebajos de encastre (8) comprende los pasos parciales siguientes: introducción de un mandril interior (20) en el cuerpo tubular, presentando el mandril interior (20) al menos un rebajo lateral (23); presionado de la pared tubular hacia dentro del al menos un rebajo (23) del mandril interior (20), conformándose al menos un rebajo de encastre (8) hacia dentro de la pared tubular; y giro del mandril interior (20) alrededor de su eje longitudinal hasta que el al menos un rebajo de encastre (8) quede desacoplado del al menos un rebajo (23) del mandril interior.
Patentes similares o relacionadas:
Canalización tubular longitudinal que incluye un órgano intercalar y procedimientos de montaje y de combadura de una canalización de este tipo, del 13 de Mayo de 2020, de Stelia Aerospace: Canalización tubular longitudinal que comprende: - un tubo externo de transporte de fluido que tiene una porción combada externa , […]
Procedimiento para fabricar piezas de trabajo metálicas huecas, del 18 de Septiembre de 2019, de GFM GMBH: Procedimiento para fabricar piezas de trabajo metálicas huecas con una superficie interior perfilada a partir de un tubo de envuelta , con una superficie interior […]
PRENSA HIDRÁULICA PARA MOLDEO DE TUBOS DE PVC Y UNIÓN DE TUBERÍA PVC DESLIZABLE, del 20 de Junio de 2019, de ZULUAGA ZULUAGA, Martha Nancy: La rotura de tuberías de agua en edificaciones representa grandes problemas paras las personas, dado que la reparación de estos daños requiere amplias […]
 Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Procedimiento y dispositivo para el estampado de una envolvente de tambor, del 25 de Octubre de 2017, de BSH HAUSGERÁTE GMBH: Procedimiento para la introducción de estructuras estampadas en zonas de una envolvente de tambor metálica entre elementos de arrastre […]
Tubo de gran diámetro de doble pared, uso y procedimiento para la fabricación de un tubo de gran diámetro de doble pared, del 25 de Octubre de 2017, de SMS group GmbH: Tubo de gran diámetro de doble pared con al menos un tubo de acero soldado en espiral como tubo interno y/o como tubo externo , […]
Procedimiento para la realización de muescas en tubos y máquina asociada, del 17 de Agosto de 2016, de NUMALLIANCE SAS: Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante […]
Método de fabricación de una pieza con forma de caña, del 15 de Febrero de 2016, de GABINO CUTILLAS, Fernando: Método de fabricación de una pieza con forma de caña que comprende: a) la provisión de un tubo cilíndrico, b) el calentamiento de una […]