Máquina herramienta manual y procedimiento de fabricación.
Máquina herramienta manual con un mecanismo de impacto neumático (6),
que presenta un excitador (12) accionado con motor, un tubo de guía (20) y un husillo percutor (13) en forma de pistón, en la que el husillo percutor (13) en forma de pistón está guiado a través de un lado interior (21) del tubo de guía (20), y cierre en el tubo de guía (20) con el excitador (12) un muelle neumático (15), caracterizada porque el tubo de guía (20) está formado a partir de una tira de chapa (30, 91) doblada en un tubo, cuyos dos cantos longitudinales opuestos (53, 92) están unidos por medio de una costura (55, 107) y/o por medio de una unión positiva dentada (108, 109).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12157423.
Solicitante: HILTI AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Liechtensein.
Dirección: FELDKIRCHERSTRASSE 100 9494 SCHAAN LIECHTENSTEIN.
Inventor/es: FUNFER, JOSEF.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C37/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de tubos a base de juntas soldadas.
- B21C37/15 B21C 37/00 […] › Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
- B21C37/30 B21C 37/00 […] › Acabado de tubos, p. ej. calibrado, pulido.
- B25D17/06 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25D HERRAMIENTAS DE PERCUSION. › B25D 17/00 Partes constitutivas, o accesorios, de herramientas portátiles de percusión accionadas mecánicamente. › Pistones-martillo; Yunques.
PDF original: ES-2546070_T3.pdf
Fragmento de la descripción:
Máquina herramienta manual y procedimiento de fabricación Campo de la invención La presente invención se refiere a una máquina herramienta manual, en particular una máquina herramienta manual con un mecanismo de impacto neumático accionado con motor, como se conoce a partir del documento DE 19713154 A1. La invención se refiere, además, a un procedimiento de fabricación de la máquina herramienta manual.
El documento DE 4215288 A1 describe un martillo taladrador con un mecanismo de impacto neumático. El mecanismo de impacto tiene un excitador en forma de cazoleta, dentro del cual está dispuesto y guiado un husillo percutor. El husillo percutor cierra con el excitador en forma de cazoleta una cámara neumática, que forma el muelle neumático para el acoplamiento del movimiento del excitador en el husillo percutor. El excitador está suspendido en una guía en forma de tubo, en la que el excitador es desplazado hacia delante y hacia atrás accionado por el motor. La guía puede ser un tubo soldado.
En un mecanismo de impacto neumático accionado con motor, se acelera el pistón de impacto en un tubo de guía periódicamente a través de un muelle neumático e impacta en un punto de inflexión delantero sobre una herramienta. El principio del muelle neumático presupone una guía hermética al aire del pistón de impacto en el tubo de guía. Ésta no se puede exponer en virtud de la alta carga mecánica a través de los contragolpes o las cargas termomecánicas y el mecanismo de impacto se calienta por encima de 100 grados Celsius. Además, el pistón de impacto debe moverse con marcha fácil en el tubo de guía, para no suprimir el acoplamiento relativamente débil del accionamiento motor sobre el muelle neumático. Por lo tanto, el tubo de guía se fabrica, para asegurar las propiedades mecánicas y termomecánicas, por medio de procedimientos de arranque de virutas a partir de un cilindro macizo o un tubo con diámetro interior más reducido.
El mecanismo de impacto neumático necesita orificios de ventilación en el tubo de guía, cuyos diámetros están predeterminados con tolerancias reducidas. Los orificios son taladrados en el tubo de guía. Los cantos vivos que aparecen en el lado interior deben desbarbarse y alisarse para no dañar las juntas de estanqueidad en el pistón de impacto. En virtud de acceso difícil al lado interior, el desbarbado y el alisado se realizan mecánica y químicamente con mucho gasto.
Publicación de la invención El procedimiento de fabricación de acuerdo con la invención según la reivindicación 6 posibilita una realización de los orificios en el tubo de guía, sin etapas de repaso considerable como alisado, desbarbado, etc. El procedimiento de fabricación prevé realizar taladros en una tira de chapa, transformar en frío la tira de chapa en un tubo de guía y conectar los cantos longitudinales de la tira de chapa entre sí en unión del material por medio de una costura y/o conectarlos en unión positiva por medio de un dentado. A continuación reinserta un husillo percutor en forma de pistón en el tubo de guía. El procedimiento de acuerdo con la invención representa una desviación del prejuicio de que el tubo de guía debe fabricarse por medio de mecanización por arranque de virutas a partir de un cuerpo macizo.
Una estampa de estampación puede aplicarse sobre un primer lado de la tira de chapa, para estampar los taladros. El primer lado se transforma en un lado interior del tubo. La entrada de estampación sobre el primer lado garantiza de manera sencilla un borde redondeado del taladro. Durante la estampación puede aparecer una cavidad alrededor del taladro, la llamada entrada, que no es deseable con frecuencia y, por lo tanto, se elimina por medio de medidas adecuadas. Se ha reconocido que la entrada puede ser ventajosa para esta aplicación, porque se puede generar sin otras etapas de procesamiento un borde de taladro sin cantos vivos.
Una configuración prevé que el tubo cerrado con una costura sea extendido sobre un pistón de calibración, cuya periferia es entre 0, 5 % y 2 % mayor que una anchura de la tira de chapa doblada previamente. La periferia el tubo doblado es con preferencia un poco menor que el diámetro necesario para el tubo de guía definitivo. El pistón de calibración conduce a un ensanchamiento radial del tubo, lo que provoca, además de una adaptación a una forma circular y al diámetro requerido, un refuerzo el tubo a través de estiramiento del material.
La máquina herramienta manual de acuerdo con la invención según la reivindicación 1 tiene un mecanismo de impacto neumático. El mecanismo de impacto comprende un excitador accionado con motor, un tubo de guía y un husillo percutor en forma de pistón, El husillo percutor en forma de pistón está guiado a través de un lado interior del tubo de guía y cierre en el tubo de guía con el excitador un muelle neumático. El excitador puede estar configurado de la misma manera en forma de pistón y puede estar guiado en el tubo de guía apoyándose en su lado interior. Otra configuración prevé un excitador en forma de cazoleta, es decir, que el tubo de guía está conectado rígidamente con el excitador. El husillo percutor se mueve en la sección en forma de tubo del excitador, que está configurada a través del tubo de guía. El tubo de guía está formado por una tira de chapa doblada en un tubo. Dos
cantos longitudinales opuestos de la tira de chapa están unidos por medio de una costura y una unión positiva en la dirección circunferencial. La costura puede estar arrollada en forma de espiral alrededor del eje de trabajo. En este caso se muestra una estabilidad de forma elevada del tubo de guía.
Breve descripción de las figuras
La descripción siguiente explica la invención con la ayuda de formas de realización ejemplares y figuras. En las figuras:
La figura 1 muestra una máquina herramienta manual.
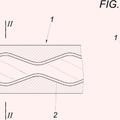
La figura 2 muestra un tubo de guía.
La figura 3 muestra una vista de detalle del tubo de guía en la sección longitudinal.
La figura 4 muestra una cadena de fabricación para el tubo de guía.
La figura 5 muestra una calibración del tubo de guía.
Las figuras 6 y 7 muestran una cadena de fabricación para un tubo de guía.
La figura 8 muestra un tubo de guía.
La figura 9 muestra un tubo de guía.
Los elementos iguales o de la misma función son identificados por los mismos signos de referencia en las figuras, si no se indica otra cosa.
Formas de realización de la invención La figura 1 muestra como ejemplo de una máquina herramienta manual de cincel de forma esquemática un martillo taladrador 1. El martillo taladrador 1 tiene un alojamiento de herramienta 2, en el que se puede insertar un extremo de caña 3 de una herramienta, por ejemplo de un cincel taladrador 4. Un accionamiento primario del martillo taladrador 1 está formado por un motor 5, que acciona un mecanismo de impacto 6 y un árbol de arrastre 7. Un usuario puede guiar el martillo taladrador 1 por medio de un mango 8 y puede poner en funcionamiento el martillo taladrador 1 por medio de un conmutador del sistema 9. En el funcionamiento, el martillo taladrador 1 hace girar continuamente el cincel taladrador 4 alrededor de un eje de trabajo 10 y puede impactar en este caso el cincel taladrador 4 en la dirección de impacto 11 a lo largo del eje de trabajo 10 en un sustrato.
El mecanismo de impacto 6 es un mecanismo de impacto neumático 6. Un excitador 12 y un husillo percutor 1 están guiados móviles en el mecanismo de impacto 6 a lo largo del eje de trabajo 10. Un excitador 12 está acoplado por medio de una excéntrica 14 o un linguete oscilante en el motor 5 y es forzado a un movimiento lineal periódico. Un muelle neumático formado por una cámara neumática 15 entre el excitador 12 y el husillo percutor 13 acopla un movimiento del husillo percutor 13 al movimiento del excitador 12. El husillo percutor 13 puede impactar directamente sobre un extremo trasero del cincel taladrador 4 o puede transmitir indirectamente a través de un husillo percutor intermedio 16 (juego remachador) esencialmente redondo una parte de su impulso sobre el cincel taladrador 4. El mecanismo de impacto 5 y con preferencia los otros componentes de accionamiento están dispuestos dentro de una carcasa de máquina 17.
El excitador 12 ejemplar está realizado como pistón, que se mueve hacia delante y hacia atrás en el tubo de guía cilíndrico 20. El husillo percutor 13 está realizado de la misma manera como pistón. Tanto el excitador 12 como también el husillo percutor 13 se cierran con sus superficies exteriores radiales de forma hermética al aire con una superficie interior 21 del tubo de guía 20. El tubo de guía 20 se puede... [Seguir leyendo]
Reivindicaciones:
1. Máquina herramienta manual con un mecanismo de impacto neumático (6) , que presenta un excitador (12) accionado con motor, un tubo de guía (20) y un husillo percutor (13) en forma de pistón, en la que el husillo percutor
(13) en forma de pistón está guiado a través de un lado interior (21) del tubo de guía (20) , y cierre en el tubo de guía
(20) con el excitador (12) un muelle neumático (15) , caracterizada porque el tubo de guía (20) está formado a partir de una tira de chapa (30, 91) doblada en un tubo, cuyos dos cantos longitudinales opuestos (53, 92) están unidos por medio de una costura (55, 107) y/o por medio de una unión positiva dentada (108, 109) .
2. Máquina herramienta manual de acuerdo con la reivindicación 1, caracterizada porque la costura está arrollada en forma helicoidal alrededor del eje de trabajo.
3. Máquina herramienta manual de acuerdo con la reivindicación 1 ó 2, caracterizada porque los orificios de ventilación (23, 24) del tubo de guía (20) están estampados.
4. Máquina herramienta manual de acuerdo con la reivindicación 3, caracterizada porque una entrada (27) de los orificios de ventilación (23, 24) estampados está en el lado interior (21) del tubo de guía (20) .
5. Máquina herramienta manual de acuerdo con una de las reivindicaciones anteriores, caracterizada porque un primero de los orificios (24) presenta un primer diámetro y un segundo de los orificios (23) presenta un segundo diámetro mayor con respecto al primer diámetro, en la que los segundos orificios (23) están dispuestos desplazados frente a los primeros orificios (24) en la dirección de impacto (11) del mecanismo de impacto neumático (6) .
6. Procedimiento de fabricación de una máquina herramienta manual con las etapas;
realización de taladros (41, 46) en una tira de chapa (30, 91) , transformación de la tira de chapa (30, 91) en un tubo, conexión de los cantos longitudinales (53, 62) de la tira de chapa (30, 91) transformada por medio de una costura (55, 107) y/o una unión positiva dentada (108, 109) e inserción del husillo percutor (13) en forma de pistón (13) en el tubo (20) rodeado en la circunferencia por la costura (55, 107) y/o por una unión positiva dentada (108, 109) , apoyándose el husillo percutor (13) en forma de pistón en el lado interior (21) del tubo (20) .
7. Procedimiento de fabricación de acuerdo con la reivindicación 6, caracterizado porque se aplica una estampa de estampación sobre un primer lado (43, 82) de la tira de chapa (30, 91) para estampar los taladros (41, 46) en la tira de chapa (30, 91) , y se transforma el primer lado (43, 82) en un lado interior (21) del tubo (20) .
8. Procedimiento de fabricación de acuerdo con la reivindicación 6 ó 7, caracterizado porque los cantos longitudinales (53, 92) son soldados entre sí.
9. Procedimiento de fabricación de acuerdo con una de las reivindicaciones 6 a 8, caracterizado porque el tubo (20) cerrado con la costura (55, 107) se extiende sobre un pistón de calibración (70) , cuya circunferencia es entre 0, 5 % y 2 % mayor que una anchura (31, 95) de la tira de chapa (30, 91) .
Patentes similares o relacionadas:
Canalización tubular longitudinal que incluye un órgano intercalar y procedimientos de montaje y de combadura de una canalización de este tipo, del 13 de Mayo de 2020, de Stelia Aerospace: Canalización tubular longitudinal que comprende: - un tubo externo de transporte de fluido que tiene una porción combada externa , […]
Procedimiento para fabricar piezas de trabajo metálicas huecas, del 18 de Septiembre de 2019, de GFM GMBH: Procedimiento para fabricar piezas de trabajo metálicas huecas con una superficie interior perfilada a partir de un tubo de envuelta , con una superficie interior […]
PRENSA HIDRÁULICA PARA MOLDEO DE TUBOS DE PVC Y UNIÓN DE TUBERÍA PVC DESLIZABLE, del 20 de Junio de 2019, de ZULUAGA ZULUAGA, Martha Nancy: La rotura de tuberías de agua en edificaciones representa grandes problemas paras las personas, dado que la reparación de estos daños requiere amplias […]
 Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Procedimiento y dispositivo para el estampado de una envolvente de tambor, del 25 de Octubre de 2017, de BSH HAUSGERÁTE GMBH: Procedimiento para la introducción de estructuras estampadas en zonas de una envolvente de tambor metálica entre elementos de arrastre […]
Tubo de gran diámetro de doble pared, uso y procedimiento para la fabricación de un tubo de gran diámetro de doble pared, del 25 de Octubre de 2017, de SMS group GmbH: Tubo de gran diámetro de doble pared con al menos un tubo de acero soldado en espiral como tubo interno y/o como tubo externo , […]
Procedimiento para la realización de muescas en tubos y máquina asociada, del 17 de Agosto de 2016, de NUMALLIANCE SAS: Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante […]
Método de fabricación de una pieza con forma de caña, del 15 de Febrero de 2016, de GABINO CUTILLAS, Fernando: Método de fabricación de una pieza con forma de caña que comprende: a) la provisión de un tubo cilíndrico, b) el calentamiento de una […]