TUBO REALIZADO A PARTIR DE UNA PREFORMA Y PROCEDIMIENTO DE FABRICACIÓN DE DICHO TUBO.
Tubo realizado a partir de un material plásticamente deformable,
tal como metal, que se presenta en forma de una preforma o de una banda, estando abierto el tubo (1) en toda su longitud y presentando por lo menos uno de los dos bordes (2) enfrentados por lo menos una zona (3) replegada hacia la pared del tubo, caracterizado porque el tubo (1) comprende por lo menos una pata de fijación (5, 6) u otro elemento, que se realiza en forma de una protuberancia de la zona replegada (3) de un borde de tubo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09163818.
Solicitante: SOCIÉTÉ NOISÉENE D'OUTILLAGE DE PRESSE.
Nacionalidad solicitante: Francia.
Dirección: Z.I. PARIS NORD 22 AVENUE DES NATIONS BP 56314 VILLEPINTE 95940 ROISSY CHARLES DE GAULLE CEDEX FRANCIA.
Inventor/es: Teixeira,Georges.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Junio de 2009.
Clasificación Internacional de Patentes:
- B21C37/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de tubos con juntas remachadas.
- B21C37/10H
- B21C37/15 B21C 37/00 […] › Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
- B21D5/12 B21 […] › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › utilizando rodillos de conformación.
Clasificación PCT:
- B21C37/10 B21C 37/00 […] › Fabricación de tubos con juntas remachadas.
- B21C37/15 B21C 37/00 […] › Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
- B21D28/10 B21D […] › B21D 28/00 Conformación por corte a presión; Perforación. › Corte incompleto de manera que las diferentes partes permanezcan unidas al material.
- B21D5/01 B21D 5/00 […] › entre martillos y yunques o topes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia.
PDF original: ES-2363801_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un tubo según el preámbulo de la reivindicación 1 (véase, por ejemplo, el documento BE-A-525 415), realizado a partir de un material plásticamente deformable, tal como metal, que se presenta en forma de una preforma o de una banda.
Se conocen ya tubos de este tipo, que presentan la característica típica de que los bordes longitudinales enfrentados del tubo se juntan mediante un cordón de soldadura para conferir al tubo rigidez y resistencia frente a solicitaciones mecánicas. Estos tubos adolecen del inconveniente de que la operación de soldadura después de la formación del tubo constituye una operación suplementaria relativamente delicada y encarece, por tanto, el procedimiento de fabricación de tubos de este tipo.
La invención tiene como objetivo evitar este inconveniente.
Para lograr este objetivo, la invención se caracteriza porque el tubo comprende por lo menos una pata de fijación u otro elemento, que se realiza en forma de una protuberancia de la zona replegada de un borde de tubo.
Según una característica suplementaria de la invención, se repliegan los dos bordes.
Según otra característica, el repliegue se realiza o bien hacia el interior, o bien hacia el exterior de la sección del tubo.
Según otra característica ventajosa de la invención, la sección del tubo es uniforme en toda su longitud.
La invención y otros objetivos, características, detalles y ventajas de la misma resultarán evidentes más claramente en la descripción explicativa siguiente y que se realiza haciendo referencia a los dibujos esquemáticos adjuntos, dados únicamente a modo de ejemplo, que ilustran un modo de realización de la invención y en los que:
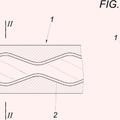
- la figura 1 es una vista en perspectiva de un tubo abierto en los bordes enfrentados replegados según la invención; - la figura 2 es una vista que ilustra una sección transversal del tubo según la figura 1, estando los bordes replegados hacia el interior; - la figura 3 es una vista similar a la figura 2 del tubo según la invención, estando los bordes replegados hacia el exterior; - la figura 4 es una vista en perspectiva de un tubo según la invención provisto de patas de fijación; - la figura 5 es una vista desde arriba que ilustra esquemáticamente una prensa automática de conformación mediante embutición de los tubos según la invención; - la figura 6 es una vista esquemática que ilustra diferentes etapas del proceso de conformación mediante embutición en la prensa automática según la figura 5; - la figura 7 es una vista en perspectiva de un tubo provisto de patas de fijación, según una variante de realización de la invención, - la figura 8 es una vista desde arriba, parcial, de una banda de un material plásticamente deformable con cortes para realizar tubos según la figura 7; - la figura 9 es una vista esquemática que ilustra diferentes etapas del proceso de conformación mediante embutición de un tubo según las figuras 4 y 7; - la figura 10 es una vista en perspectiva de un travesaño de tablero de instrumentos que incorpora un tubo según la invención; y - la figura 11 es un diagrama que representa la comparación con la resistencia de un tubo clásico. resistencia mecánica de un tubo según la invención enTal como se observa en la figura 1, un tubo 1 según la invención presenta la particularidad de que está realizado a partir de una preforma de un material plásticamente deformable, en particular una preforma de chapa de acero, mediante embutición o mediante perfilado y de que los bordes 2 enfrentados del tubo, que se extienden de manera sustancialmente longitudinal, por tanto, por lo menos de manera aproximadamente paralela a un eje longitudinal del tubo, se forman mediante replegado de una zona de material hacia el cuerpo del tubo, o bien hacia el interior, tal como se muestra en las figuras 1 y 2, o bien hacia el exterior, según la figura 3, formando así unos rebordes 3. Así, el tubo, aunque abierto en toda su longitud, presenta sin embargo una buena rigidez y resistencia frente a todo tipo de solicitación mecánica gracias a los rebordes 3.
La forma de los bordes con sus rebordes 3 evoluciona en función de la resistencia que se debe obtener. Los bordes pueden presentar diferentes formas y los rebordes 3 no son forzosamente planos y pegados contra la sección principal del tubo.
Tal como se muestra en la figura 4, según una primera variante de realización de un tubo según la invención, los rebordes 3 de un tubo 100 se pueden prolongar mediante unas protuberancias en forma de patas de fijación 5 y 6, obtenidas mediante replegado hacia el exterior de la sección del tubo, a nivel de la arista exterior libre 7 de un reborde 3.
Tal como se observa también claramente en la figura 4, el reborde del tubo 200 puede ser en forma de una banda continua que se extiende por toda la longitud o solamente una parte del mismo. El reborde también podría ser discontinuo por toda la longitud del tubo. Además, el tubo puede presentar varias zonas martilleadas, punzonadas o cortadas en diversos lugares. Los dos extremos del tubo pueden ser rectilíneos o presentar diferentes formas.
Gracias a la posibilidad de formar en un tubo según la invención diferentes patas, dado el caso con tornillos o tuercas montados en estas patas, por ejemplo la pata 6, los tubos según la invención están particularmente bien adaptados para ser utilizados en el campo del automóvil y se pueden utilizar muy ventajosamente para la realización de travesaños de tableros de instrumentos, rigidizadores de puerta, impactadores de choques, amortiguadores de choques, vigas, travesaños delanteros y traseros de parachoques y análogos. Los dos extremos del tubo pueden ser rectos, tal como se representa en los dibujos, o presentar una forma evolutiva.
Se describirán a continuación, haciendo referencia ahora a las figuras 5 y 6, las etapas (a) a (f) de un procedimiento de fabricación de un tubo según la invención, mediante embutición basado en la utilización de una prensa automática. Este procedimiento se facilita únicamente a modo de ejemplo. Los tubos según la invención también se pueden realizar mediante perfilado basado en la utilización de rodillos.
De modo general, se realiza un tubo según la invención mediante embutición a partir de una preforma, por ejemplo, de una chapa de acero. En el marco del procedimiento y de la prensa según las figuras 5 y 6, los fragmentos o preformas de chapa se cortan a partir de una banda de acero que se desarrolla de una bobina no representada y se llevan a la prensa automática cuya estructura se muestra esquemáticamente en la figura 5 mediante una vista desde arriba. Esta prensa designada por la referencia general 10 comprende un determinado número de sectores de puestos de trabajo de los que cada uno ejecuta una función específica y que cada preforma o fragmento de chapa atraviesa sucesivamente. Durante su paso a través de la prensa, las preformas cortadas originalmente y transformadas sucesivamente en un tubo en particular cilíndrico permanecen enganchadas entre sí para poder garantizar un transporte controlado con precisión, paso a paso, de un sector de herramienta a otro y, en el interior de cada sector de un puesto de trabajo a otro.
Para ello, la banda por ejemplo de acero indicada como 12 comprende, a lo largo de sus bordes longitudinales, unos puntos de control de transporte 13 distribuidos regularmente, cada uno entre dos preformas y a continuación de tubos que están formándose. Se constata que incluso después del corte de una preforma, ésta permanece unida a la preforma anterior y a la preforma siguiente mediante un puente de material 14 a nivel de un punto de control 13.
Tal como se observa en la figura 5, la prensa 10 comprende, en el sentido de desplazamiento de la banda 12 indicado mediante una flecha F, en primer lugar un sector de corte 15 de las preformas en la banda que, en el ejemplo representado, comprende dos puestos de corte. En el primer puesto de corte 16, la prensa efectúa dos cortes rectilíneos perpendiculares al eje X de la banda, cada uno desde el lugar que constituirá posteriormente un extremo frontal del tubo, de una longitud predeterminada en la dirección del eje, permaneciendo intacta la parte entre estos dos cortes. El puesto de corte siguiente 18 realiza el corte de las partes restantes del contorno de la preforma, a excepción de los puentes 14, tal como se indica mediante las líneas de corte de los extremos frontales 19 paralelos a la dirección de avance de la banda y la línea de corte 20... [Seguir leyendo]
Reivindicaciones:
1. Tubo realizado a partir de un material plásticamente deformable, tal como metal, que se presenta en forma de una preforma o de una banda, estando abierto el tubo (1) en toda su longitud y presentando por lo menos uno de los dos bordes (2) enfrentados por lo menos una zona (3) replegada hacia la pared del tubo, caracterizado porque el tubo (1) comprende por lo menos una pata de fijación (5, 6) u otro elemento, que se realiza en forma de una protuberancia de la zona replegada (3) de un borde de tubo.
2. Tubo según la reivindicación 1, caracterizado porque el borde (2) enfrentado al borde (2) provisto de la pata de fijación (5, 6) comprende un hueco de forma complementaria, siendo la pata de fijación el resultado del corte del hueco.
3. Tubo según la reivindicación 1 ó 3, caracterizado porque los dos bordes (2) se repliegan.
4. Tubo según cualquiera de las reivindicaciones 1 a 3, caracterizado porque que el repliegue (3) se realiza o bien hacia el interior, o bien hacia el exterior de la sección del tubo.
5. Tubo según cualquiera de las reivindicaciones 1 a 4, caracterizado porque la sección del tubo es uniforme en toda su longitud.
6. Tubo según una de las reivindicaciones 1 a 5, caracterizado porque comprende unas patas de fijación en por lo menos un extremo frontal.
7. Procedimiento de fabricación de un tubo según una de las reivindicaciones 1 a 6, caracterizado porque se obtiene a partir de una preforma de la que por lo menos dos bordes son paralelos, mediante unas operaciones en primer lugar de corte de una preforma y de arqueado (en 26) para la realización de los repliegues (3) y a continuación mediante curvado (en 32) para darle al tubo su forma cilíndrica, realizándose la o las patas de fijación durante el corte de la preforma, incluyendo la realización de los repliegues (3) en el lado del borde que se va a realizar con una
o varias patas de fijación, un repliegue del borde con el mantenimiento de la protuberancia o de las protuberancias que forman una pata de fijación por lo menos aproximadamente perpendicular a la preforma, así como un plegado de conformación de la o de las patas de fijación tras el curvado de la preforma.
8. Procedimiento según la reivindicación 7, obteniéndose la pata o las patas de fijación (5, 6) en un borde (2) del tubo mediante corte en el otro borde (2) del tubo.
9. Procedimiento según la reivindicación 8, caracterizado porque la preforma se obtiene mediante el corte de una banda de material, permaneciendo enganchada a la banda mediante unas zonas en forma de puentes (14), comprendiendo el procedimiento las operaciones de cortar la preforma, a excepción de los puentes, a lo largo de líneas de corte perpendiculares al eje de la banda, estando dispuestos los puntos de conexión (14) a nivel de los bordes longitudinales de la banda.
10. Procedimiento según la reivindicación 9, caracterizado porque la banda comprende, a lo largo de sus bordes longitudinales, unos puntos de control (13) del movimiento de avance de la banda de un puesto de trabajo a otro.
11. Procedimiento según una de las reivindicación 7 a 10, caracterizado porque comprende, tras la operación de corte mencionada anteriormente, una operación de arqueado (en 26) de los bordes cortados de la preforma, para la realización de los repliegues (3) seguida de una operación de curvado (en 32) para la realización de la forma cilíndrica del tubo.
Patentes similares o relacionadas:
Canalización tubular longitudinal que incluye un órgano intercalar y procedimientos de montaje y de combadura de una canalización de este tipo, del 13 de Mayo de 2020, de Stelia Aerospace: Canalización tubular longitudinal que comprende: - un tubo externo de transporte de fluido que tiene una porción combada externa , […]
Procedimiento para fabricar piezas de trabajo metálicas huecas, del 18 de Septiembre de 2019, de GFM GMBH: Procedimiento para fabricar piezas de trabajo metálicas huecas con una superficie interior perfilada a partir de un tubo de envuelta , con una superficie interior […]
PRENSA HIDRÁULICA PARA MOLDEO DE TUBOS DE PVC Y UNIÓN DE TUBERÍA PVC DESLIZABLE, del 20 de Junio de 2019, de ZULUAGA ZULUAGA, Martha Nancy: La rotura de tuberías de agua en edificaciones representa grandes problemas paras las personas, dado que la reparación de estos daños requiere amplias […]
 Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Procedimiento y dispositivo para el estampado de una envolvente de tambor, del 25 de Octubre de 2017, de BSH HAUSGERÁTE GMBH: Procedimiento para la introducción de estructuras estampadas en zonas de una envolvente de tambor metálica entre elementos de arrastre […]
Tubo de gran diámetro de doble pared, uso y procedimiento para la fabricación de un tubo de gran diámetro de doble pared, del 25 de Octubre de 2017, de SMS group GmbH: Tubo de gran diámetro de doble pared con al menos un tubo de acero soldado en espiral como tubo interno y/o como tubo externo , […]
Procedimiento para la realización de muescas en tubos y máquina asociada, del 17 de Agosto de 2016, de NUMALLIANCE SAS: Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante […]
Método de fabricación de una pieza con forma de caña, del 15 de Febrero de 2016, de GABINO CUTILLAS, Fernando: Método de fabricación de una pieza con forma de caña que comprende: a) la provisión de un tubo cilíndrico, b) el calentamiento de una […]