CIP-2021 : B29D : FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00).
CIP-2021 › B › B29 › B29D[u] › FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[n] de B29D: - Es importante tener en cuenta la Nota (3) que sigue al título de la clase B29 .
- En esta subclase, es deseable añadir los códigos de indexación de la subclase B29K .
B29D 1/00 Fabricación de objetos dotados de paso de rosca.
B29D 5/00 Fabricación de elementos de cierre de cursor; Fabricación y fijación conjunta de elementos de cierres de cursor.
- B29D 5/02 teniendo los cierres elementos de enganche separados. [+8 invenciones en esta categoría]
- B29D 5/04 siendo formados los elementos de enganche por ondulación continua de material filamentoso. [+8 invenciones en esta categoría]
- B29D 5/06 siendo formados los elementos de enganche por una hélice continua. [+6 invenciones en esta categoría]
- [+2 subclases].
B29D 7/00 Fabricación de objetos planos, p. ej. películas u hojas (B29D 24/00 tiene prioridad).
- B29D 7/01 Películas u hojas. [+70 invenciones en esta categoría]
B29D 11/00 Fabricación de elementos ópticos, p. ej. lentes, prismas.
- B29D 11/02 Ojos artificiales en materiales plásticos orgánicos. [+16 invenciones en esta categoría]
B29D 12/00 Fabricación de estructuras o de armaduras.
- B29D 12/02 Monturas de gafas. [+34 invenciones en esta categoría]
B29D 15/00 Fabricación de ruedas de engranajes o de objetos similares que tiene entalladuras o salientes, p. ej. botones de regulación.
B29D 16/00 Fabricación de objetos con canales (B29D 23/18 tiene prioridad).
B29D 17/00 Fabricación de soportes de registro que tienen ranuras o surcos finos, p. ej. registro sobre discos para reproducción por aguja o sobre cilindros; Fabricación de registros sobre discos a partir de una matriz.
B29D 19/00 Fabricación de botones o partes semiacabadas de botones.
- B29D 19/04 por recorte, trabajo con muela, torneado, matrizado o perforado de elementos moldeados; Tratamiento de la superficie de los botones. [+1 invenciones en esta categoría]
- B29D 19/06 Dispositivos de alimentación de partes semiacabadas a las máquinas de fabricación.
- B29D 19/08 Fabricación de agujeros en botones o en partes semiacabadas de éstos. [+1 invenciones en esta categoría]
B29D 21/00 Fabricación de peines o de objetos similares dentados o ranurados.
- B29D 21/04 por aserrado, trabajo con muela, recorte u operaciones similares.
- B29D 21/06 Pulido.
B29D 22/00 Fabricación de objetos huecos (objetos tubulares B29D 23/00; neumáticos B29D 30/00).
- B29D 22/02 Artículos inflables. [+8 invenciones en esta categoría]
- B29D 22/04 Artículos esféricos, p.ej. bolas (B29D 22/02 tiene prioridad). [+3 invenciones en esta categoría]
B29D 23/00 Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
- B29D 23/14 Pipas para puros o cigarros. [+1 invenciones en esta categoría]
- B29D 23/18 Mangueras plisadas. [+24 invenciones en esta categoría]
- B29D 23/20 Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos. [+42 invenciones en esta categoría]
- [+1 subclases].
B29D 24/00 Fabricación de objetos con paredes huecas.
B29D 25/00 Fabricación de cúpulas sin armadura.
B29D 28/00 Fabricación de redes o de objetos similares.
B29D 29/00 Fabricación de correas o de bandas.
- B29D 29/06 Bandas transportadoras. [+22 invenciones en esta categoría]
- B29D 29/08 Correas de transmisión dentadas. [+32 invenciones en esta categoría]
- B29D 29/10 Correas de transmisión de sección transversal trapezoidal. [+15 invenciones en esta categoría]
B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00).
- B29D 30/02 Cubiertas. [+9 invenciones en esta categoría]
- B29D 30/04 Rellenos elásticos para cubiertas de caucho; Su relleno. [+4 invenciones en esta categoría]
- B29D 30/06 Neumáticos o sus partes constitutivas. [+119 invenciones en esta categoría]
- [+33 subclases].
B29D 33/00 Fabricación de casquillos para cojinetes.
B29D 35/00 Fabricación de calzado.
Notas[n] de B29D 35/00: - Se clasifica en este grupo si la técnica de moldeo es de interés.
- El ensamblaje de partes individuales por unión mecánica se clasifica en la subclase A43D, p. ej. encolando las distintas partes del calzado A43D 25/00 .
- B29D 35/02 fabricados de una sola pieza utilizando una técnica de moldeo, p. ej. moldeo por inyección o por colada. [+4 invenciones en esta categoría]
- B29D 35/04 con multicapas. [+3 invenciones en esta categoría]
- B29D 35/06 con suelas o tacones formados y unidos sobre empeines preformados utilizando una técnica de moldeo, p. ej. moldeo por inyección, prensado y vulcanización. [+12 invenciones en esta categoría]
- [+4 subclases].
B29D 99/00 Materia no prevista en otros grupos de esta subclase.
CIP2021: Invenciones publicadas en esta sección.
UN PROCEDIMIENTO PARA LA PREPARACION DE UNA COMPOSICION PARA EL PULIMENTO DE UNA RESINA SINTETICA.
(16/11/1979). Solicitante/s: FUJIMI KENMAZAI KOGYO CO.,LTD.
Un procedimiento para la preparación de una composición para el pulimento de una resina sintética , que comprende alumina calcinada como agente de pulimentado y agua y, opcionalmente, un acelerador del pulimentado; cuyo procedimiento comprende: a) someter bohemita a reacción de calcinación b) triturar en partículas el producto procedente de la etapa anterior; c) separar las partículas que tienen una distribución de tamaño de partícula predeterminada.
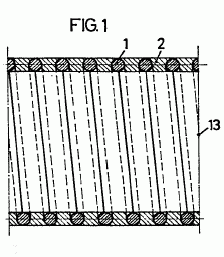
PERFECCIONAMIENTOS EN EL CALIBRADO INTERNO DE TUBOS FLEXIBLES DE MATERIALES PLASTICOS.
(16/10/1979). Ver ilustración. Solicitante/s: LOPEZ CABRE,RAMON.
Perfeccionamientos en el calibrado interno de tubos flexibles de materiales plásticos, caracterizados esencialmente por comprender un dispositivo aplicado a la salida del cabezal formador de los tubos a partir de una cinta compuesta de dos materiales termoplásticos, consistiendo dicho dispositivo en un núcleo cilíndrico de un material magnético, tal como una ferrita cerámica, con un muñón axial en un extremo, por el que queda montado horizontalmente sobre rodamientos y con perfecta libertar de rotación alrededor de su eje ideal horizontal.
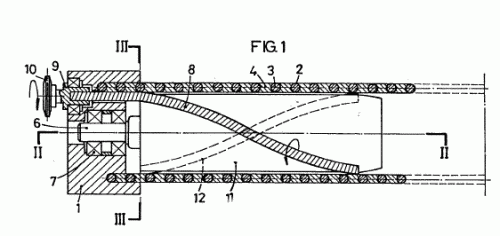
UN PROCEDIMIENTO PARA LA FABRICACION DE TUBOS FLEXIBLES DE MATERIALES PLASTICOS.
(16/10/1979). Ver ilustración. Solicitante/s: LOPEZ CABRA,RAMON.
Un procedimientos para la fabricación de tubos flexibles de materiales plásticos, caracterizado por comprender la extrusión simultánea de un perfil de mayor resistencia y una banda flexible, procediendo a su guiado conjunto con coincidencia del perfil sobre un borde de la banda y efectuándose a continuación el guiado del perfil mixto resultante a lo largo de una ranura helicoidal que se extiende a una espira casi completa y que es susceptible de producir por transformación del empuje oblicuo del perfil mixto en un empuje axial, la acumulación de espiras sucesivas del perfil mixto con soldadura entre los bordes sucesivos de dichas espiras, constituyendo el elemento tubular completo.
PROCEDIMIENTO PARA FABRICAR CIERRES DE CREMALLERA INDIVIDUALES.
(01/10/1979) Procedimiento para fabricar cierres de cremallera individuales a partir de un par de bandas de cierre de cremallera continuas dotadas de un par de cintas de soporte que incluyen fibras sintéticas termoplásticas y un par de filas interacopladas de elementos de acoplamiento hechas de resina sintética termoplástica y montadas sobre y a lo largo de los bordes enfrentados, respectivamente, de dichas cintas de soporte, caracterizado porque comprende las etapas de: (a) alimentar dichas bandas de cierre de cremallera intermitentemente en una distancia que corresponde a una longitud deseada de cierre de cremallera. (b) producir un espacio libre de elementos…
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE CONDUCTOS TERMOAISLADOS.
(01/08/1979). Solicitante/s: KABEL-UND METALLWERKE GUTEHOFFNUNGSHUTTE AG..
Procedimiento para 1a fabricación continua de conductos termoaislados mediante producción de una capa reticulada espumeada sobre un tubo metálico, por el que un material sintético termoplástico en forma de polvo o granulado mezclado con un agente expansor se calienta continuamente en una mezcladora o extrusora, calentándose a continuación el plástico rápidamente a una temperatura por encima de la temperatura de descomposición del reticulante y agente expansor en una cabeza de cortadura por la rápida rotación de un mandril de cortadura, por lo que el plástico en primer lugar se retícula y después se espumea, caracterizado porque el reticulante de la masa fundida de plástico solo se añade dosificado y en forma líquida en el sector de la cabeza de cortadura.
DISPOSITIVO DE CORTE, PERFECCIONADO, PARA MAQUINAS DE MOLDEO A PARTIR DE LAMINAS PLASTICAS.
(16/07/1979). Solicitante/s: GINER LANGA,RAFAEL.
Dispositivo de corte, perfeccionado para máquinas de moldeo a partir de láminas plásticas, caracterizado esencialmente por el hecho de establecer incorporado a la zona de extracción de la lámina moldeada, un carro portador de, al menos, una sierra para producir el corte longitudinal de la lámina, cuyo carro está dotado de movimiento de retroceso; combinándose este corte con otro transversal mediante una cizalla dispuesta en posición fija destinado a separar una porción de la lámina moldeada.
PROCEDIMIENTO PARA LA EMBUTICION PROFUNDA DE PIEZAS CONFORMADAS DE MATERIAL ESPONJOSO.
(16/06/1979). Solicitante/s: IRBIT HOLDING AG.
Procedimiento para la embutición profunda de piezas conformadas de material esponjoso a partir de placas planas de material esponjoso, en el que se calienta por ambas caras la placa sujeta en un bastidor y se aspira esta placa contra el lado superior, correspondiente al perfil conformado, de una pieza de núcleo que se introduce en el plano del bastidor , caracterizado porque la aspiración se efectúa con intercalación de una lámina fijada por medio de una capa autoadhesiva sobre la placa de material esponjoso y que repele el material adhesivo por lo menos en su lado interior.
TELA PLASTICA DE DIVERSAS APLICACIONES.
(16/06/1979). Solicitante/s: TREBOLLE BARRERA,JOSE LUIS.
Tela plástica de diversas aplicaciones, caracterizada por constituirse básicamente a partir de dos capas o películas superpuestas de un tipo de plástico adecuado al uso a que se destina y espesor conveniente, entre las cuales se dispone una malla constituida por una pluralidad de hilos entrecruzados de un material flexible y filamentoso, meramente superpuestos o anudados entre sí en sus puntos de contacto, de modo que las referidas capas plásticas-quedan unidas mediante una cola adhesiva o por otro procedimiento adecuado del tipo de termopresión, para lo cual las cuadrículas formadas entre los hilos están ventajosamente provistos de minúsculos estomas para el escape del aire ocluido entre ambas películas plásticas en el momento de su fabricación, los cuales estomas quedan regularmente distribuidos en una de las caras.
UN METODO PARA LA FABRICACION DE ENVUELTAS DE MATERIAL TERMOPLASTICO Y DISPOSICION PARA REALIZARLO.
(01/06/1979). Solicitante/s: TETRA PAK INTERNATIONAL AB.
Un método para la fabricación de envueltas de material termoplástico de encogimiento por calor arrollando para ello una hoja de material alrededor de un útil de conformación y uniendo entre sí los extremos de la hoja caracterizado porque, antes de arrollar la hoja de material alrededor del útil de conformación, se pre calienta la misma a lo largo de toda su longitud al menos por el lado que mira hacia el útil de conformación, hasta una temperatura que coincide sustancialmente con la temperatura de reblandecimiento del material, y porque se somete el extremo frontal de la hoja de material en el lado que mira hacia el útil a un calentamiento intensivo complementario hasta una temperatura que excede de aquella a la cual se inicia el encogimiento, de modo que, debido a la capacidad de encogimiento del material, se comunica al citado extremo de la hoja una forma curvada en dirección hacia el útil.
PERFECCIONAMIENTOS EN LOS APARATOS PARA LA FABRICACION DE CIERRES DE CREMALLERA.
(01/05/1979) Una finalidad de la presente invención es presentar un método nuevo para la unión por presión de una cinta de refuerzo a una cadena de cierre de cremallera sobre las partes que se extienden desde el extremo inferior de las filas de elementos a los lados de las filas de los elementos de acoplamiento abarcando varios pares de los elementos y también presentar un aparato para la rrealización conveniente del citado método. Otra finalidad de la presente invención es presentar un método para la unión por presión de una cinta de refuerzo a una cadena de cierre de cremallera de modo tatalmente automático, o al menos de modo automático salvo por la transferencia manual de la cadena de cierre de cremallera y también presentar un aparato para ello. Otra finalidad de la presente invención es presentar un método para la…
MEJORAS EN LOS APARATOS PARA LA FABRICACION DE CIERRES DE CREMALLERA.
(01/05/1979) Según la presente invención, un par de primeros elementos sujetadores están montados deslizantemente sobre una mesa y son susceptibles de movimiento de separación uno de otro y en una dirección a traves de un recorrido a lo largo del cual un par de cintas están soportadas sobre la mesa y un segundo par de elementos sujetadores acoplados operativamente con un árbol susceptibles de accionamiento hacia la mesa y que miran a los primeros elementos sujetadores, siendo susceptibles los segundos elementos sujetadores de separación uno de otro en dicha dirección. Hay medios en el árbol para convertir el movimiento del árbol hacia la mesa en el movimiento de los segundos elementos sujetadores de separación uno de otro en dicha dirección mientras que se aprietan los segundos elementos sujetadores contra los primeros…
METODO PARA LA FABRICACION DE CIERRES DE CREMALLERA.
(01/05/1979) Una finalidad de la presente invención es presentar un método nuevo para la unión por presión de una cinta de refuerzo a una cadena de cierre de cremallera sobre las partes que se extienden desde el extremo inferior de las filas de elementos a los lados de las filas de los elementos de acoplamiento abarcando varios pares de los elementos y también presentar un aparato para la realización conveniente del citado método . Otra finalidad de la presente invención es presentar un método para la unión por presión de una cinta de refuerzo a una cadena de cierre de cremallera de modo totalmente automático, o al menos de modo automático salvo por la transferencia manual de la cadena de cierre de cremallera y también presentar un aparato para ello. Otra finalidad de la presente invención, es presentar un método para la…
METODO, CON SU APARATO REALIZADOR, PARA LA FABRICACION DE TUBERIAS DE RESINA TERMOENDURECIBLE CON ADAPTACION A FORMAS PREFIJADAS Y VARIABLES.
(01/05/1979). Solicitante/s: JONASSON,VOLLMAR.
Método, con su aparato realizador, para la fabricación de tuberías de resina termoendurecible con adaptación o formas prefijadas y variables, caracterizado por el hecho de componer una estructura con una capa de resina termoendurecible curable, encerrada entre una lamina interior en forma de manguera y una lamina exterior, también en forma de manguera y cuya mencionada capa se mantiene en estado precurado juntamente con las dos laminas citadas con lo que permanece en una forma plegable y flexible, en cuya estructuración se pretende que la tubería sea aplicada y tendida en el lugar de utilización y, posteriormente, de su adaptación a las formas de uso, adquiere la forma permanente con el curado o endurecido forzado de la resina termoendurecible que, en estado semifraguado, se había intercalado.
DISPOSITIVO DE APLICACION PARA MESAS DE REACCION CAPACES DE FLUIR.
(01/05/1979). Solicitante/s: METZELER SCHAUM GMBH.
Dispositivo de aplicación para masas de reacción capaces de fluir, que consiste en un conducto de entrada para la masa de reacción y un travesaño para la distribución de la masa de reacción, caracterizado porque el travesaño presenta una oquedad exterior y una oquedad interior, que están separadas entre sí por una pared interior provista de aberturas y presentando la pared interior en el lugar más alto, aberturas de rebosamiento para el paso de la masa de reacción hacia la oquedad exterior, que está rodeada por la pared exterior que, a su vez, está equipada de aberturas de salida para que salga la masa de reacción, y porque la oquedad interior del travesaño está en comunicación con los conductos de entrada.
PROCEDIMIENTO Y DISPOSITIVO PARA INTRODUCIR MATERIAL SINTETICO ESPUMABLE EN MAQUINAS AUTOMATICAS DE FABRICACION DE ESPUMA.
(16/04/1979). Solicitante/s: KARL HANDLE & SOHNE MASCHINENFABRIK UND EISENGIES..
Procedimiento para introducir material sintético espumable en máquinas automáticas de fabricación de espuma, caracterizado porque como material sintético se utiliza polietileno, el cual se introduce primero en el silo de presión para cargar moldes simples o múltiples en una cantidad suficiente para varios procesos de espumado, y luego se expulsa del silo de presión llevándolo al molde a través de una tubería de presión con ayuda de aire comprimido introducido en el silo de presión.
PROCEDIMIENTO DE TRATAR SUPERFICIALMENTE LENTES DE CONTACTO.
(01/04/1979). Solicitante/s: TITMUS EUROCON KONTAKTLINSEN GMBH & CO. KG.
Procedimiento de tratar superficialmente lentes de contacto, duras o hidrófilas deshidratadas, que se pulen después de su conformado, caracterizado porque la lente de contacto se somete a una descarga de gas después del pulido.
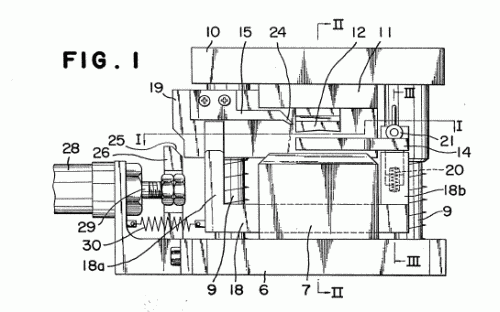
METODO PARA FORMAR ZONAS LIBRES DE ELEMENTOS DE ACOPLAMIENTO EN CADENAS DE CIERRE DE CREMALLERA.
(01/04/1979). Ver ilustración. Solicitante/s: YOSHIDA KOGYO K.K.
Método para formar zonas libres de elementos de acoplamiento en cadenas de cierre de cremallera, del tipo de filamento de plástico helicoidal, caracterizado porque comprende las etapas de: (a) sujetar la cadena de cierre de cremallera de manera segura, (b) bajar un punzón con una cuchilla sobre las partes de cabeza de los elementos de acoplamiento de la cadena de cierre de cremallera sujeta de esta manera de modo que los elementos se inclinan por la presión hacia debajo de la cuchilla y se exponen las partes de cabeza, (c) seccionar las partes de cabeza con la cuchilla mientras se mantienen los elementos de acoplamiento en la posición inclinada, y (d) eliminar las partes de brazo de los elementos mientras los elementos están todavía en la posición inclinada.
INSTALACION PARA ESPUMA MOLDEADA.
(01/04/1979). Solicitante/s: METZELER SCHAUM G.M.B.H..
Instalación para espuma moldeada, especialmente para espuma caliente de poliuretano, en la que, moldes individuales, rellenados con la mezcal líquida de material de espuma, para el proceso de endurecimiento y fraguado pueden aportarse a un trayecto de calefacción y subsiguiente refrigeración, caracterizada porque sobre una mesa, impulsada rotativamente, está dispuestos varios moldes calentables y refrigerables de modo directo e individual para las partes moldeadas de espuma caliente y los distintos moldes está en comunicación, de modo desmontable por medio de tuberías de enlace individualmente obturables y un cabezal distribuidor central, rotativo con correspondientes fuentes de aprovisionamiento para medio de calefacción, refrigeración y energía.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION CONTINUA DE MATERIAL ESPUMADO.
(01/04/1979). Solicitante/s: MASCHINENFABRIK HENNECKE GMBH BAYER AKTIENGESELLSCHAFT.
Procedimiento y dispositivo para la fabricación continua de material espumado, en forma de bloque, especialmente a base de poliuretano, donde una mezcla de reacción líquida se aplica sobre una lámina de fondo en translación, sobre la cual espuma, cuyo procedimiento se caracteriza porque la lámina de fondo se calienta previamente antes de la aplicación de la mezcla de reacción.
PERFECCIONAMIENTOS EN LAS DISPOSICIONES DE CALIBRADO PARA TUBOS EXTRUIDOS EN MATERIAL TERMOPLASTICO.
(16/03/1979). Solicitante/s: CONSTRUCCIONES MECANICAS VOLCAN, S.A..
Perfeccionamientos en las disposiciones de calibrado para tubos extruídos en material termoplástico, con el fin de poder ajustar a voluntad el valor diametral de calibrado del tubo, caracterizados porque el tubo de plástico saliente de un cabezal extrusor, penetra y discurre a lo largo de un muelle helicoidal, estando contenido este muelle en una cámara de vacío que determina la expansión del tubo contra la arista interior del propio muelle, y hallándose sujeto este muelle en unos soportes perimetrales, de manera que uno de tales soportes es de libre giro para poder imprimir al muelle un efecto de estricción para conseguir la consiguiente variación diametral interior, hasta ajustar la misma a su valor deseado.
PROCEDIMIENTO Y DISPOSITIVO PARA LA OBTENCION DE UNA MEZCLA DE REACCION FORMADORA DE UN MATERIAL ESPUMADO U HOMOGENEO.
(16/02/1979). Solicitante/s: BAYER AKTIENGESELLSCHAFT.
Procedimiento y dispositivo para la obtención de una mezcla de reacción formadora de un material espumado y homogéneo compuesto de una mezcla de reacción de cómo mínimo dos componentes de reacción líquido y para cuya introducción a continuación en un hueco, especialmente en el hueco de una herramienta moldeadora, donde los componentes de reacción se introducen en una zona de mezcla y se mezclan entre sí, y donde la mezcla a continuación se conduce a través de una sección de salida graduada y se llena en un hueco, cuyo procedimiento se caracteriza porque la zona de mezcla antes de comenzar la introducción de los componentes de reacción está cerrada y solo se abre automáticamente por la presión que se forma por la introducción en ella de los componentes de reacción bajo un valor de presión previamente dado, y porque también la sección de salida se gradúa automáticamente y se mantiene graduable durante el proceso de salida.
PROCEDIMIENTO Y DISPOSITIVO PARA LA OBTENCION CONTINUA DE BLOQUES DE MATERIAL ESPUMADO.
(16/02/1979). Solicitante/s: BAYER AKTIENGESELLSCHAFT.
Procedimiento y dispositivo para la obtención continua de bloques de material espumado de sección rectangular de una mezcla de reacción espumable, especialmente a base de poliuretano, donde la mezcla de reacción se alimenta a una artesa continua en la que la mezcla de reacción se alimenta a una artesa continua en la que la mezcla de reacción se espuma para formar el bloque, cuyo procedimiento se caracteriza por la combinación de las siguientes etapas: a) la mezcla de reacción se deja que inicie su reacción antes de la aplicación, b) la mezcla de reacción aplicada se conduce en la zona de espumación bajo una inclinación entre 0 y 60º, preferentemente entre 0 y 30º hacia abajo, c) a lo largo de la zona de espumación se iguala la superficie del material espumado ascendiente en sentido transversal a la dirección de transporte.
DISPOSITIVO PARA LA FABRICACION DE PLACAS DE ESPUMA DE GRAN TAMAÑO.
(01/02/1979). Solicitante/s: ACKERMANN-FRUEHAUF.
Dispositivo para la fabricación de placas de espuma de gran tamaño, caracterizado por un prensa con una parte superior subdividida en varias secciones, y con un distribuidor de espuma desplazable.
DISPOSITIVO PARA LA ELABORACION DE OBJETOS ANULARES DE MATERIAL PLASTICO.
(01/02/1979). Solicitante/s: MESSER GRIESHEIM GMBH.
Dispositivo para la elaboración de objetos anulares de material plástico, consistente esencialmente de un mandril para la recepción y retención del objeto y en una carcasa, en que el mandril está apoyado giratoriamente, caracterizado por canales de refrigeración dispuestos en el mandril que se extienden hasta la zona del asiento del objeto, que deba trabajarse, para dejar pasar un medio refrigerante, estando las aberturas de entrada y de salida para el medio refrigerante en el mandril a través de ranuras anulares, coordinadas a correspondientes empalmes de medio refrigerante en la carcasa, de tal modo que sea posible una corriente de medio refrigerante a través de la carcasa y del mandril independientemente de la rotación del mandril.
METODO PARA FABRICAR CIERRES DE CREMALLERA INDIVIDUALES.
(16/01/1979). Solicitante/s: YOSHIDA KOGYO K.K.
Método para fabricar cierres de cremallera individuales a partir de un par de bandas continuas de cierre de cremallera dotadas de un par de cintas de soporte que incluyen fibras sintéticas termoplásticas y un par de filas interacopladas de elementos de acoplamiento hechas de resina sintética termoplástica y montadas en y a lo largo de los bordes enfrentados, respectivamente, de dichas citadas de soporte.
UNA JUNTA DE SUPERFICIES DESLIZANTES EN UNA MAQUINA ESTRATIFICADORA.
(16/01/1979) Una junta de superficies deslizantes en una máquina estratificadora, en la que el material a laminar se introduce entre dos cintas que corren sin fin, sobre cuyas caras posteriores alejadas del material se acumula una presión producida con agentes fluidos en cámaras que están formadas por las cintas, por planchas de presión fijadas a la máquina y por juntas deslizantes que están dispuestas en unas ranuras que corren todo a lo largo del borde de las planchas de presión de modo que son movibles hacia fuera de la ranura, o bien, hacia dentro de la ranura por unos agentes de presión fluidos o mecánicos, o bien, por las fuerzas de reacción que surgen del material a prensar, caracterizada por unas molduras de retención en forma de U y unos codos de apoyo en las molduras de retención dirigidos lateralmente, o…
INSTALACION PARA LA FABRICACION DE LAMINAS DE MATERIAL SINTETICO MOLDEADAS POR SOPLADO.
(16/01/1979). Solicitante/s: REIFENHAUSER, K.G.
Instalación para la fabricación de láminas de material sintético moldeadas por soplado, con cabezal de soplado, detrás de una prensa de extrusión de tornillo sin fin, cesto calibrador, equipo aplanador, equipo de retirada, y puesto de enrollamiento, estando conectado el cabezal de soplado con un ventilador para aire de refrigeración interior y aire de refrigeración exterior, y con equipos de control para el aire de refrigeración interior, el aire de refrigeración exterior o el aire de entrada y el aire de salida, estando provisto además el cesto calibrador con un dispositivo de ajuste de altura para ajustar a la línea de enfriamiento en la ampolla o preforma para lámina, así como con un dispositivo de ajuste del diámetro, y estando dispuesto finalmente un dispositivo de medición para el espesor de lámina entre el equipo de retirada y el puesto de enrollamiento.
PROCEDIMIENTO PARA ESTIRAR LONGITUDINALMENTE UNA LAMINA FORMADA TUBULARMENTE Y APARATO CORRESPONDIENTE.
(16/01/1979). Solicitante/s: BIAX-FIBERFILM CORP.
Procedimiento para estirar longitudinalmente una lámina formada tubularmente, de material polimérico orientable, caracterizado porque se termosuelda dicha lámina formada tubularmente a intervalos preseleccionados perpendiculares al movimiento de dicha lámina con anterioridad a su estiraje, se introduce dicha lámina en la pasada entre rodillos entrelazados dotados de ranuras paralelas al eje de dichos rodillos; se controla la velocidad de introducción de dicha lámina en dicha pasada substancialmente a la velocidad de rotación de dichos rodillos a fin de estirar longitudinalmente partes incrementales de dicha lámina; se retira dicha lámina de dichos rodillos a una velocidad mayor que la velocidad de rotación de dichos rodillos; y se recoge la lámina así estirada.
METODO PARA PRODUCIR ESTRUCTURAS DE MALLA DE PLASTICO ORIENTADAS MOLECULARMENTE.
(01/01/1979) Método para producir estructuras de malla de plástico orientadas molecularmente, que tienen aberturas de malla cada una de las cuales es una figura de seis lados rodeada en cuatro lados por partes de cuatro hebras de malla separadas orientadas molecularmente y en dos lados dispuestos enfrentados por elementos con forma de hebra orientados molecularmente que comprenden porciones confluentes de pares de dichas hebras, caracterizado porque estirándose cada elemento con forma de hebra en tal grado que la orientación molecular preferida de su material plástico en la dirección de su mayor dimensión pase por, pero no alrededor de, en el sentido de a través de, las bifurcaciones formadas en cada extremo del elemento con forma de hebra por las hebras que se fusionan en el elemento con forma de hebra comprende extruir una estructura de red tubular "tal…
PROCEDIMIENTO PARA FABRICAR ARTICULOS TERMINADOS EN DOS PARTES DE MATERIAL ELASTOMERO, TAL COMO SUELAS DE ZAPATOS, ASIENTOS DE CONCHA DE AUTOMOVILES Y OTROS.
(01/01/1979). Solicitante/s: SEMPERIT AKTIENGESELLSCHAFT.
Procedimiento para fabricar artículos terminados en dos partes de material elastómero, tal como suelas de zapatos, asientos de concha de automóviles y otros, estando ambas partes unidas entre sí, teniendo superficies mutuamente colindantes y estando hechas a base de materiales elastómeros eventualmente diferentes, por ejemplo poli(cloruro de vinilo), poliuretano, caucho vulcanizado, pasando por artículos semiterminados en los que una primera parte tiene, a lo largo del borde de unión, un vástago que sobresale por encima de la superficie pretendida del artículo terminado, procedimiento en que primero se fabrica una primera parte y luego se conforma una segunda parte adyacentemente a la primera parte, caracterizado porque la primera parte es conformada, a lo largo del posterior borde de unión, con un vástago que se extiende más allá de la superficie pretendida del artículo terminado, el cual vástago es eliminado de nuevo tras haber conformado adyacentemente la segunda parte.
PROCEDIMIENTO PARA LA OBTENCION DE ARTICULOS FABRICADOS DE RESINAS SINTETICAS CON PROPIEDADES DESINFECTANTES Y MEDICINALES.
(01/01/1979). Solicitante/s: FUKUOKA, TATSUO.
Procedimiento para la obtención de artículos fabricados de resina sintética con propiedades desinfectantes y medicinales, caracterizado porque se introduce por incorporación en la resina sintética una medicina que se transfiere a la superficie con el transcurso del tiempo.
PROCEDIMIENTO DE PREPARACION DE UNA PELICULA CON EFECTO ACABADO.
(16/12/1978). Solicitante/s: TH. GOLDSCHMIDT, A. G..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}